用于智能卡的预包装、智能卡及形成用于智能卡的预包装的方法与流程
1.本发明总体上涉及任何类型的智能卡,诸如信用卡、支付卡、钥匙卡、电子标签、安全文件的数据页等,其中卡型基底包括用于提供信息和/或响应外部激发等的电子组件。
背景技术:
2.如上所述的该类型的智能卡的使用已经发展成用于处理敏感信息的广泛概念。在最近的发展中,不仅信息的防篡改性和良好的安全性是重要的方面,而且将增加的功能并入卡型基底中也被认为是至关重要的,以便满足在我们复杂的社会中遇到的许多方面的需求。例如,卡型基底越来越多地以信用卡、支付卡等形式用于管理金融交易。为此,根据与待使用智能卡的特定环境相关联的整体要求,许多类型的智能卡已经在其中或多或少实现了复杂的电子组件,以便赋予智能卡特定的能力,诸如响应外部激发、提供和/或处理敏感信息、提供无线连接、呈现信息、提供令人愉快的外观等。
3.基本上,智能卡通常由多个材料层组成,多个材料层被加工以便形成基本上整体的材料块,该材料块在其中已并入任何相应的电子组件,诸如例如用于赋予智能卡rfid(射频识别)能力的一个或多个天线、用于存储和处理信息的电子模块、对应的电连接网络、用于电感地和/或电容地将卡内部的组件互连的附加组件等。因此,已经开发了多种技术,旨在连接各个材料层,以便在适当地包围相关的功能组件的同时形成基本上整体的材料块。由于将附加功能并入智能卡中的发展趋势,可能必须将离散电子组件、光学组件、电源装置等形式的特定组件集成到智能卡中,从而导致整体制造工艺的明显的额外的复杂性。例如,可能必须为卡制造商提供智能卡的相应的预成型件,其使得能够并入附加特征、诸如特定的组件,以便提供具有特定功能的定制的智能卡。这些附加组件中的许多组件具有基本上非平坦的构造,即,与任何该组件的相应的侧向维度相比具有增加的高度维度的构造,从而需要大量的工作将这些组件并入卡型基底中,尤其是如果必须满足某些规格的话。由于该技术领域中的高度竞争的市场,在鉴于任何环境影响和机械应力来确保相对于智能卡的防篡改性和稳健性的高度集成性的同时,可能必须基于高效的批量生产技术来并入相应的组件,以便实现任何这种智能卡所需的长使用寿命。
4.在常规方法中,通常通过适当地制备各个卡层,例如通过在一些层中形成相应的开口并插入相应的组件、即集成电路芯片和显示器,并基于适当的工艺条件层压相应的层,将附加的电子组件、诸如显示装置并入智能卡中。此后,可以例如通过并入定制的打印区域、给予智能卡期望的外观等来应用最终的工艺步骤。这些最终的工艺步骤通常由终端制造商基于智能卡的预成型件来执行,该预成型件已经在其中并入了电子芯片和显示装置。因此,尤其是在制造智能卡的预成型件以便包括复杂的附加组件、诸如显示装置时,必须实施高度复杂的工艺序列,其中尤其是与将显示装置并入各个卡层中相关联的相应的制造公差可能导致最终的智能卡的整体产量降低和/或可靠性降低。
5.因此,鉴于上述情况,本发明的目的是在消除或至少减少上述问题中的一个或多
个问题的同时,提供将附加组件并入智能卡的预成型件中的增加的灵活性。
技术实现要素:
6.鉴于上述技术问题,本发明总体上基于以下概念:通过将形成智能卡的预成型件的基本过程与并入复杂的附加组件、诸如显示器和/或电池和/或键盘和/或传感器和/或光学组件的过程分离,可以实现制造复杂的智能卡的预成型件以及因此相应的最终的立体的智能卡的精度的提高。为此,预包装形成为单独的组件,其基于与待并入的组件相对应地选择的侧向维度和高度维度形成,而无需考虑智能卡的预成型件和最终的智能卡的最终维度和高度维度。此外,用于将相应的组件并入预包装中的工艺步骤、诸如用于层压工艺的参量,可以特定地适应于附加组件而基本上不影响智能卡的预成型件的其他区域。因此,在仍然提供预包装的材料与智能卡的实际预成型件之间的高度一致性的同时,相应的工艺和材料可以特定地适应于待并入的组件的要求并因此针对其被优化。
7.应当注意,如本说明书中所使用的术语“智能卡”应被理解为以涵盖包括用于提供信息和/或响应外部激发的电子组件的任何类型的卡型基底。根据前述定义的智能卡的具体实施例尤其包括信用卡、支付卡、钥匙卡、电子标签、诸如电子护照的安全文件的数据页等。
8.根据本发明的一个方面,上述技术目的通过用于智能卡的预包装得以实现。预包装包括柔性印刷电路板,其包括至少一个非平坦的电路部。预包装还包括材料层的堆叠,该材料层的堆叠容纳柔性印刷电路板以提供材料层的堆叠的平坦的顶表面和底表面。
9.根据在对应的智能卡的早期制造阶段被认为是单独组件的预包装的该构造,柔性印刷电路板适当地成形为三维构造,以便提供至少一个非平坦的电路部。因此,相应的复杂组件,诸如显示器、电池、光学组件、开关或键盘等可以定位在至少一个非平坦的电路部内,然而容纳柔性印刷电路板的材料层的堆叠提供平坦的顶表面和底表面,从而例如在将预包装并入智能卡的相应的预成型件中时有利于预包装的进一步加工。
10.在另一说明性实施方式中,预包装具有由顶表面和底表面限定的预定的侧向维度。也就是说,可以基于材料层的堆叠,即,基于其底表面和顶表面来精确地确定预包装的侧向维度,从而在确定预包装的侧向外部维度时实现高精度,这又使得能够精确地并入智能卡的预成型件中,从而明显降低通常可能与将复杂的电子组件并入智能卡中相关联的任何制造公差。
11.在另一说明性实施方式中,预包装具有高度维度,即,与侧向维度正交的维度,其具有小于0.8毫米(mm)的值。因此,预包装可以被制造成适配许多常规智能卡的维度,无需对这种卡增加附加的高度或厚度。尤其地,在实施方式中,预包装的厚度或高度可以是约0.6毫米甚至更小,从而允许将预包装并入用作信用卡、支付卡、钥匙卡等的标准智能卡中。
12.在另一说明性实施方式中,形成顶表面和/或底表面的一部分的至少一种材料是也用于智能卡的材料。因此,除了由底表面和顶表面提供的基本上平坦的表面构造之外,这些表面或其部分中的至少一个表面或部分的材料组成也确保了与智能卡及其相应的预成型件的材料和/或工艺一致性。因此,如上文所讨论的,在将预包装并入智能卡或其预成型件中时,可以实现预包装与智能卡或预成型件的剩余部位之间的期望的连续的材料特性。
13.在另一说明性实施方式中,形成顶表面和/或底表面的部分的材料包括聚氯乙烯
(pvc)和聚碳酸酯以及通常与智能卡一起使用的其他材料中的至少一者。也就是说,顶表面和/或底表面的至少一部分由通常用于制造智能卡的材料形成,如上文所讨论的。因此,当提供预包装作为智能卡的单独的组件时,对表面材料(例如pvc或聚碳酸酯的形式)的相应的加工可以特定地适应于附加组件的要求,例如当在层压工艺期间在压力、温度和工艺持续时间方面选择适当的工艺参量时,而如果需要可以基于不同的工艺条件加工相应的智能卡或其预成型件的剩余部位。
14.在一些说明性实施方式中,柔性印刷电路板包括显示器和/或键盘和/或传感器和/或电池和/或光学组件和/或电子组件。因此,可以提供由于良好的功能性而带来的相应的智能卡的所需的复杂程度,而无需与可能在以整体加工智能卡或其预成型件时使用的相应的工艺限制相关联,这是因为预包装可以基于明显更小的形状参数并基于适当选择的工艺参量来形成。
15.在另一说明性实施方式中,层的堆叠包括框架层,该框架层围绕至少一个非平坦的电路部的至少一部分。通过并入框架层,可以适当地以机械方式稳定位于非平坦的电路部中的相应的组件,同时附加地可以实现相对于非平坦的电路部外部的层的一定程度的校平(level)。以此方式,可以选择适当的工艺参量,例如在层压工艺期间在待施加的机械压力方面的工艺参量,而不会不恰当地影响定位在非平坦的电路部内的一个或多个组件。
16.在另一说明性实施方式中,材料层的堆叠包括形成平坦的顶表面的至少一部分的顶层和形成平坦的底表面的至少一部分的底层。在这种情况下,选择层堆叠的底层和顶层以在无需任何进一步的工艺步骤的情况下提供平坦的表面区域,这是因为可以通过层堆叠本身、即通过相应的顶层和底层获得期望的平坦的表面构造。
17.在另一说明性实施方式中,顶层和/或底层包括与框架层的开口的至少一部分对齐的窗口部。也就是说,侧向包围非平坦的电路部的至少一部分并因此包围定位在其中的对应的组件的至少一部分的框架层使得能够借助窗口“访问”对应的组件。
18.在该上下文中,术语“访问”应被理解为描述任何类型的组件与环境的交互给予(interaction offer),例如通过提供可见性、实现直接或间接的机械的或电的接触等。
19.在另一说明性实施方式中,预包装包括框架侧壁结构,该框架侧壁结构侧向包围材料层的堆叠的中央部,其中框架侧壁结构与顶表面和底表面侧向对齐以在预包装的整个高度方向上限定预定的侧向维度。因此,框架侧壁结构导致非平坦的电路部以及因此定位在其中的任何组件的有效的侧向约束,同时还确保遍及预包装的整体高度或厚度的精确的侧向维度。因此,在进一步加工预包装时,即在将预包装并入智能卡或其预成型件中时,在预包装的整个整体厚度上精确限定的侧向维度会减小整体工艺公差,并且使得能够将预包装精确定位在智能卡或其预成型件内。
20.根据本发明的另一方面,上述技术目的通过用于形成智能卡的前体片材得以实现。前体片材包括具有上述特性的预包装的阵列。附加地,前体片材包括将阵列的预包装机械互连的基材。如上文已经讨论的,提供通过基材互连的阵列形式的多个预包装使得能够非常有效地整体加工预包装,例如通过切割预包装并将相应的各个预包装插入立体的智能卡或其预成型件中。
21.在一个说明性实施方式中,以卷材的形式提供前体片材。因此,以大幅节省空间的方式实现预包装的供应,从而使得能够使用批量生产技术,同时仍然保持高度的工艺精度。
22.根据本发明的另一方面,上述目的通过包括卡层的堆叠和预包装的智能卡得以实现,该预包装嵌入卡层的堆叠中并且具有如前面所讨论的特征。以此方式,如前面所阐释的,具有精确限定的侧向维度和高度维度的预包装可以以高精度定位在卡层的堆叠内,同时附加地使得能够基于预成型件特定的工艺条件制造智能卡预成型件,而不影响预包装的制造并因此不影响预包装的特性。
23.在智能卡的另一说明性实施方式中,卡层的堆叠包括由第一材料形成的印刷部,其中预包装的定位成与印刷部相邻的部分由第二材料形成,该第二材料具有与第一材料基本上相同的热特性。也就是说,当基于预包装形成智能卡时,如上所述,预包装和智能卡的相邻部分可以表现出类似的热特性,从而当形成打印区域等时至少确保在邻近部分之间在光学外观方面的一致性,这是因为尤其是卡材料的热特性可以对相邻材料区域的最终获得的特性产生影响。在优选实施方式中,第一材料和第二材料的基本化学组成基本上相同。
24.在一个说明性实施方式中,预包装具有窗口,并且智能卡包括卡窗口,该卡窗口至少部分地与预包装的窗口对齐。以此方式,可以借助卡窗口和预包装的窗口来“访问”非平坦的电路部以及因此定位在其中的任何组件。应当理解,当组件的至少一部分的可见性足以“访问”组件时,非平坦的电路部的“访问”可以包括在卡窗口中存在光学透明材料。在其他情况下,如果需要直接接触智能卡的与非平坦的电路部相关联的内层,则窗口可以不包括任何材料。
25.根据本发明的另一方面,上述技术目的通过形成用于智能卡的预包装的方法得以实现。该方法包括提供通过载体材料机械互连的柔性印刷电路板的阵列的步骤,其中柔性印刷电路板中的每一个柔性印刷电路板包括至少一个非平坦的电路部。该方法还包括将柔性印刷电路板的阵列附接到智能卡兼容材料的第一层的步骤。此外,该方法包括通过针对非平坦的电路部中的每一个非平坦的电路部将相应的框架层附接到第一层来侧向地包围阵列中的柔性印刷电路板中的每一个柔性印刷电路板的至少非平坦的电路部,其中框架层中的每一个框架层具有开口,以便至少容纳相应的非平坦的电路部并且以便至少部分地校平相应的非平坦的电路部的非平坦性。此外,该方法包括将由智能卡兼容材料形成的第二层附接到第一层以形成平坦的底表面的步骤。最后,该方法包括将由智能卡兼容材料形成的第三层附接到框架层以形成平坦的顶表面的步骤。因此,本发明的方法描述了用于将柔性印刷电路板并入材料层堆叠中的技术,以智能卡兼容材料的形式提供材料层堆叠的至少顶层和底层。以此方式,预包装可以形成为如上文已经讨论的单独组件,同时仍然表现出与期望的智能卡的材料一致性。
26.在另一说明性实施方式中,该方法包括根据柔性印刷电路板的侧向维度和高度维度预先制备框架层的步骤。因此,根据设计要求,框架层被制备以便实现侧向包围和/或充当高度校平组件,并且在单独的工艺步骤中被制造而不影响预包装的其他组件。
27.在附加的说明性实施方式中,柔性印刷电路板的阵列以卷材的形式被提供,并且由智能卡兼容材料形成的第一层、第二层和第三层均以卷材的形式被提供。以此方式,可以高效地实现批量生产技术,同时在形成预包装时仍然实现高精度,这又直接转化为在基于预包装形成智能卡时增加的可靠性和良好的工艺成品率,也如上所讨论的。
附图说明
28.参考附图的同时,在以下说明书中将更详细地描述本发明的其他说明性实施方式和其他方面,在附图中:
29.图1示意性地图示了根据说明性实施方式的预包装的分解剖视图,
30.图2示意性地图示了根据说明性实施方式的预包装的分解剖视图,其中省去了对应的柔性印刷电路板,
31.图3示意性地图示了根据说明性实施方式的在作为卷材被提供的载体材料上形成的多个预包装的俯视图,
32.图4示意性地图示了前体片材的俯视图,该前体片材包括用于接收相应的预包装的多个智能卡预成型件,以及
33.图5a和图5b示意性地图示了根据说明性实施方式的包括预包装的智能卡的俯视图和剖视图。
具体实施方式
34.在此将参照附图更详细地描述本发明。
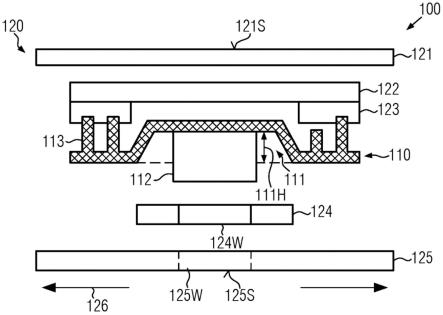
35.图1示意性地图示了根据本发明的说明性实施方式的预包装100的分解剖视图。如图所示,预包装100包括柔性印刷电路板110,该柔性印刷电路板110具有基本上非平坦的电路部111,该电路部111应被理解为下述电路部,其基材根据人们的视点升高或凹陷,从而形成具有高度111h的阶梯状构造。非平坦的电路部111可以包括不易集成到对应的集成电路芯片(未示出)中的一个或多个组件。该一个或多个集成电路芯片可以被包括在柔性印刷电路板110中或上,或者可以定位在预包装100内的任何其他适当的位置处。例如,相应的一个或多个电路芯片可以定位在材料层122、123上或内,该材料层122、123的尺寸和形状可以被适当地设定为至少容纳非平坦的电路部111。此外,柔性印刷电路板110可以包括适当的接触元件113,其可以连接到在层123、122的一个层中的相应的配对物(未示出),以便在柔性印刷电路板110和设置在层123和/或122中的一个或多个电路芯片或任何其他基本上二维的电子组件之间建立机械和电连接。
36.非平坦的电路部111可以包括任何适当的组件,诸如显示器和/或键盘或单独的按钮和/或能量存储器,诸如电池和/或光学组件等。有利地将非平坦的电路部111的高度111h选择成,使得组件112的高度维度至少部分地被补偿。此外,框架层124定位在组件112的一侧,该框架层124具有与非平坦的电路部111相对应的侧向维度,以便侧向地包围组件112。此外,框架层124可以包括使组件112的至少一部分暴露的开口124w。因此,框架层124起到侧向地包围并因此稳定组件112的作用。框架层124还可以用于使在组件112和柔性印刷电路板110的平坦部之间的高度水平的差至少在一定程度上校平。
37.此外,预包装100包括具有顶表面121s的顶层121,该顶表面121s是由任何适当的材料制成的基本上平坦的表面。例如,顶层121可以是智能卡兼容材料,例如为pvc(聚氯乙烯)、聚碳酸酯等形式的智能卡兼容材料,其可以与适当的涂层(未示出)相组合,从而有助于在预包装100和相应的智能卡或其预成型件之间形成一致的材料特性,预包装100将在随后的制造阶段插入预成型件中。类似地,预包装100包括底层125,其也可以是智能卡兼容材料,其可以与相应的涂层相组合,以便提供与智能卡或其预成型件相关的材料特性的一致
性。此外,如上所讨论的,层125的底表面125s可以是基本上平坦的表面,以便在将预包装插入智能卡或其预成型件时确保良好的加工。在所示的实施方式中,底层125包括与框架层124的开口124w对齐的窗口125w,从而提供对组件112的至少一部分的访问,其中术语“访问”应从上述限定的意义上理解。
38.因此,预包装100包括材料层120的堆叠,其包括提供平坦的顶表面121s的层121,待附接到柔性印刷电路板110的层122、123,框架层124和提供平坦的底表面125的底层125,如上文所讨论的。此外,在图1中标示为沿着一个侧向方向的维度126的侧向维度由底表面125s和顶表面121s精确地限定,使得预包装100的侧向尺寸和形状以精确的方式被限定,从而当在相应的智能卡或其预成型件中实施组件112时减小不恰当的制造公差。
39.图2示意性地图示了省去了柔性印刷电路板110(参见图1)的预包装100的分解剖视图。如图所示,顶表面121s可以以施加到顶层121的涂层的形式被提供,在一些说明性实施方式中,其以厚度为约100μm的pvc层的形式被提供。类似地,底层125以厚度为约100μm的pvc材料被提供,其后为相应的涂层以形成底表面125s。
40.应当理解,层121、125的组成及其厚度仅仅是示例,并且这些方案可以适应于特定的使用情况。
41.层122、123可以由任何适当的材料形成,诸如为pvc、聚碳酸酯等形式的智能卡兼容材料,其中层122、123中的每个层的厚度为约100μm。此外,可以在层122的自由表面上形成涂层122a,同时可以在层123的自由表面上提供具有任何适当的组成的自由膜,例如以粘合材料等的形式。类似地,在框架层124上可以已经形成粘合材料形式的自由膜,以便连接到组件112(参见图1),同时框架层124的相反表面可以由适当的涂层124b覆盖以连接到底层125。
42.另外,在这种情况下,应当理解,层122、123、124的组成及其厚度仅仅是示例,并且这些方案可以适应于特定的使用情况。
43.此外,可以提供框架结构127以便侧向地连接到层122、123,其中可以选择框架结构127的高度128,以便对应于层122、123和在其上形成的对应的涂层的高度和厚度以及对应于柔性印刷电路板110的厚度和高度,该柔性印刷电路板110包括具有附接至其的框架层124的组件112(参见图1)。例如,当预包装100将并入标准智能卡中以用作可能必须符合相应的国际标准的任何类型的支付卡时,高度维度128可在约300μm到350μm的范围内。在其他情况下,高度128可以适应于所考虑的特定使用情况。
44.在说明性实施方式中,例如由任何适当的智能卡兼容材料(诸如pvc、聚碳酸酯等)形成的框架结构可以具有使得由顶表面121s和底表面125s限定的侧向维度沿着预包装100的整个高度延续的构造。因此,沿着预包装100的整个高度或厚度的侧向维度由表面121s、125s和框架结构127的侧向维度精确地限定。
45.如图1和图2所示的预包装100可以基于以下工艺形成。
46.柔性印刷电路板110通常可以作为卷材被提供,并且可以适当地被压印,以便获得具有预定高度111h和预定侧向尺寸和形状的非平坦的电路部111。一个或多个组件112可以在任何适当的制造阶段,例如在通过任何适当的技术(诸如胶合、焊接等)已经压印印刷电路板110的相应的载体材料之后,附接到柔性印刷电路板110。层122、123可以被制备成在形状和厚度上对应于预包装100的特定要求,并且也可以以卷材的形式提供的这些层可以彼
此附接并且附接到电路板110。这可以在这些材料层中的任何一个材料层仍然以卷材的形式被提供的状态下实现。
47.应当理解,在将材料层122、123附接到电路板110之前,可以在任何适当的制造阶段施加任何涂层或自由膜,诸如涂层122a和123a。包括相应的膜和涂层124a、124b的框架层124可以被单独地制备,并且还可以附接到电路板110,然后附接框架结构127以及可能与分别施加的涂层121s、125s组合的顶层和底层。此后,可以建立适当的工艺条件,例如通过在特定时间段内施加热和压力,以便层压各种材料层并获得具有基本上平坦的表面121s、125s的层堆叠120(参见图1)。应当理解,在对应的制造工艺期间,可以选择工艺条件以便不会不恰当地影响尤其是组件112,当层堆叠120以pvc材料的形式被提供时,组件112可能需要施加例如120℃或更低的降低的层压温度。类似地,可以选择对应的机械外部压力以避免组件112的任何机械损坏,其中,如上文所讨论的,尤其是框架层124和框架结构127可以起到将作用在组件112上的所得压力限制到期望的非临界量的作用。
48.图3示意性地图示了可用于形成智能卡或其相应的预成型件的前体片材150的俯视图。在一些说明性实施方式中,如图3所示,前体片材150以卷材152的形式被提供,其中根据如上述在图1和图2的上下文中所讨论的特征和特性来提供多个相应的预包装100a、
…
、100n。因此,通过适当的载体材料151机械连接的多个预包装100a、
…
、100n形成有明确限定的侧向维度126、127,其与相应的智能卡或其预成型件的侧向维度相比明显更小。因此,由于侧向维度126、127减小,即与最终智能卡的形状参数相比预包装的形状参数减小,总体上可实现预包装的精度增加,从而还能够高度精确地定位对应的组件112(参见图1),同时用于形成预包装100a、
…
、100n的特定选择的总体工艺条件还有助于良好的工艺成品率和产品可靠性。
49.基于前体片材150,预包装100a、
…
、100n可以通过基于任何适当的技术从载体材料151切下而被进一步加工以用在智能卡或其预成型件中。因此,可以从前体片材150获得各个预包装100a、
…
、100n以用于进一步加工。
50.图4示意性地图示了用于智能卡的多个预成型件170a、
…
、170k的俯视图。如图所示,预成型件170a、
…
、170k的阵列作为材料片160被提供,其中各个预成型件170a、
…
、170k通过相应的载体材料161机械互连。预成型件170a、
…
、170k可以基于适当的工艺条件并行加工以使多个材料层互相连接,该多个材料层可能已经并入了附加组件,诸如用于rfid装置的天线、电子模块等。通常,与在用于形成图3中的预包装100a、
…
、100n的制造工艺期间施加的工艺条件相比,用于形成预成型件170a、
…
、170k的工艺条件可以被选择为不同的,这是因为通常组件112中的至少一个组件(参见图1)可能相对于工艺温度、压力等更敏感,如上文所讨论的。
51.此外,预成型件170a、
…
、170k可以接收相应的部分或开口171,其在侧向尺寸和形状上对应于预包装100a、
…
、100n,以便实现预包装的适当的插入和到预成型件170a、
…
、170k的周围材料的附接。应当理解,相应的粘合材料或填充材料可以附接到预包装100a、
…
、100n和/或开口171的约束区域,以便实现预包装的适当的附接。为此,在将各个预包装插入预成型件170a、
…
、170k的相应的开口171中时,可以施加任何适当的工艺条件。在已经完成通过载体材料161仍互连的预成型件170a、
…
、170k之后,可将片材160供应给卡制造商,卡制造商可以从包括相应的预包装100a、
…
、100n的预成型件170a、
…
、170k中来形成
最终卡,如上文所讨论的。
52.图5a示意性地图示了根据说明性实施方式的智能卡190的俯视图。如上文已经讨论的,术语智能卡应被理解为包括任何卡型装置,在该卡型装置中侧向维度明显大于智能卡的相应的高度维度或厚度。例如,通常由国际标准定义的支付卡等、包括电子组件的任何类型的rfid标签等可以是本发明意义上的相应的智能卡。
53.智能卡190已经在其中并入了预包装100,该预包装100包括相应的组件,诸如图1所示的组件112。例如,图1的组件112可以是可以通过卡窗口190w光学地访问的显示器。因此,在显示器112上产生的相应的符号可以是通过卡窗口190w可见的,从而赋予智能卡190良好的功能性和/或安全性。例如,在信用卡或其他支付卡领域中,通常可以提供所谓的卡验证码(cvv),以便在执行在线交易时实现良好的安全性。为了提高在线交易的整体安全性,已经提出周期性地改变cvv并且可以在用户请求时借助显示器显示值。
54.然而,应当理解,附加地或替选地,可以提供显示器以显示任何其他符号、字符、文本和/或图形,以便实现良好的光学外观和/或附加功能。
55.此外,在图5a所示的实施方式中,卡部分191以与对应于预包装100的部分相邻的方式形成,其中两个部分例如在导热性等方面具有非常类似的特性,从而例如当将符号印刷到部分191上或中并且可能到与预包装100相关联的部上时确保在智能卡的进一步加工期间的一致行为。类似地,如前面所讨论的,预包装100可以至少在可能与智能卡190的剩余卡材料接触的部分处由任何智能卡兼容材料形成,以便在智能卡190的进一步加工和完成期间实现预包装100和相邻的部分191之间的一致行为。
56.图5b示意性地图示了根据说明性实施方式的智能卡190的剖视图。如图所示,卡层195的堆叠(其一部分可以对应于图4的预成型件170a、
…
、170k的材料层和在图1和图2的上下文中所讨论的材料层)可以在其中已经嵌入了具有如前面所讨论的特性和特征的预包装100。尤其地,窗口125w(参见图1)可以设置成与卡窗口190w对齐,以便允许访问预包装100的特定组件,如上文所讨论的。
57.智能卡190可以通过附接堆叠195的两个或更多个附加卡层而由预成型件170a、
…
、170k形成,同时还提供附加特征,诸如印刷部、压花部、涂料等,以符合客户特定要求。因此,智能卡190可以设置有期望的附加组件,诸如显示器等,其中预包装100确保了最终产品的高可靠性,这是因为总体上可以通过以与智能卡或其预成型件的剩余部分分开的方式形成预包装100来增强整体工艺稳健性。此外,如果考虑有必要,可以为预包装100选择特定的工艺条件,同时可以基于不同的工艺条件形成剩余的智能卡190或其预成型件。总体上,将预包装100与剩余预成型件的制造分离实现了批量生产技术的应用,例如,通过在加工预包装期间提供作为卷材的预包装,并且随后基于明确限定的整体维度将单独的预包装并入预成型件中,从而还有助于增强整体制造工艺的可靠性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1