一种钢筋运输方法、装置及系统与流程
1.本发明涉及钢筋生产后运输的技术领域,特别是涉及一种钢筋运输方法、装置及系统。
背景技术:
2.随着科学技术的发展,各类型的建筑、器械、装置对钢筋的需求与日俱增,钢筋生产效率也随之不断提升以应对各领域的钢筋需求。
3.目前,市面上一般使用的冷轧带肋钢筋生产线为集中式,为提高公共设施的利用率,一般采用4条生产线为一组,可同时生产4中规格的钢筋,但不同规格的钢筋在生产之后,称重、打包、卸料到运输等流程中部分还采用人工操作,大大增加了工作量,且人工操作还有可能导致入库、吊牌等错误发生,延长了回收资金周期,降低了钢筋生产、运输、销售等工作效率。
4.因此,提供一种可以在钢筋生产后显著提高工作效率,避免人工失误的分类运输方法、装置及系统是本领域技术人员亟待解决的问题。
技术实现要素:
5.本发明的目的在于提供一种运输方法、装置及系统,该方法简单、高效且能有效提高分类到运输流程的工作效率,避免入库、吊牌等步骤的人工失误,减少运输成本。
6.基于以上目的,本发明提供的技术方案如下:
7.一种钢筋运输方法,包括如下步骤:
8.形成钢筋的电子标签信息;
9.读取所述电子标签信息;
10.根据所述电子标签信息与预设目的地规格信息对钢筋分类;
11.获取所述电子标签信息,判断所述电子标签信息是否与所述目的地规格信息匹配,若不匹配,则继续运输钢筋至下一个目的地,若匹配,则选定该目的地卸下钢筋。
12.优选地,所述形成钢筋电子标签信息之前,还包括,
13.将厂区分为集卷区、称重区、卸卷区和运输区;
14.所述集卷区与钢筋生产线末端连接,用于收集钢筋卷;
15.所述称重区用于对钢筋称重;
16.所述卸卷区用于卸下钢筋、钢筋入库、钢筋装车;
17.所述运输区用于运输钢筋出厂。
18.优选地,所述电子标签信息具体为钢筋型号、钢筋批次和钢筋重量。
19.其中,所述钢筋重量为钢筋在所述称重区所称得的重量。
20.优选地,所述形成钢筋电子标签信息与所述读取所述电子标签信息之间,还包括,将所述钢筋重量写入所述电子标签信息中。
21.优选地,根据所述电子标签信息与预设目的地规格信息对钢筋分类,其中,所述预
设目的地为所述卸卷区;
22.所述卸卷区规格根据厂区占地面积、空间架构进行预设,分为若干个卸卷小区。
23.所述电子标签信息根据所述预设卸卷区进行对应设置;
24.结合所述卸卷区规格与所述电子标签信息对钢筋型号分类。
25.优选地,判断所述电子标签信息是否与所述卸卷区规格信息匹配,
26.具体为通过采用非接触式自动识别技术获取所述电子标签信息后,通过控制器将所述电子标签信息与所述预设卸卷区规格信息比较;
27.其中,所述非接触式自动识别技术具体为无线射频识别技术。
28.优选地,所述比较所述电子标签信息与所述预设卸卷区规格信息,具体为
29.判断电子标签信息中钢筋型号、钢筋强度和钢筋重量等数据是否小于预设卸卷区所容纳的规格,若是,则选定该卸卷区对钢筋卸卷;若不是,则运输钢筋至下一个卸卷区对钢筋卸卷。
30.一种钢筋运输装置,包括
31.生成模块,用于生成钢筋的电子标签信息;
32.读取模块,用于读取钢筋所述电子标签信息;
33.分类模块,用于根据钢筋所述电子标签信息与预设目的地规格对钢筋分类;
34.识别模块,用于获取钢筋所述电子标签信息;
35.判断模块,用于判断钢筋所述电子标签信息是否与目的地规格信息相匹配。
36.一种钢筋运输系统,包括,
37.存储器,用于存储计算机程序;
38.处理器,用于执行所述计算机程序时,实现上述任一所述的钢筋分类运输方法;
39.显示器,用于显示钢筋运输过程中的可视化数据。
40.一种计算机存储介质,所述计算机存储介质上存储有计算机程序,所述计算机程序被处理器执行时上述任一所述的钢筋运输方法。
41.本发明所提供的钢筋运输方法,通过绑定无线射频识别生成的电子标签与当次运输钢筋绑定;当钢筋需要运输时,形成钢筋的电子标签信息;随后读取钢筋的电子标签信息,根据电子标签信息与预设目的地规格信息对钢筋分类运输;在钢筋运输至目的地时,通过目的地的门禁、识别模块等判断该次运输钢筋的电子标签信息是否与目的地规格信息匹配,若不匹配则继续运输至下一目的地,循环这一步,直至钢筋在合适的位置卸下。本发明提供的技术方案仅需将无线射频识别生成的电子标签与当次运输的钢筋相绑定即可实现上标签、称重、判断并优选最终目的地、入库或装车等一系列步骤,能避免在上述流程中的人工失误,可以有效的提高钢筋生产后的分类到运输流程的工作效率,减少运输成本。
附图说明
42.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
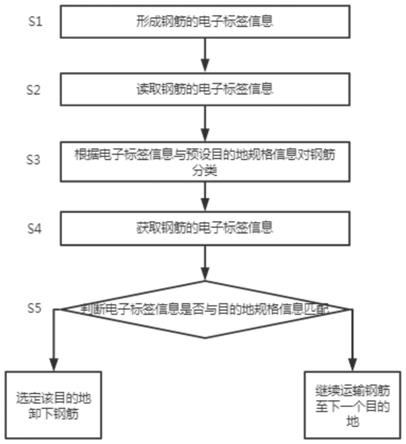
43.图1为本发明实施例提供的一种钢筋运输方法的流程图;
44.图2为本发明实施例提供的步骤s1与s2之间的方法流程图;
45.图3为本发明实施例提供的一种钢筋运输装置的结构示意图;
46.图4为本发明实施例提供的一种钢筋运输系统的结构示意图。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.本发明实施例采用递进的方式撰写。
49.本发明实施例提供了一种钢筋运输方法、装置及系统。主要解决现有技术中,钢筋运输过程中人工操作导致上标签、入库或装车出现失误的技术问题。
50.一种钢筋运输方法,包括如下步骤:
51.s1.形成钢筋的电子标签信息;
52.s2.读取电子标签信息;
53.s3.根据电子标签信息与预设目的地规格信息对钢筋分类;
54.s4.获取电子标签信息,
55.s5.判断电子标签信息是否与目的地规格信息匹配,若不匹配,则继续运输钢筋至下一个目的地,若匹配,则选定该目的地卸下钢筋。
56.本发明所提供的钢筋运输方法,通过绑定无线射频识别生成的电子标签与当次运输钢筋绑定;当钢筋需要运输时,形成钢筋的电子标签信息;随后读取钢筋的电子标签信息,根据电子标签信息与预设目的地规格信息对钢筋分类运输;在钢筋运输至目的地时,通过目的地的门禁、识别模块等判断该次运输钢筋的电子标签信息是否与目的地规格信息匹配,若不匹配则继续运输至下一目的地,循环这一步,直至钢筋在合适的位置卸下。本发明提供的技术方案仅需将无线射频识别生成的电子标签与当次运输的钢筋相绑定即可实现上标签、称重、判断并优选最终目的地、入库或装车等一系列步骤,能避免在上述流程中的人工失误,可以有效的提高钢筋生产后的分类到运输流程的工作效率,减少运输成本。
57.优选地,s1之前,还包括,
58.将厂区分为集卷区、称重区、卸卷区和运输区;
59.集卷区与钢筋生产线末端连接,用于收集钢筋卷;
60.称重区用于对钢筋称重;
61.卸卷区用于卸下钢筋、钢筋入库、钢筋装车;
62.运输区用于运输钢筋出厂。
63.实际运用过程中,钢筋具体的运输过程为,在集卷区收集待运输的钢筋卷后,打包运输至称重区对钢筋称重;称重结束后继续运输钢筋至目的地,钢筋的参数与目的地门禁或目的地检测装置中存储的规格内容向比对,若两者相同,则选定当前目的地卸下钢筋,若两者不同则运输至下一个机会目的地,多次循环后,完成钢筋运输流程。
64.优选地,电子标签信息具体为钢筋型号、钢筋批次和钢筋重量。
65.其中,钢筋重量为钢筋在称重区所称得的重量。
66.实际运用过程中,电子标签信息可以设置多个钢筋参数,包括钢筋型号、批次、重量等,其中,无线射频识别生成的电子标签自动生成钢筋型号、批次等参数,钢筋重量则由钢筋在称重区所称得。
67.优选地,s1与s2之间,还包括,将钢筋重量写入电子标签信息中。
68.实际运用过程中,还包括将钢筋重量数据写入电子标签信息中,钢筋重量数据也可用于判断是否与预设目的地规格相匹配。
69.优选地,s3,其中,预设目的地为卸卷区;
70.卸卷区规格根据厂区占地面积、空间架构进行预设,分为若干个卸卷小区。
71.电子标签信息根据预设卸卷区进行对应设置;
72.结合卸卷区规格与电子标签信息对钢筋型号分类。
73.实际运用过程中,可将目的地设置为卸卷区,卸卷区可分为若干个卸卷小区。在本实施例中,分为卸卷区a、b、c、d四个区,卸卷区a用于装载型号1的钢筋,卸卷区b用于装载型号2的钢筋、卸卷区c用于装载型号3的钢筋,卸卷区d用于装载型号4的钢筋。
74.优选地,s5,具体为通过采用非接触式自动识别技术获取电子标签信息后,通过控制器将电子标签信息与预设卸卷区规格信息比较;
75.其中,非接触式自动识别技术具体为无线射频识别技术。
76.实际运用过程中,采用非接触式自动识别技术获取电子标签信息,这一技术无需人工操作也能精准识别,可以有效的降低成本。而无线射频识别通过射频信号自动识别目标对象并获取相关数据,识别工作无须人工干预,无线射频识别技术可识别运动物体并可同时识别多个标签,操作快捷方便。
77.优选地,比较电子标签信息与预设卸卷区规格信息,具体为
78.判断电子标签信息中钢筋型号、钢筋强度和钢筋重量等数据是否小于预设卸卷区所容纳的规格,若是,则选定该卸卷区对钢筋卸卷;若不是,则运输钢筋至下一个卸卷区对钢筋卸卷。
79.实际运用过程中,选取钢筋型号、钢筋强度、钢筋重量等其中之一的数据与卸卷区所容纳的规格相比,也可根据实际情况选取多个数据进行比较,以达到合理分配钢筋卸卷空间的目的。
80.一种钢筋运输装置,包括
81.生成模块,用于生成钢筋的电子标签信息;
82.读取模块,用于读取钢筋电子标签信息;
83.分类模块,用于根据钢筋电子标签信息与预设目的地规格对钢筋分类;
84.识别模块,用于获取钢筋电子标签信息;
85.判断模块,用于判断钢筋电子标签信息是否与目的地规格信息相匹配。
86.实际运用过程中,绑定当次需运输的钢筋与无线射频识别装置,生成关于钢筋的电子标签信息,待钢筋称重后,将钢筋重量信息写入电子标签信息中,随后读取电子标签信息,通过电子标签信息与预设目的地规格对钢筋分类,随后运输分类后的钢筋至目的地,通过目的地门禁或识别装置获取钢筋的电子标签信息,通过判断电子标签信息与目的地规格信息匹配与否,决定钢筋卸卷的位置。
87.一种钢筋运输系统,包括,
88.存储器,用于存储计算机程序;
89.处理器,用于执行计算机程序时,实现上述任一的钢筋分类运输方法;
90.显示器,用于显示钢筋运输过程中的可视化数据。
91.本实施例提供的上述钢筋运输系统,由于能够执行并实现前述的钢筋运输方法,因此能够达到与前述方法实施例相同的技术效果。
92.一种计算机存储介质,计算机存储介质上存储有计算机程序,计算机程序被处理器执行时上述任一的钢筋运输方法。
93.本实施例提供的上述计算机存储介质,由于能够执行并实现前述的钢筋运输方法,因此能够达到与前述方法实施例相同的技术效果。
94.在本申请所提供的实施例中,应该理解到,所揭露的方法和装置,可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,模块的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,如:多个模块或组件可以结合,或可以集成到另一个系统,或一些特征可以忽略,或不执行。另外,所显示或讨论的各组成部分相互之间的耦合、或直接耦合、或通信连接可以是通过一些接口,设备或模块的间接耦合或通信连接,可以是电性的、机械的或其它形式的。
95.另外,在本发明各实施例中的各功能模块可以全部集成在一个处理器中,也可以是各模块分别单独作为一个器件,也可以两个或两个以上模块集成在一个器件中;本发明各实施例中的各功能模块既可以采用硬件的形式实现,也可以采用硬件加软件功能单元的形式实现。
96.本领域普通技术人员可以理解:实现上述方法实施例的全部或部分步骤可以通过程序指令及相关的硬件来完成,前述的程序指令可以存储于计算机可读取存储介质中,该程序指令在执行时,执行包括上述方法实施例的步骤;而前述的存储介质包括:移动存储设备、只读存储器(read on ly memory,rom)、磁碟或者光盘等各种可以存储程序代码的介质。
97.以上对本发明所提供的一种钢筋运输方法、装置及系统进行了详细介绍。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1