动车组辅助变流模块数字化维修平台及方法与流程
1.本发明涉及动车组部件维修技术领域,尤其涉及一种动车组辅助变流模块维修技术。
背景技术:
2.随着动车组运行时间的增长,辅助变流模块的故障率正在逐步升高。目前,针对机车车辆变流器、变流器等,有一套专门铁标,即tb/t 2437
‑
2006《机车车辆用电力变流器特性和试验方法》,规定了相应车载变流器型式试验及例行试验要求。
3.但现有技术中,如专利201910922551.6“变流器检测平台以及检测方法”仅能针对各种变流器进行检测;专利200810212232.8“一种变流器检测方法及系统”仅涉驱动变流器征程工作的装置及方法。专利201910299252.1“轨道列车牵引变流器检测台”仅涉及了平台支承结构。上述标准及各专利仅能够满足试验与检测要求,对维修指导意义有限。
4.因此,需要开发一种动车组辅助变流模块数字化维修平台及方法,实现对动车组辅助变流模块故障位置确定、维修方案生成、手持终端及各下位执行机构方案接收、各维修步骤指示等功能,提升维修标准化与可靠性。
技术实现要素:
5.本发明为解决上述问题,设计了一种动车组辅助变流模块数字化维修平台及方法,启动设备后,通过诊断模块运行,确定故障位置,生成辅助变流模块维修方案,并下发给手持终端及各下位执行机构;下位执行机构通过辅助操作指示相关螺栓拆卸、功率模块更换、其他模块更换、螺栓复位安装等相关工作。
6.为实现上述功能,具体技术方案如下:所述维修平台包括:电源模块、输入传感器模块、待测辅助变流模块、输出传感器模块、负载模块、上位机、故障诊断模块、安全联锁控制器、安全警示标志灯、行程开关、高电平发生器、螺栓管理输入输出模块、螺栓管理模块、硅脂涂覆输入输出模块、硅脂涂覆模块、交换机、手持终端、无线接入点、通信总线。
7.电源模块,用于给待测辅助变流模块供电,提供装置所需电力输入与转换;输入传感器模块,用于监测直流输入情况,并提供给上位机;输出传感器模块,用于监测待测辅助变流模块三相交流输出情况,并提供给上位机;负载模块:通过调整自身特性参数,向待测辅助变流模块抽取动态功率;上位机:用于实现各模块控制及数据的处理分发;故障诊断模块:用于接收待测模块输入输出参数并分析故障,生成维修方案;交换机:用于实现手持机与通信总线间的数据交换;无线接入点:用于建立无线局域网,实现手持终端与交换机间无线通信;手持终端:用于接收维修方案、维修步骤信息并确认当前作业完成情况。
8.电源模块通过输入传感器与待测辅变模块进行电力连接,后通过输出传感器模块与负载模块电力连接;电源模块、负载模块、安全联锁控制器与通信总线直接连接,接收总线控制信号并反馈自身状态;输入、输出传感器向总线发送监测数据参数;螺栓管理模块、硅脂涂覆模块分别通过各自输入输出模块与总线连接,接收总线控制信号并反馈自身状态;手持终端通过无线接入点及交换机与总线连接,接收总线控制信号并反馈当前步骤完成情况;上位机与总线直接连接,接收各下位机状态及参数,并将生成的处置方案及控制信号下发各下位机,同时与故障诊断模块建立通信连接;故障诊断模块通过上位机获得待测模块工作状态参数,进行故障诊断并将诊断结果发送给上位机。
9.所述维修平台安全联锁控制器与总线直接连接,向警示标志供电并通过警示标志灯指示高压通断情况;行程开关安装在维修平台高低压区域隔离门上,隔离门关闭到位后行程开关闭合,高电平信号通过安全联锁控制器发送至总线,由上位机控制待测模块及负载模块开始工作。
10.所述维修平台螺栓管理模块,包括高电平发生器、螺栓收纳槽、上极板、上触点、压力弹簧、下触点、下极板、螺栓管理控制器及信号地。所述螺栓收纳槽开孔形状与螺帽一致,所述上、下触点分别与上、下极板连接,上极板与高电平发生器连接,下极板通过螺栓管理控制器与信号地连接,压力弹簧安装于上下极板之间。
11.当螺栓插入螺栓收纳槽并收纳到位后,压力弹簧压缩,上下触点接通,高电平信号输入螺栓管理控制器,螺栓管理控制器收到相应高电平信号后,将螺栓收纳到位信号通过螺栓管理输入输出模块发送给总线。
12.此外,所述动车组辅助变流模块数字化维修方法,其特征在于,开始检测时,所述上位机控制电源模块启动开始供电,并判断高低压区域隔离门是否隔离到位,确认闭合到位后启动安全警示灯及负载模块;进一步,系统通过输出端传感器采集输出电压电流,并通过故障诊断模块进行故障判别;进一步,通过故障诊断模块生成故障维修方案,并下发故障类型及方案至手持终端,同时生成部件拆卸流程下发至手持终端;进一步,通过手持终端指示需拆卸螺栓位置,同时通过螺栓管理模块确定对应螺栓拆解到位,并重复相应操作至全部待拆螺栓拆卸完成;进一步进行故障模块更换;进一步,通过手持终端指示需恢复螺栓位置,同时通过螺栓管理模块确定对应螺栓取出正确,并重复相应操作至全部待拆螺栓恢复安装完成;进一步,重复整机测试试验,确认待测辅变模块不存在故障,结束主流程。
13.所述故障诊断模块生成故障维修方案后,还需判断是否需要进行功率模块更换。若需要进行更换,则下发功率模块更换方案至手持终端;进一步,硅脂涂覆模块根据更换功率模块类型指示选用钢网类型,并完成硅脂涂覆;进一步,完成全部待更换功率模块硅脂涂覆后,执行部件拆卸流程。
14.有益效果1、高低压区域分隔串入安全联锁系统,确保高低压分开,保障试验安全;2、数字化诊断,快速锁定故障区域,节约故障诊断时间;维修方案同步自动化生成,提高维修工作效率;3、下位执行机构辅助维修工作,保证维修标准化。
附图说明
15.参考所附附图,以更加充分的描述本发明的实施例。然而,所附附图仅用于说明和阐述,并不构成对本发明范围的限制。
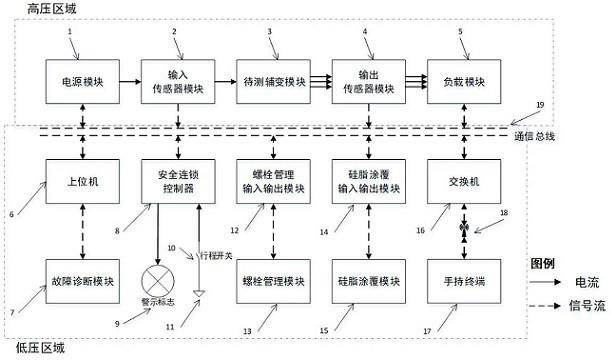
16.图1为动车组辅助变流模块数字化维修平台的拓扑结构图;图2为螺栓管理模块结构图;图3为动车组辅助变流模块数字化维修方法的主流程图。
17.实施例下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
19.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
20.动车组辅助变流模块数字化维修平台包括:电源模块1、输入传感器模块2、待测辅助变流模块3、输出传感器模块4、负载模块5、上位机6、故障诊断模块7、安全联锁控制器8、安全警示标志灯9、行程开关10、高电平发生器11、螺栓管理输入输出模块12、螺栓管理模块13、硅脂涂覆输入输出模块14、硅脂涂覆模块15、交换机16、手持终端17、无线接入点18、通信总线19。
21.电源模块1经过输入传感器模块2与待测辅变模块3连接,用于给待测辅助变流模块3供电,提供装置所需电力输入与转换;与通信总线19连接,用于接收上位机6通过通信总线19发送的电源启动及工作命令,同时向上位机6反馈工作状态。
22.输入传感器模块2与电源模块1、待测辅变模块3、通信总线19连接,监测待测辅变模块3实际输入情况,并通过通信总线19向上位机6提供相关数据信息。
23.待测辅变模块3与输入传感器模块2、输出传感器模块4连接,为整套系统主要测试及维修对象。
24.输出传感器模块4与待测辅变模块3、负载模块5、通信总线19连接,监测待测辅变模块3实际输出情况,并通过通信总线19向上位机6提供相关数据信息。
25.电源模块5经过输出传感器模块4与待测辅变模块3连接,用于向待测辅助变流模块3抽取不同等级功率;与通信总线19连接,用于接收上位机6通过通信总线19发送的负载启动及大小控制命令,同时向上位机6反馈工作状态。
26.上位机6与故障诊断模块7、通信总线19连接,用于接受电源模块1、输入传感器模块2、输出传感器模块4、负载模块5、安全联锁控制器8、螺栓管理输入输出模块12、硅脂涂覆输入输出模块14、交换机16反馈的状态信息数据;将相应数据归总后发送给故障诊断模块7并接收故障诊断模块生成的诊断维修结论;同时向电源模块1、负载模块5、安全联锁控制器8、螺栓管理输入输出模块12、硅脂涂覆输入输出模块14、交换机16发送相应控制命令。
27.故障诊断模块7与上位机6连接,用于接收输入传感器模块2、输出传感器模块4测得的待测辅变模块3实际输入输出参数,分析故障,生成维修方案,并发送给上位机6。
28.安全联锁控制器8与警示标志9、通信总线19连接,并通过行程开关10与高电平发
生器11连接;行程开关10安装在维修平台高低压区域隔离门上,隔离门关闭到位后行程开关10闭合,高电平信号通过安全联锁控制器12发送至总线,由上位机6控制待测模块3及负载模块5开始工作,同时点亮警示标志9。
29.螺栓管理输入输出模块12与螺栓管理模块13、通信总线19连接,硅脂涂覆输入输出模块14与硅脂涂覆模块15、通信总线19连接,分别向总线发送监测数据参数,并接收总线控制命令;螺栓管理模块13、硅脂涂覆模块15接收控制信号并反馈自身状态。
30.手持终端17通过无线接入点18与交换机16连接,并通过交换机16与总线19连接,接收总线控制信号并反馈当前步骤完成情况;交换机16用于实现手持终端17与通信总线19间的数据交换;无线接入点18用于建立无线局域网,实现手持终端17与交换机16间无线通信;手持终端17用于接收维修方案、维修步骤信息并确认当前作业完成情况。
31.螺栓管理模块13,包括高电平发生器101、螺栓收纳槽102、上极板103、上触点104、压力弹簧105、下触点106、下极板107、螺栓管理控制器108及信号地109。
32.其中,螺栓收纳槽102开孔形状与待拆螺栓垂直投影一致,用于规范相应螺栓安装位置。
33.上极板103与上触点104,下触点106与下极板107分别建立电气连接;上极板103与高电平发生器101电气连接,下极板107通过螺栓管理控制器108与信号地109电气连接,压力弹簧105在上下极板之间与上极板103、下极板107机械连接。
34.当螺栓插入螺栓收纳槽102并收纳到位后,压力弹簧105压缩,上触点104与下触点106接通,高电平信号输入螺栓管理控制器108,螺栓管理控制器108收到相应高电平信号后,将螺栓收纳到位信号通过螺栓管理输入输出模块12发送给总线。
35.开始维修流程,首先通过电源启动201流程启动电源模块1,后执行判断进程202,通过安全联锁控制器8确认行程开关10是否到位,若开关到位则执行下一步;若不到位则执行电源紧急停止进程204,停止电源模块1工作,并执行关闭不到位提示203,通过交换机16、无线接入点18向手持终17下发关门不到位提示,待处理后进一步执行进程201。
36.行程开关判断到位后,执行进程205及206,通过上位机6控制安全联锁控制器8启动警示标志9,同时控制负载模块5向待测辅变模块3抽取功率。进一步,执行进程207、208,通过输入端传感器模块2采集待测辅变模块3输入电压电流,输出端传感器模块4采集待测辅变模块3输出电压电流,并通过上位机6将数据汇总发送至故障诊断模块7,执行进程209,由故障诊断模块7进行故障判别。
37.进一步,执行进程210,判断待测辅变模块3是否存在故障,若不存在故障则结束检测维修流程;若存在故障,则执行进程211,通过故障诊断模块7生成故障维修方案;执行进程211,下发故障类型及方案至手持终端17,同时生成部件拆卸流程下发至手持终端17。
38.同时,需执行进程213,判断是否需要进行功率模块更换,如不需更换则直接回到进程212;如需进行更换,则执行进程214,由上位机6下发功率模块更换方案至手持终端17;进一步,执行进程215,由上位机6下发涂覆硅脂用钢网类型及编号至硅脂涂覆模块15,并执行进行216进行硅脂涂覆;重复进程214
‑
216直到所有需更换功率模块硅脂均涂覆完成后,回到进程212。
39.进一步,执行进程218,由上位机6根据故障维修方案,生成部件拆卸方案,并下发相应拆解方案至手持终端17;进一步,执行进程219,通过手持终端17指示当前需拆卸螺栓
位置;进一步,执行进程220,将拆卸后螺栓放入螺栓管理模块13;确认对应螺栓到位后,方可执行下一步,否则继续提示更换当前螺栓;重复进程219
‑
221至全部待拆螺栓拆卸完成。
40.进一步,执行进程223,由手持终端17指示需更换模块位置;进一步,执行进程224,进行故障模块更换并在手持终端17上确认已更换到位。
41.进一步,执行进程225,由上位机6根据故障维修方案及当前状态,生成部件恢复方案,下发相应恢复方案至手持终端17,通过手持终端17指示当前需恢复螺栓位置;进一步,执行进程226,将待恢复对应螺栓从螺栓管理模块13取出;确认对应螺栓取出正确后,方可执行下一步,否则继续提示恢复当前螺栓;进一步,执行进程228,安装对应螺栓;重复进程225
‑
228至当前故障模块更换到位;重复进程225
‑
229至整机恢复完毕。
42.进一步,重复进程201
‑
210,进行整机测试试验,确认待测辅变模块不存在故障,结束主流程;若仍存在故障,则继续重复上述流程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1