一种钛合金热加工过程中锻造工艺参数的优化方法与流程
1.本发明涉及钛合金热加工过程中一种锻造工艺参数的优化方法,属于金属材料科学技术领域。
背景技术:
2.随着航空事业的发展和民用航空市场潜力的不断释放,比强度高、耐腐蚀性良好的钛合金在该领域的应用范围正在扩大、用量正在增加。鉴于钛合金应用领域的特殊性,如何生产出低成本、高稳定性和符合性能要求的钛合金产品成为钛工业界的重要挑战。
3.在钛合金产品的生产过程中,锻造工序几乎是所有钛合金产品生产的必经工序。大量的生产实践和理论研究表明,对于特定成分的钛合金,其力学性能主要由显微组织决定,而显微组织取决于热加工工艺,包括锻造工艺和后续热处理工艺,其中主要因素为锻造工艺。因此,研究钛合金加工温度、应变、应变速率和组织之间的关系是研发锻造工艺的重中之重。
4.公开号为cn 101833598a的中国专利文献,公开了一种基于有限元技术和加工图技术来优化金属精确锻造工艺条件的方法。该方法采用有限元模拟技术和实验结合的方式进行锻造工艺优化,并利用加工图来进行组织/缺陷预测。但加工图的建立需要进行多种工艺条件实验,难以在时间进度上满足研发要求。
5.公开号为cn 101294265a的中国专利文献,公开了一种钛合金锻造工艺参数的试验方法。该方法主要通过对钛合金棒材进行多火次各方向锻造的方式获得锻造温度、变形量与显微组织之间的对应关系,进而应用到工艺参数优化中。但该方法耗时长,成本高,数据点少,会在一定程度上影响研发进度。
技术实现要素:
6.本发明所要解决的技术问题在于克服现有技术的上述不足,针对现有技术中钛合金锻造工艺参数研究方法的时效性,提供一种钛合金热加工参数与显微组织关系的模拟实验方法,用于指导技术人员研发钛合金热加工参数与其组织的对应关系,优化钛合金锻造工艺及其参数,降低工艺开发成本,缩短工艺开发周期,提高锻件质量。
7.其所要解决的技术问题可以通过以下技术方案来实施
8.一种钛合金热加工过程中锻造工艺参数的优化方法,其特点为,包括如下步骤:
9.步骤一,
10.从钛合金坯料上截取样品,并加工成双锥结构;所述双锥结构由中间的圆柱以及圆柱上下的第一圆台和第二圆台构成,所述第一圆台与第二圆台相对圆柱呈上下对称,所述第一圆台和第二圆台对称的底面分别形成于所述圆柱的顶面和底面;
11.其中,所述圆柱连同第一圆台和第二圆台的总高度h1为50-300mm,所述圆柱的高度h2为10-50mm,所述第一圆台/第二圆台的母线与圆柱的顶面/底面间的角度α为30-50
°
,所述第一圆台/第二圆台较小底面的直径w1≥10mm;
12.步骤二,
13.根据工厂或车间的热加工工序,获得坯料的热加工工艺参数,并通过deform数值模拟软件获得热加工结束后的坯料的应变分布,并按照坯料中应变分布范围将应变分为3-8个应变等级;
14.步骤三,
15.通过deform数值模拟软件对步骤一设计好的双锥样品沿高度h1方向进行压缩模拟,设置锻压温度与实际锻件相同,设置压下速率控制在8-70mm/s;设计双锥样品压缩量,使得压缩后中心应变与步骤二中获得的锻件应变分布的最高应变相同,并按照在步骤二中设计的应变等级范围将压缩后直径处横截面也按应变分布范围进行划分;
16.并保持应变最高处的温度不能超过材料相变点;
17.步骤四,
18.按照设计变形量和锻压温度对双锥样品进行压缩,压缩后样品呈圆饼状;
19.其中,压缩变形量ε=h0/h1,h0为双锥样品锻压行程,h1为双锥样品锻压前高度;
20.步骤五,
21.沿直径部位切片按照划分的应变范围观察横截面显微组织,获得同一锻造温度和应变速率下不同应变对应的显微组织;
22.步骤六,
23.根据热加工参数与组织之间的关系设计和优化热加工工艺。
24.作为本发明的优选实施例,步骤一中,所述圆柱的直径w2与钛合金坯料的宽度相接近。
25.也作为本发明的优选实施例之一,角度α取值范围在35-39
°
。
26.作为本发明的进一步改进,所述钛合金坯料为棒材时,所述圆柱的直径w2与棒材的直径相适应。
27.也作为本技术方案的进一步改进,步骤二中,以坯料中应变分布范围将应变分为3-8个应变等级时,在钛合金坯料的显微组织对热加工过程中的应变较为敏感时,选取该范围中较多的应变等级;不敏感时,选取该范围中较少的应变等级。
28.还作为本技术方案的进一步改进,步骤三中,锻压后圆饼的圆心区域的温度不超过材料变相点。
29.同样作为本技术方案的进一步改进,步骤四中,压缩变形量ε在0.7-0.9之间。
30.采用上述技术方案的钛合金热加工过程中锻造工艺参数的优化方法,提供了一种钛合金热加工参数与显微组织关系的模拟实验方法,与目前的技术状态相比,利用本发明所涉及的方法可以仅通过一次双锥压缩试验即可获得连续应变对应的不同显微组织,大大减少工艺研发实验数量,显著降低工艺开发成本,缩短工艺开发周期。并可以准确、高效地对特定加工参数条件下的工艺进行优化,提高锻制产品质量。
附图说明
31.图1为本发明双锥样品的结构示意图;
32.图2为本发明实施例中典型的双锥实验样品尺寸示意图,该尺寸可根据坯料情况进行等比放大和缩小,使双锥样品的宽度w2与该坯料宽度接近;单位:mm。
33.图3为通过数值模拟获得的双锥样品锻压后沿直径截面的形状尺寸和应变分布,并根据有效应变分布范围将其划分了7个区域,有效应变单位:mm/mm;其中,分布区域范围放在表3中阐述,该图只标识范围分布;
34.图4为双锥样品锻压完成后沿直径截面7个连续分布应变范围分别对应的50倍放大倍率对应的显微组织(金相组织)图;其中,图4-1至图4-7分别对应图3中的7个区域;
35.图5为双锥样品锻压完成后沿直径截面7个连续分布应变范围分别对应的200倍放大倍率对应的显微组织(金相组织)图;其中,图5-1至图5-7分别对应图3中的7个区域;
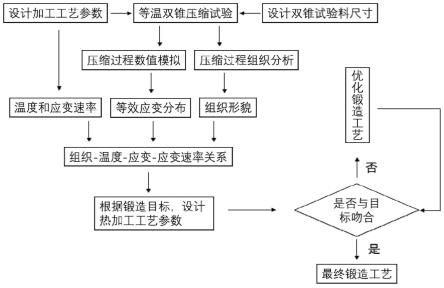
36.图6为本发明方法的流程图。
具体实施方式
37.下面结合附图对本发明的具体实施方式进行进一步的详细说明。
38.本发明所要解决的技术问题在于提供一种钛合金热加工参数与显微组织关系的模拟实验方法,以实现钛合金热加工过程中锻造工艺参数的优化;参照图6的流程图,本发明模拟实验方法整体包括如下内容:
39.首先,通过deform数值模拟软件对实际锻造过程进行数值模拟。将镦粗或拔长工具设置为刚性体,几何尺寸、温度、压力设置、转移时间和锻造工艺等参数设置与现场设备一致;待加工坯料设置为塑性体,环境温度设置为0-40℃。根据模拟结果获得锻造每火次变形过程结束后的坯料应变值。分析锻造结束后的坯料应变数据,确定其应变分布范围。
40.然后,根据上一步中锻造后的应变分布范围设计双锥样品的尺寸和试验压下量,使用deform数值模拟软件对双锥样品压下过程进行模拟,压下工具设置为刚性体,几何尺寸、温度、压力设置、转移时间和锻造工艺等参数设置与现场设备一致;坯料设置为塑性体,环境温度设置为0-40℃。获得压下过程结束后的圆饼直径截面的应变分布范围,调整压下量使得该圆饼直径截面的应变范围能够囊括在上一步中获得的锻造每火次变形过程结束后的坯料应变值。
41.再根据上一步中获得的圆饼直径截面的应变范围,将应变分为3-8个级别,分析锻压后沿直径截面不同应变级别对应处的显微组织,从而获得锻压温度-应变-显微组织之间的关系。
42.进一步,根据分析结果和产品需求,设计或者优化相应的实际锻造工艺。
43.其中,如果需要获得双锥样品或待加工坯料在锻压过程中的温度场,则将双锥样品和待加工坯料的换热系数设置为2-5n/sec/mm/c;双锥样品和待加工坯料与空气换热系数设置为0.018-0.022n/sec/mm/c。(备注:本段的参数设置是同时对应双锥实验和后续的实际锻造过程模拟两个方面的)。
44.其中,双锥试验料组织与待加工坯料锻制加工前的初始组织一致时,双锥样品更能代表锻压前的坯料状态,特别是如果锻压温度在双相区时,此时样品未经历β再结晶,组织一致可以确保初始条件相一致,温度-应变-显微组织之间的关系更为精确。因此可在试验进行前对坯料显微组织进行观察,当双锥样品显微组织与锻坯组织并不一致时,可以采用热处理或锻造工艺将双锥试验料显微组织,包括α和β相组织形态,α含量等调质成与锻坯显微组织相一致。
45.本发明的优化方法,仅通过一次双锥压缩试验即可获得连续应变对应的组织,其
揭示的是锻坯初始显微组织、热加工工艺(温度、应变速率和等效应变值)与最终显微组织之间的对应关系。通过双锥压缩实验获得应变分布范围,并将该范围囊括实际锻压过程的应变范围。
46.进一步,本发明的具体实施方式需要按以下步骤进行:
47.第一步,从钛合金上取样品,并加工成双锥形状,典型的双锥形状如附图1所示,该双锥形状包括中间的圆柱和上下的圆台;其中,高度h1取值范围50-300mm,高度h2取值范围10-50mm,角度α取值范围30-50
°
,宽度w1≥10mm。双锥样品的大小和具体形状可根据坯料和锻件的实际尺寸进行选择,使双锥样品的宽度w2与坯料宽度接近时最佳。
48.优选地,α取值范围在35-39
°
时可以使得双锥样品在锻后获得较好的连续应变分布结果,有利于后续分析。
49.优选地,双锥样品的宽度w2值越接近实际锻件宽度或实际棒材直径,则后续的温度-应变-组织关节结果越准确。
50.第二步,根据工厂或车间的工艺流转卡或其他工艺文件,获得坯料的热加工工艺参数,并通过deform数值模拟软件获得热加工结束后的坯料的应变分布,并按照坯料中应变分布范围将应变分为3-8个应变等级,如果该坯料的显微组织对热加工过程中的应变较为敏感,则可划分较多的应变等级以更细致的研究应变对组织的影响;若不敏感,可减少应变等级以减少实验量。
51.第三步,通过deform数值模拟软件对设计好的双锥样品沿高度h1方向进行压缩模拟,设置锻压温度与实际锻件相同,设置压下速率控制在8-70mm/s。设计双锥样品压缩量,使得压缩后中心应变与第二步中获得的锻件应变分布的最高应变相同,并按照在第二步中设计的应变等级范围将压缩后直径处横截面也按应变分布范围进行划分。同时应留意锻压后圆饼的圆心区域也即应变最高处的温度不能超过材料相变点。
52.第四步,按照设计变形量和锻压温度对双锥样品进行压缩,压缩变形量ε在0.7-0.9之间,压缩后样品应呈圆饼状。
53.其中压缩变形量ε=h0/h1,其中h0为双锥样品锻压行程,h1为双锥样品锻压前高度。
54.第五步,沿直径部位切片按照划分的应变范围观察横截面显微组织,获得了在同一锻造温度和应变速率下不同应变对应的显微组织。
55.第六步,根据热加工参数与组织之间的关系设计和优化热加工工艺。
56.下面进一步列举实施例以详细说明本发明。同样应理解,以下实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容做出的一些非本质的改进和调整均属于本发明的保护范围。下述示例具体的工艺参数等也仅是合适范围中的一个示例,即本领域技术人员可以通过本文的说明做合适的范围内选择,而并非要限定于下文示例的具体数值。
57.实施例一
58.步骤一:
59.实验用材为φ160mm tc4钛合金锻棒上,在本实施例中,在该锻棒上取规格为φ160mm
×
200mm的一段材料并机加工成如附图2所示的双锥形状。
60.步骤二:
61.从现场工艺流转卡中获得该锻棒在锻造过程中的锻造工艺参数,包括加热温度、转移时间,锻造压下量、变形方式等,通过deform数值模拟软件对实际锻造过程进行数值模拟,将镦粗或拔长工具设置为刚性体,几何尺寸、温度、压力设置、转移时间和锻造工艺等参数设置与现场设备一致;坯料锻棒设置为塑性体,环境温度根据设置为0-40℃。换热系数设置为2n/sec/mm/c;空气换热系数设置为0.021n/sec/mm/c。
62.本实施例中的tc4钛合金锻造过程的每火次温度和应变如表1所示。
63.表1:实际锻坯过程中的每道次应变
[0064][0065]
从表中的平均单次应变一列可以看出,中间坯和成品锻造的平均单次应变分布在0.5-2.14的区间,将该应变区间分为7个应变级别。
[0066]
步骤三:
[0067]
根据上一步骤获得的应变分布范围设计双锥实验的压下量。通过deform数值模拟软件对实际锻造过程进行数值模拟,将镦粗或拔长工具设置为刚性体,几何尺寸、温度、压力设置、转移时间和锻造工艺等参数设置与现场设备一致;待加工坯料设置为塑性体,环境温度设置为0-40℃。工具坯料换热系数设置为2n/sec/mm/c;坯料与空气换热系数设置为0.021n/sec/mm/c。
[0068]
表2为锻压温度为950℃时不同压下量和压下速率下的应变和温度分布情况,从中可以看出,当双锥样品压下量为117mm时(压下至35mm高度)所达到的最高应变2.15已经能够覆盖所需范围,并且最高温度并未超过tc4钛合金相变点。
[0069]
表2:压下量和下压速率对应平均应变速率最大应变和最高温度
[0070]
压下量(mm)下压速度(mm/s)平均应变速率(/s)最大应变(mm/mm)最高温度(℃)114300.3051.89 114500.5071.89 114600.6081.89 117400.4272.15 117150.162.15974117200.2122.15976117250.2662.15977117280.2992.15978117300.322.15979117450.4822.15982
117470.5032.15983118500.5432.18984122500.6272.27 [0071]
步骤四:
[0072]
根据以上步骤结果,设计双锥试样锻压温度为950℃,压下量为117mm。在本实施例中,坯料的实际锻造过程对应应变速率约为0.27,因此压下速率设置为25mm/s。
[0073]
步骤五:
[0074]
根据双锥实验设定工艺参数进行压缩过程模拟,模拟所使用的软件和参数与步骤三和步骤四中参数一致,并对压缩后的圆饼的直径截面进行应变分析,如图3所示。根据应变分布范围的不同,在样品中轴线上取7个试样观察其微观组织,各取样位置对应的应变分布范围如表3所示。
[0075]
表3:取样位置处对应的应变分布范围
[0076][0077]
步骤六:
[0078]
对锻造后的圆饼沿直径切开,分析其截面不同应变区域对应的显微组织,如图4和图5所示。可以看到随着应变的增大,α相的球化程度也随之增大。在应变范围为0-1.5时(3-7区域),仍可观察到长宽比大于3的条状α晶粒以及部分α晶粒集簇(圆圈所示),这表明在单向压缩应变0-1.50范围下不能完全破碎和消除条状α晶粒及其集簇现象。
[0079]
步骤七:
[0080]
根据显微组织与性能的关系,整理工艺与组织关系,并设计坯料锻造工艺。在本实施例中,根据用户需求,选择1号和2号区域对应的1.5-2的单向应变来设计每火次锻造工艺。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1