一种材料分条方法、计算机设备和存储介质与流程
1.本发明涉及信息处理技术领域,特别涉及一种材料分条方法、计算机设备和存储介质。
背景技术:
2.现有的生产车间中,材料的分条方法一般通过人工计算得出,存在计算速度慢的问题,此外,人工难以在合理的时间内计算得出最优方案,导致边缘材料剩余过多,即材料损耗大,存在资源浪费问题。
3.可见,现有技术还有待改进和提高。
技术实现要素:
4.鉴于上述现有技术的不足之处,本发明的目的在于提供一种材料分条方法,可快速获得损耗量最低的加工方案,提高生产效率,降低生产成本。
5.为了达到上述目的,本发明采取了以下技术方案:
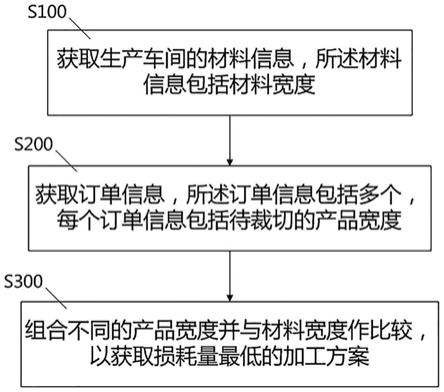
6.一种材料分条方法,包括步骤:
7.s100、获取生产车间的材料信息,所述材料信息包括材料宽度;
8.s200、获取订单信息,所述订单信息包括多个,每个订单信息包括待裁切的产品宽度;
9.s300、组合不同的产品宽度并与材料宽度作比较,获取损耗量最低的加工方案。
10.所述的材料分条方法中,所述材料信息还包括材料重量;所述订单信息还包括待裁切的产品重量;所述获取订单信息之后包括步骤:
11.s410、根据材料宽度和材料重量计算材料的重量和宽度之比,设为第一重宽比;
12.s420、根据产品宽度、产品重量和第一重宽比获取产品的待加工数量;
13.s430、根据产品的待加工数量对不同的产品宽度进行组合,并与材料宽度作比较,以获取损耗量最低的加工方案。
14.所述的材料分条方法中,所述材料信息包括多个,每个材料信息包括材料宽度和材料重量;所述订单信息还包括待裁切的产品重量;所述获取订单信息之后包括步骤:
15.s510、对材料的使用顺序进行随机排布,获得一个待加工组,重复n次,获得n个待加工组,每个待加工组中的材料使用顺序均不相同;
16.s520、取任意一组待加工组,根据产品宽度、产品重量、材料宽度、材料重量以及材料使用顺序依次获取每种材料损耗量最低的加工方案,并对每种材料的加工方案的损耗量进行求和,以获得总损耗量;
17.s530、获取n组待加工组的总损耗量并进行比较,以获取损耗量最低的加工方案。
18.所述的材料分条方法中,所述根据产品宽度、产品重量、材料宽度、材料重量以及材料使用顺序依次获取每种材料损耗量最低的加工方案,具体包括步骤:
19.s521、根据材料宽度和材料重量计算材料的重量和宽度之比,设为第一重宽比;
20.s522、根据产品宽度、产品重量和第一重宽比获取产品的待加工数量;
21.s523、根据产品的待加工数量对不同的产品宽度进行组合,并与材料宽度作比较,以获取与材料对应的损耗量最低的加工方案;
22.s524、根据材料的使用顺序,依次对不同的材料执行步骤s521、步骤s522和步骤s523,以获取每种材料损耗量最低的加工方案。
23.所述的材料分条方法中,所述根据产品宽度、产品重量和第一重宽比获取产品的待加工数量,具体为:
24.产品的待加工数量=产品重量
÷
第一重宽比
÷
产品宽度
25.其中,产品重量的单位为吨,第一重宽比的单位为吨/毫米,产品宽度的单位为毫米。
26.所述的材料分条方法中,所述损耗量等于材料宽度减各个产品的第一乘积,所述第一乘积等于产品宽度乘以产品的待加工数量。
27.本发明还相应地提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现如上任一所述的材料分条方法的步骤。
28.本发明还相应地提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如上任一所述的材料分条方法的步骤。
29.有益效果:
30.本发明提供了一种材料分条方法,可对不同产品的产品宽度进行组合,以减少组合结果与材料宽度之间的差距,从而获取损耗量最低的加工方案,降低生成成本,提高资源利用率;且可在短时间内获取最优方案,提高了生产效率。
附图说明
31.图1为本发明提供的材料分条方法的第一逻辑流程图;
32.图2为本发明提供的材料分条方法的第二逻辑流程图;
33.图3为本发明提供的材料分条方法的第三逻辑流程图;
34.图4为本发明提供的步骤s520的一个实施例的逻辑流程图。
具体实施方式
35.本发明提供了一种材料分条方法、计算机设备和存储介质,为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明作进一步详细说明。
36.在本发明的描述中,需要理解的是,术语“安装”、“连接”等应做广义理解,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
37.请参阅图1,本发明提供了一种材料分条方法,包括步骤:
38.s100、获取生产车间的材料信息,所述材料信息包括材料宽度;
39.s200、获取订单信息,所述订单信息包括多个,每个订单信息包括待裁切的产品宽度;
40.s300、组合不同的产品宽度并与材料宽度作比较,以获取损耗量最低的加工方案。
41.本技术公开的材料分条方法,可对不同产品的产品宽度进行组合,以减少组合结
果与材料宽度之间的差距,从而获取损耗量最低的加工方案,降低生成成本,提高资源利用率;且可在短时间内获取最优方案,提高了生产效率。
42.举例说明,假设生产车间包括无限条宽度为100毫米的原材料,而订单信息包括一件58毫米的产品、一件66毫米的产品、一件81毫米的产品、一件19毫米的产品、一件34毫米的产品和一件42毫米的产品;通过组合不同的产品宽度,可获知,当组合情况为:58毫米的产品和42毫米的产品采用一条原材料,66毫米的产品和34毫米的产品采用一条原材料以及81毫米的产品和19毫米的产品采用一条原材料时,损耗量最低为零;若通过人工计算的方式,由于组合方式有多种,获得最优方案所需要的时间长,且当组合方案过多时,难以在合理的时间内获取最优方案;而本技术公开的材料分条方法,通过计算机获取和处理材料信息和订单信息,可在合理的时间内获得损耗量最低的加工方案,提高了生产效率,提高了资源利用率并降低了生产成本。
43.进一步地,请参阅图2,所述材料信息还包括材料重量;所述订单信息还包括待裁切的产品重量;所述获取订单信息之后包括步骤:
44.s410、根据材料宽度和材料重量计算材料的重量和宽度之比,设为第一重宽比;
45.s420、根据产品宽度、产品重量和第一重宽比获取产品的待加工数量;
46.s430、根据产品的待加工数量对不同的产品宽度进行组合,并与材料宽度作比较,以获取损耗量最低的加工方案。
47.举例说明,假设生产车间包括5吨宽度为1000毫米的原材料,而订单信息需要1.65吨宽度为66毫米的产品,0.85吨宽度为34毫米的产品以及2.5吨宽度为50毫米的产品;先计算第一宽度比为5
÷
1000=0.005吨/毫米,再计算每种产品的待加工数量,如宽度为66毫米的,由于要求重量为1.65吨,则1.65
÷
0.005
÷
66=5,即需要加工5条宽度为66毫米的产品,同理可获取,需要加工5条宽度为34毫米的产品以及10条宽度为50毫米的产品;根据产品的待加工数量组合不同的产品宽度,可获知,宽度为1000毫米的原材料的损耗量最低的加工方案,即最优的加工方案为:
48.1000
‑
66
×
5+50
×
10+34
×
5=0,即损耗量为零。
49.进一步地,请参阅图3和图4,所述材料信息包括多个,每个材料信息包括材料宽度和材料重量;所述订单信息还包括待裁切的产品重量;所述获取订单信息之后包括步骤:
50.s510、对材料的使用顺序进行随机排布,获得一个待加工组,重复n次,获得n个待加工组,每个待加工组中的材料使用顺序均不相同;在一个实施例中,所述n的数值可以为10至100中的任一数值,工作人员可根据实际材料信息和订单信息,采用控制面板等调整n的数值;设材料使用顺序的随机组合最多包括m种方案,所述n<m。
51.s520、取任意一组待加工组,根据产品宽度、产品重量、材料宽度、材料重量以及材料使用顺序依次获取每种材料损耗量最低的加工方案,并对每种材料的加工方案的损耗量进行求和,以获得总损耗量;
52.s530、获取n组待加工组的总损耗量并进行比较,以获取损耗量最低的加工方案。
53.进一步地,请参阅图4,所述根据产品宽度、产品重量、材料宽度、材料重量以及材料使用顺序依次获取每种材料损耗量最低的加工方案,具体包括步骤:
54.s521、根据材料宽度和材料重量计算材料的重量和宽度之比,设为第一重宽比;
55.s522、根据产品宽度、产品重量和第一重宽比获取产品的待加工数量;
56.s523、根据产品的待加工数量对不同的产品宽度进行组合,并与材料宽度作比较,以获取与材料对应的损耗量最低的加工方案;在一个实施例中,步骤s523通过动态规划算法实现,即采用动态规划算法根据产品的待加工数量对不同的产品宽度进行组合,以获取与材料对应的损耗量最低的加工方案。
57.s524、根据材料的使用顺序,依次对不同的材料执行步骤s521、步骤s522和步骤s523,以获取每种材料损耗量最低的加工方案。
58.举例说明,假设生产车间包括宽度为873毫米的材料3.3吨以及宽度为697毫米的材料6.5吨,而订单信息需要2.5吨宽度为103毫米的产品,0.5吨宽度为83毫米的产品,0.5吨宽度为56毫米的产品,0.7吨宽度为68毫米的产品,0.2吨宽度为66毫米的产品,0.2吨宽度为63毫米的产品,0.4吨宽度为62毫米的产品,0.6吨宽度为60毫米的产品,0.6吨宽度为57毫米的产品,1.2吨宽度为123毫米的产品以及0.08吨宽度为49毫米的产品;对两种材料的使用顺序进行随机排布,得到两种情况的代加工组,分别为:(873,697)和(697,873);先计算使用顺序为(873,697)的待加工组中的各种材料的损耗量最低的加工方案;对于宽度为873毫米的材料而言,其第一宽度比为3.3
÷
873=0.0037吨/毫米,再计算每种产品的待加工数量,如宽度为103毫米的,由于要求重量为2.5吨,则2.5
÷
0.0037
÷
103≈6,即需要加工6条宽度为103毫米的产品;根据产品的待加工数量组合不同的产品宽度,可获知,宽度为897毫米的原材料的损耗量最低的加工方案,即最优的加工方案为:
59.873
‑
103
×
4+83
×
1+68
×
2+66
×
1+63
×
1+56
×
1+57
×
1=0;
60.而对于宽度为697毫米的材料而言,其第一宽度比为6.5
÷
697=0.0093吨/毫米,其损耗量最低的加工方案为:
61.697
‑
123
×2‑
83
×1‑
68
×1‑
64
×1‑
62
×1‑
60
×1‑
49
×
2=16;
62.则材料使用顺序为(873,697)的待加工组的总损耗量为16。
63.对于使用顺序为(697,873)的待加工组,先计算宽度为697毫米的材料的最优加工方案,再计算宽度为873毫米的材料的最优加工方案,具体为:
64.697
‑
123
×2‑
83
×1‑
68
×1‑
64
×1‑
62
×1‑
60
×1‑
57
×
2=0,
65.873
‑
103
×
4+83
×
1+68
×
2+66
×
1+63
×
1+56
×
2=1;
66.则材料使用顺序为(697,873)的待加工组的总损耗量为1,因此,输出使用顺序为(697,873)的待加工组的加工方案作为损耗量最低的加工方案,即最优的加工方案。
67.进一步地,所述根据产品宽度、产品重量和第一重宽比获取产品的待加工数量,具体为:
68.产品的待加工数量=产品重量
÷
第一重宽比
÷
产品宽度
69.其中,产品重量的单位为吨,第一重宽比的单位为吨/毫米,产品宽度的单位为毫米。
70.进一步地,所述损耗量等于材料宽度减各个产品的第一乘积,所述第一乘积等于产品宽度乘以产品的待加工数量。
71.本发明还相应地提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现如上任一所述的材料分条方法的步骤。
72.本发明还相应地提供了一种计算机可读存储介质,其上存储有计算机程序,所述
计算机程序被处理器执行时实现如上任一所述的材料分条方法的步骤。
73.可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1