一种装配线制造方法、装置及装配控制系统与流程
1.本发明涉及锂电池技术领域,具体而言,涉及一种装配线制造方法、装置及装配控制系统。
背景技术:
2.目前,以锂离子电池作为动力的新能源汽车,主要有纯电动、插电式混合动力、混合动力、增程式电动,其对电池的pack的空间布局、能量、功能性能要求不同。电池模组因应pack设计需求,规格也各不相同,故电池pack的订单批量小、规格多、质量要求高,且电池行业发展较快,技术日新月异。
3.若采用高度自动化生产线,虽可保证质量,但投入大回收周期长,后续面临频繁改换线、切换工装程序等,影响生产效率和申报稳定性。若采用手动装配,则难以满足工艺一致性和关键产品质量要求,瑕疵品可能流入客户端,严重者形成安全隐患,导致车辆故障或事故。
技术实现要素:
4.本发明的目的在于提供了一种装配线制造方法、装置及装配控制系统,其能够
……
。
5.本发明的实施例可以这样实现:
6.第一方面,本发明实施例提供了一种装配线制造方法,应用于主控单元,用于加工装配线,所述主控单元与多个加工单元均通讯连接,多个所述加工单元依次排列,所述装配线制造方法包括:
7.接收所述加工单元发送的作业结果信息;
8.接收所述加工单元发送的生产请求信息;
9.依据发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息向所述加工单元发送工作指令,使所述加工单元依据所述工作指令加工或不加工所述装配线。
10.在本发明可选的实施例中,所述依据发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息判定发送所述生产请求信息的所述加工单元是否可加工所述装配线的步骤包括:
11.判断发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息是否合格;
12.若所述作业发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息为合格,则向发送所述生产请求信息的所述加工单元发送准许信号,使发送所述生产请求信息的所述加工单元加工所述装配线。
13.在本发明可选的实施例中,若所述作业发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息为不合格,则向发送所述生产请求信息的所述加
工单元发送拒绝信号,使发送所述生产请求信息的所述加工单元不加工所述装配线。
14.在本发明可选的实施例中,所述装配线制造方法还包括:
15.接收所述加工单元发送的所述装配线的产品信息及过程数据,并存储所述产品信息及所述过程数据。
16.第二方面,本发明实施例提供了一种装配线制造方法,应用于加工单元,所述加工单元与主控单元通讯连接,所述装配线制造方法包括:
17.向所述主控单元发送的作业结果信息;
18.向所述主控单元发送的生产请求信息;
19.接收所述主控单元依据所述主控单元发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息发送的工作指令,所述加工单元依据所述工作指令加工或不加工所述装配线。
20.在本发明可选的实施例中,所述装配线制造方法还包括:
21.获取所述加工单元在加工所述装配线时的过程数据;
22.判断所述过程数据是否在预设区间内;
23.若所述过程数据在所述预设区间内,则向所述主控单元发送所述过程数据。
24.在本发明可选的实施例中,所述装配线制造方法还包括:
25.若所述过程数据在不所述预设区间内,则发送提醒信号。
26.第三方面,本发明实施例提供了一种装配线制造装置,应用于主控单元,用于加工装配线,所述主控单元与多个加工单元均通讯连接,所述装配线制造装置包括:
27.结果接收模块,用于接收所述加工单元发送的作业结果信息;
28.请求接收模块,用于接收所述加工单元发送的生产请求信息;
29.指令发送模块,用于依据发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息向所述加工单元发送工作指令,使所述加工单元依据所述工作指令加工或不加工所述装配线。
30.第四方面,本发明实施例提供了一种装配线制造装置,应用于加工单元,所述加工单元与主控单元通讯连接,所述装配线制造装置包括:
31.结果发送模块,用于向所述主控单元发送的作业结果信息;
32.请求发送模块,用于向所述主控单元发送的生产请求信息;
33.指令接收模块,用于接收所述主控单元依据所述主控单元发送所述生产请求信息的所述加工单元的上一个所述加工单元的所述作业结果信息发送的工作指令,所述加工单元依据所述工作指令加工或不加工所述装配线。
34.第五方面,本发明实施例提供了一种装配控制系统,包括存储器及处理器,所述存储器用于存储计算机指令,所述处理器用于执行所述存储器上的计算机指令,以实现第一方面提供的所述装配线制造方法或第二方面提供的所述装配线制造方法制成。
35.本发明实施例的有益效果:在主控单元根据上一个工位的作业结果信息以及当前加工单元的生产请求信息共同判断加工单元是否可以加工装配线,本发明提供了一种装配线制造方法及装置能够采用人机结合的方式,可自由进行工艺和操作设置,兼容多品种、小批量的装配线的生产,能够引导作业人员按照工艺要求完成作业内容,减少了人为操作失误,保证装配线的质量。
附图说明
36.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
37.图1为本发明实施例提供的装配控制系统的组成框图。
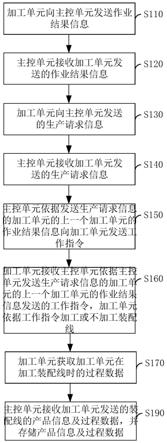
38.图2为本发明第一实施例提供的装配线制造方法的流程图。
39.图3为本发明第一实施例提供的装配线制造方法的步骤s150的子步骤的流程图。
40.图4为本发明第一实施例提供的装配线制造方法的步骤s182
‑
步骤s186的流程图。
41.图5为本发明第二实施例提供的装配线制造方法的流程图。
42.图6为本发明第二实施例提供的装配线制造方法的步骤s230的流程图。
43.图7为本发明第二实施例提供的装配线制造装置的组成框图。
44.图8为本发明第三实施例提供的装配线制造方法的流程图。
45.图9为本发明第三实施例提供的装配线制造装置的组成框图。
46.图标:10
‑
装配控制系统;11
‑
主控单元;12
‑
加工单元;20
‑
装配线制造装置;21
‑
结果接收模块;22
‑
请求接收模块;23
‑
指令发送模块;24
‑
存储模块;30
‑
装配线制造装置;31
‑
结果发送模块;32
‑
请求发送模块;33
‑
指令接收模块;34
‑
数据获取模块;35
‑
判断模块;36
‑
数据发送模块;37
‑
提醒模块。
具体实施方式
47.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
48.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
49.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
50.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
52.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
53.目前,以锂离子电池作为动力的新能源汽车,主要有纯电动、插电式混合动力、混合动力、增程式电动,其对电池的pack的空间布局、能量、功能性能要求不同。电池模组因应
pack设计需求,规格也各不相同,故电池pack的订单批量小、规格多、质量要求高,且电池行业发展较快,技术日新月异。
54.若采用高度自动化生产线,虽可保证质量,但投入大回收周期长,后续面临频繁改换线、切换工装程序等,影响生产效率和申报稳定性。若采用手动装配,则难以满足工艺一致性和关键产品质量要求,瑕疵品可能流入客户端,严重者形成安全隐患,导致车辆故障或事故。
55.请参阅图1,本发明提供了一种装配线制造方法及装置能够采用人机结合的方式,可自由进行工艺和操作设置,兼容多品种、小批量的装配线的生产,能够引导作业人员按照工艺要求完成作业内容,减少了人为操作失误,保证装配线的质量。装配控制系统10包括主控单元11与多个加工单元12,主控单元11与多个加工单元12均通讯连接。
56.第一实施例
57.请参阅图2,本实施例提供了一种装配线制造方法,本实施例提供的装配线制造方法应用于主控单元11,应用于主控单元11,主控单元11与多个加工单元12均通讯连接,多个加工单元12依次排列,装配线制造方法能够减少了人为操作失误,保证装配线的质量。
58.步骤s110,加工单元12向主控单元11发送作业结果信息。
59.在本实施例中,加工单元12为多个,多个加工单元12分别为工装夹具、传送带、拧紧工具、扫码枪、机器人以及涂胶机等,不同的加工单元12在完成该工位对装配线的加工后向主控单元11发送作业结果信息,作业结果信息一般分为两种:合格或不合格。
60.步骤s120,主控单元11接收加工单元12发送的作业结果信息。
61.主控单元11在接收到加工单元12的作业结果信息后,先存储该作业结果信息。
62.步骤s130,加工单元12向主控单元11发送的生产请求信息。
63.在本实施例中,生产请求信息是作业人员人为触发的,在当前加工单元12加工装配线时,作业人员先触发生产请求信息,采用半自动的方式能够减少全自动的制造成本。
64.步骤s140,主控单元11接收加工单元12发送的生产请求信息。
65.步骤s150,主控单元11依据发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息向加工单元12发送工作指令,使加工单元12依据工作指令加工或不加工装配线。
66.在本实施例中,多个加工单元12依次排列,一般情况下,上一个加工单元12完成加工后,下一个工作单元再开始加工。
67.请参阅图3,其中,步骤s150可以包括步骤s152、步骤s154及步骤s156。
68.步骤s152,主控单元11判断发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息是否合格。
69.在本实施例中,主控单元11从存储的多个生产结果信息中匹配与上一个加工单元12匹配的作业结果信息,并判断该作业结果信息是否合格。
70.步骤s154,若作业发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息为合格,则主控单元11向发送生产请求信息的加工单元12发送准许信号,使发送生产请求信息的加工单元12加工装配线。
71.在本实施例中,若该作业结果信息合格,则说明上一个加工单元12的加工工序正确,当前装配线的状态是合格的,能够进行后续的生产。则若下一个加工单元12向主控单元
11发送生产请求信息时,主控单位则向该加工单元12发送准许信号,使该主控单元11可加工装配线。
72.步骤s156,若作业发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息为不合格,则主控单元11向发送生产请求信息的加工单元12发送拒绝信号,使发送生产请求信息的加工单元12不加工装配线。
73.若上一个加工单元12的作业结构为不合格,若再继续加工,最后的成品装配线也为不合格的产品,则在上一个加工工位的作业结果为不合格的条件下,若还接收到下一个加工单元12的生产请求信息后,则发送拒绝信号,不允许该加工单元12加工装配线。
74.请参阅图2,步骤s160,加工单元12接收主控单元11依据主控单元11发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息发送的工作指令,加工单元12依据工作指令加工或不加工装配线。
75.在本实施例中,工作指令包括准许信号及拒绝信号,当加工单元12接收到准许信号则开始加工装配线,若接收到的工作指令为拒绝信号,则不加工装配线。
76.步骤s170,加工单元12获取加工单元12在加工装配线时的过程数据。
77.加工单元12在加工装配线的过程中,边加工边记录过程数据。
78.请参阅图4,步骤s182,加工单元12判断过程数据是否在预设区间内。
79.并在加工过程中判断过程数据是否在预设区间内,预设区间是指该加工单元12在加工中能够保证装配线合格的数据。
80.步骤s184,加工单元12若过程数据在预设区间内,则向主控单元11发送过程数据。
81.若该过程数据在预设区间内则说明该过程数据合格,并发送给主控单元11,主控单元11记录该过程数据。
82.步骤s186,加工单元12若过程数据在不预设区间内,则发送提醒信号。
83.若过程数据不在预设区间内,则说明该过程数据出现偏差,发送提醒信号,提醒采用人员出现加工误差。
84.步骤s190,主控单元11接收加工单元12发送的装配线的产品信息及过程数据,并存储产品信息及过程数据。
85.综上所述,本实施例提供的装配线制造方法,在主控单元11根据上一个工位的作业结果信息以及当前加工单元12的生产请求信息共同判断加工单元12是否可以加工装配线,本发明提供了一种装配线制造方法及装置能够采用人机结合的方式,可自由进行工艺和操作设置,兼容多品种、小批量的装配线的生产,能够引导作业人员按照工艺要求完成作业内容,减少了人为操作失误,保证装配线的质量。
86.第二实施例
87.请参阅图5,本实施例提供了一种装配线制造方法,本实施例提供的装配线制造方法能够减少了人为操作失误,保证装配线的质量。
88.步骤s210,接收加工单元12发送的作业结果信息。
89.步骤s220,接收加工单元12发送的生产请求信息。
90.步骤s230,依据发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息向加工单元12发送工作指令,使加工单元12依据工作指令加工或不加工装配线。
91.请参阅图6,其中,步骤s230可以包括步骤s232、步骤s234及步骤s236。
92.步骤s232,判断发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息是否合格。
93.步骤s234,若作业发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息为合格,则向发送生产请求信息的加工单元12发送准许信号,使发送生产请求信息的加工单元12加工装配线。
94.步骤s236,若作业发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息为不合格,则向发送生产请求信息的加工单元12发送拒绝信号,使发送生产请求信息的加工单元12不加工装配线。
95.步骤s240,接收加工单元12发送的装配线的产品信息及过程数据,并存储产品信息及过程数据。
96.请参阅图7,本实施例还提供了一种装配线制造装置20,应用于主控单元11,用于加工装配线,主控单元11与多个加工单元12均通讯连接,装配线制造装置20包括:
97.结果接收模块21,用于接收加工单元12发送的作业结果信息。
98.本发明实施例提供的装配线制造方法的步骤s120及步骤s210可以由结果接收模块21执行。
99.请求接收模块22,用于接收加工单元12发送的生产请求信息。
100.本发明实施例提供的装配线制造方法的步骤s140及步骤s220可以由请求接收模块22执行。
101.指令发送模块23,用于依据发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息向加工单元12发送工作指令,使加工单元12依据工作指令加工或不加工装配线。
102.本发明实施例提供的装配线制造方法的步骤s150及其子步骤、步骤s230及其子步骤可以由指令发送模块23执行。
103.存储模块24,用于接收加工单元12发送的装配线的产品信息及过程数据,并存储产品信息及过程数据。
104.本发明实施例提供的装配线制造方法的步骤s190、步骤s240可以由存储模块24执行。
105.第三实施例
106.请参阅图8,本实施例提供了一种装配线制造方法,本实施例提供的装配线制造方法应用于加工单元12,加工单元12与主控单元11通讯连接,能够减少了人为操作失误,保证装配线的质量。
107.本实施例提供的装配线制造方法的具体步骤如下:
108.步骤s310,向主控单元11发送的作业结果信息。
109.步骤s320,向主控单元11发送的生产请求信息。
110.步骤s330,接收主控单元11依据主控单元11发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息发送的工作指令,加工单元12依据工作指令加工或不加工装配线。
111.步骤s340,获取加工单元12在加工装配线时的过程数据。
112.步骤s350,判断过程数据是否在预设区间内。
113.步骤s360,若过程数据在预设区间内,则向主控单元11发送过程数据。
114.步骤s370,若过程数据在不预设区间内,则发送提醒信号。
115.请参阅图9,本实施例还提供了一种装配线制造装置30,应用于加工单元12,加工单元12与主控单元11通讯连接,装配线制造装置30包括:
116.结果发送模块31,用于向主控单元11发送的作业结果信息。
117.本发明实施例提供的装配线制造方法的步骤s110及步骤s310可以由结果发送模块31执行。
118.请求发送模块32,用于向主控单元11发送的生产请求信息。
119.本发明实施例提供的装配线制造方法的步骤s130及步骤s320可以由结果发送模块31执行。
120.指令接收模块33,用于接收主控单元11依据主控单元11发送生产请求信息的加工单元12的上一个加工单元12的作业结果信息发送的工作指令,加工单元12依据工作指令加工或不加工装配线。
121.本发明实施例提供的装配线制造方法的步骤s160及步骤s330可以由指令接收模块33执行。
122.数据获取模块34,用于获取加工单元12在加工装配线时的过程数据。
123.本发明实施例提供的装配线制造方法的步骤s170及步骤s340可以由数据获取模块34执行。
124.判断模块35,用于判断过程数据是否在预设区间内。
125.本发明实施例提供的装配线制造方法的步骤s182及步骤s350可以由判断模块35执行。
126.数据发送模块36,用于若过程数据在预设区间内,则向主控单元11发送过程数据。
127.本发明实施例提供的装配线制造方法的步骤s184及步骤s360可以由数据发送模块36执行。
128.提醒模块37,用于若过程数据在不预设区间内,则发送提醒信号。
129.本发明实施例提供的装配线制造方法的步骤s186及步骤s370可以由提醒模块37执行。
130.存储器和处理器各元件相互之间直接或间接地电性连接,以实现数据的传输或交互。例如,这些元件相互之间可通过一条或多条通讯总线或信号线实现电性连接。装配线制造装置20及装配线制造装置30包括至少一个可以软件或固件(firmware)的形式存储于存储器中或固化在服务器的操作系统(operating system,os)中的软件功能模块。处理器用于执行存储器中存储的可执行模块,例如装配线制造装置20及装配线制造装置30所包括的软件功能模块及计算机程序等。
131.其中,存储器可以是,但不限于随机存取存储器(random access memory,ram),只读存储器(read only memory,rom),可编程只读存储器(programmable read
‑
only memory,prom),可擦除只读存储器(erasable programmable read
‑
only memory,eprom),电可擦除只读存储器(electric erasable programmable read
‑
only memory,eeprom)等。其中,存储器用于存储程序以及语音数据,处理器在接收到执行指令后,执行程序。
132.处理器可能是一种集成电路芯片,具有信号的处理能力。上述的处理器可以是通
用处理器,包括中央处理器(central processing unit,简称cpu)、网络处理器(network processor,简称np)等;还可以是数字信号处理器(dsp)、专用集成电路(asic)、现成可编程门阵列(fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。可以实现或者执行本发明实施例中的公开的各方法、步骤及逻辑框图。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
133.处理器将各种输入/输入装置耦合至处理器以及存储器。在一些实施例中,处理器以及存储器可以在单个芯片中实现。在其他一些实例中,他们可以分别由独立的芯片实现。
134.外设接口将各种输入/输入装置耦合至处理器以及存储器。在一些实施例中,外设接口,处理器及存储器可以在单个芯片中实现。在其他一些实例中,他们可以分别由独立的芯片实现。
135.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1