一种个性化定制家具的订单分组加工方法
1.本发明属于家具加工、系统规划技术领域,尤其涉及一种个性化定制家具的订单分组加工方法。
背景技术:
2.个性化定制家具,指的是多个订单的家具之间在材料、结构以及尺寸上都存在差异的情况,这就导致了这批家具的生产工艺流程比较复杂。常见的个性化定制家具的生产方法为分组加工,即多个订单一起开始生产,通过零件数量调节、生产步骤配合的方式,保证可以最快速、最省料地全部生产所有订单产品。
3.但是另一方面,现有的分组加工方法,大多都存在一定程度的以下几个问题。
4.第一、生产效率低,即零件生产所需时间之间把控不好,出现例如零件a已经完成全部生产,但是零件b还没有生产完,最终被零件b拖慢生产节奏的问题。
5.第二、材料利用率低,例如零件c、d以及e原本在一张原材料木板上一起生产时,可以实现90%的利用率,但是e和f去单独用掉一张原材料木板了,这就导致c和d生产剩下的木板材料就浪费掉了。
6.第三、零件分拣难度大,即某个车间被分配生产大小不一,甚至材料不同的好几种板材,这样再挑选特定板材零件时就很麻烦,需要去高强度翻找。
7.所以综上所述,现在急需一种合理高效的多订单定制家具分组加工方法,来保证各组内部以及组与组之间都能够高效率、高经济性地加工生产。
8.专利公开号为cn111754072a,公开日为2020.10.09的中国发明专利公开了一种提高板材叠切率的批次组合优化方法、系统,包括:s101:根据本轮待排产合并的订单数据获取分组个数m,并通过订单主材料将订单划分为p个大组;s102:获取大组包含的小组个数n,根据分组订单数上限、部件数量上限以及部件尺寸相似度将大组划分为n个小组;s103:将每个未标记的小组作为一个大订单放入大订单集合中,根据大订单之间的部件尺寸相似度、订单数下限以及部件数上限将大订单组合为n
′
个分组;s104:根据订单分组结果形成生产批次数据。
9.但是该发明专利中的批次组合优化方法,仅考量了板材尺寸的这一个参数,但是在调节一批多订单定制家具的整个生产方法时,就显得十分低效了,仍然会出现定制家具零件之间生产周期不同步的问题,最终使得整个加工生产流程的效率上不去。
技术实现要素:
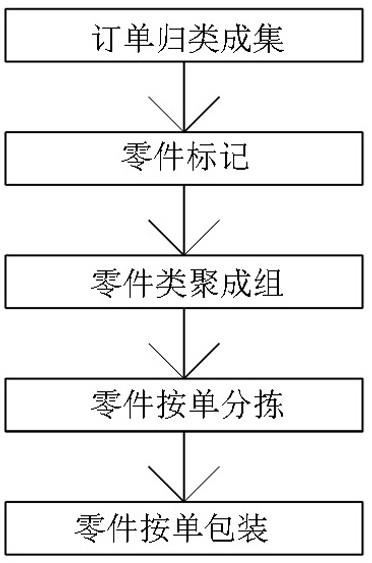
10.本发明提供一种个性化定制家具的订单分组加工方法,其能通过依次进行订单归类成集、零件标记、零件类聚成组、零件按单分拣以及零件按单包装的方式,达到多订单个性化定制家具可以整体高效加工生产的目的。
11.本发明解决上述问题采用的技术方案是:一种个性化定制家具的订单分组加工方法,依次包括以下步骤:
s1、订单归类成集:将所有订单按照家具材料种类的不同,划分为1集、2集、3集直至m集,保证单个集合内所有订单的主体材料种类都相同,再将单个集合内的所有订单进行编号区分,记为1、2、3直至n,使得编号为a
‑
b的订单是确定唯一的,其中1≤a≤m,1≤b≤n;s2、零件标记:将订单a
‑
b中的所有零件标记为a
‑
b
‑
1至a
‑
b
‑
p,其中p为≥1的整数;s3、零件类聚成组:将所有订单的所有零件按照工艺相同、尺寸相同、尺寸匹配、面积平均或者零件数量平均中的任意一个或多个参考指标进行分组生产,以提高各组内部的生产效率,平衡组与组之间的生产速度;s4、零件按单分拣:先分拣汇总同一集合的所有零件,即要求零件标记的首个数字相同,再在同一集合零件里面,分拣汇总同一订单的零件,即要求零件标记的第二个数字相同,并且要求零件标记的第三个数字连续;s5、零件按单包装。
12.在本发明中,提高整个加工过程经济性的关键,是如何调配多种零件之间的搭配加工,最终达到以下两个效果:第一、各组自身内部的加工效率要高,尽量保证同种材质、同种尺寸、同种形状的木板零件在一起生产,这样木板叠切率,以及单板利用率会大大提高。
13.第二、组与组之间的完成时间要尽可能相同,不能发生一组很快全部加工完成,但是另一组加工量过大而生产所需时间很长的问题,因为是最慢的生产效率决定了整个加工操作的效率。
14.进一步优选的技术方案在于:s1中,所述个性化定制家具包括定制衣柜、定制橱柜、定制床以及定制电视柜,所述材料种类包括由橡木、松木、桦木以及榉木制得的木纹贴面人造板。
15.进一步优选的技术方案在于:s1中,单个集合对应的主体材料种类的重量,占单个订单材料总重量的60%以上。
16.在本发明中,单个订单可以包含多种不同的材质,但是主要材料的重量占比在60%上,以保证后续零件按单分拣步骤中,避免对多个车间进行零件分拣汇总操作的麻烦、低效问题。
17.进一步优选的技术方案在于:s2中,所述零件的划分边界包括五金件连接边界以及卡合边界。
18.在本发明中,零件在出厂之前,必须完成全部的粘结操作,而用户在订单到货时,胶水的味道已经进行充分散发了,用户无需再进行大范围粘结操作,最大程度地保证了用户安装的使用安全性。
19.进一步优选的技术方案在于:s3中,所述工艺包括开料工艺、封边工艺以及开孔工艺,所述尺寸为长宽尺寸。
20.进一步优选的技术方案在于:s3中,通过将工艺相同的零件类聚成组、一起生产的方式以用于提高生产效率,并且通过多零件尺寸匹配的方式,以提高定尺寸原材料板对于共同生产多个零件的出材率。
21.进一步优选的技术方案在于:s3中,所述面积平均指的是各组内所有零件面积总和从小到大记为s1‑ꢀ
s
q
,其中s
q
为s1的1.0
‑
1.3倍,所述零件数量平均指的是各组内所有零件个数总和从小到大记为r1‑ꢀ
r
q
,其中r
q
为r1的1.0
‑
1.5倍。
22.进一步优选的技术方案在于:s3中,通过调节各零件组面积总和/或个数总和的方
式以用于平衡各零件组的生产周期。
23.在本发明中,s3中的类聚有三种含义:第一、相同类聚,例如一样大小的板可以叠切,以提高效率;第二、互补类聚,例如不同规格的板可以开在同一块原材料木板上,以提高木板利用率;第三、搭配类聚,例如1组:a板与b板,2组:c板与d板,板与板之间形状不同、搭配后也不能明显提高原材料木板的利用率,但是这样搭配后1组加工所需时间与2组是相近的,这也能最终提高整个加工过程的效率。
24.进一步优选的技术方案在于:s4中,移动分拣货架小车按照订单信息,对各组的所有零件进行分拣组合。
25.进一步优选的技术方案在于:s5中,订单包装过程采用上下层为大板,中心层为小板的方式进行固定打包,所述大板的长边尺寸≥250 mm,所述小板的长边尺寸<250 mm,订单外包装上设有a
‑
b的订单编号,以及用于胶水透气的开孔。
26.在本发明中,订单外包装上设有订单编号,以方便订单在后续仓储调度过程中的可识别能力和可追踪能力,而所述开孔可以保证用户在接收订单时,零件内的胶水处于尽可能的最小的气味。
27.本发明具有以下优点:第一、订单产品划分到零件,按照多个划分标准,将零件分组生产,保证同组内零件生产时叠切率高、原材料板利用率高、整体生产效率高;第二、组与组之间的加工周期匹配合理,缩短所有订单的整个加工周期;第三、零件分组加工整体规划合理高效,后续分拣、包装操作简单方便,最终完成订单成本低、质量高、交货期短。
附图说明
28.图1为本发明中订单分组加工方法的步骤图。
具体实施方式
29.以下所述仅为本发明的较佳实施例,并非对本发明的范围进行限定。
30.实施例:如附图1所示,一种个性化定制家具的订单分组加工方法,依次包括以下步骤:s1、订单归类成集:将所有订单按照家具材料种类的不同,划分为1集、2集、3集直至m集,保证单个集合内所有订单的主体材料种类都相同,再将单个集合内的所有订单进行编号区分,记为1、2、3直至n,使得编号为a
‑
b的订单是确定唯一的,其中1≤a≤m,1≤b≤n;s2、零件标记:将订单a
‑
b中的所有零件标记为a
‑
b
‑
1至a
‑
b
‑
p,其中p为≥1的整数;s3、零件类聚成组:将所有订单的所有零件按照工艺相同、尺寸相同、尺寸匹配、面积平均或者零件数量平均中的任意一个或多个参考指标进行分组生产,以提高各组内部的生产效率,平衡组与组之间的生产速度;s4、零件按单分拣:先分拣汇总同一集合的所有零件,即要求零件标记的首个数字相同,再在同一集合零件里面,分拣汇总同一订单的零件,即要求零件标记的第二个数字相同,并且要求零件标记的第三个数字连续;s5、零件按单包装。
31.s1中,所述个性化定制家具包括定制衣柜、定制橱柜、定制床以及定制电视柜,所述材料种类包括由橡木、松木、桦木以及榉木制得的木纹贴面人造板。
32.在本实施例中,单个订单可以选用多种木材,其目的有两个:第一、使得家居产品各部位的使用环境、条件,与木材特性更加匹配,整个家居产品的使用寿命可以大大延长;第二、满足客户的各种多元化定制需求。
33.s1中,单个集合对应的主体材料种类的重量,占单个订单材料总重量的60%以上。
34.s2中,所述零件的划分边界包括五金件连接边界以及卡合边界。
35.s3中,所述工艺包括开料工艺、封边工艺以及开孔工艺,所述尺寸为长宽尺寸。
36.在本实施例中,所述封边工艺的选择有:不锈钢封边条、塑料封边条以及树脂固化成型封边,所述开孔工艺主要分通过式开孔、固定式开孔,开孔设备有排钻开孔和加工中心开孔。
37.s3中,通过将工艺相同的零件类聚成组、一起生产的方式以用于提高生产效率,并且通过多零件尺寸匹配的方式,以提高定尺寸原材料板对于共同生产多个零件的出材率。
38.在本实施例中,所述尺寸匹配指的是根据现有已知的原材料大型单板尺寸,例如200*120cm,将多个零件板归类到一组,在一块原材料单板上开设这几个零件板,就能实现较高的原材料利用率,例如3块120*60cm的门板横向排列,和4块50*10cm的隔板两行两列,就可以在200*120cm原材料板上获得高达98.3%的利用率。
39.s3中,所述面积平均指的是各组内所有零件面积总和从小到大记为s1‑ꢀ
s
q
,其中s
q
为s1的1.0
‑
1.3倍,所述零件数量平均指的是各组内所有零件个数总和从小到大记为r1‑ꢀ
r
q
,其中r
q
为r1的1.0
‑
1.5倍。
40.在家具加工生产过程中,整个加工周期是由最慢的零件组来决定的,因此协调好各组自身所需的加工时长,是保证可以尽快出货的关键,即要避免有些组很快完成加工而闲置,有些组工作量过大而导致加工时间很长的问题。
41.在本实施例中,零件面积即木板整体面积,相较于零件个数即木板个数,对加工周期的影响更大,因此零件面积在不同组之间的偏差阈值为30%,而零件个数在不同组之间的偏差阈值为50%,这也是最终协调不同组之间加工周期的关键。
42.s3中,通过调节各零件组面积总和/或个数总和的方式以用于平衡各零件组的生产周期。
43.在本实施例中,一开始零件类聚成组的首要考虑标准是木材种类,尽量保证一个批次内只有一种木材,而且也要避免较大零件和较小零件归类为一组的问题,避免后期分拣零件时产生的不必要的麻烦。
44.s4中,移动分拣货架小车按照订单信息,对各组的所有零件进行分拣组合。
45.在本实施例中,所述移动分拣货架小车为有轨运输车,自带控制程序,按照现有技术的方式,配合操作个人或者机器人臂,完成一个完整订单内的所有零件的分选操作。
46.s5中,订单包装过程采用上下层为大板,中心层为小板的方式进行固定打包,所述大板的长边尺寸≥250 mm,所述小板的长边尺寸<250 mm,订单外包装上设有a
‑
b的订单编号,以及用于胶水透气的开孔。
47.在本实施例中,订单包装的长边控制在250 mm以内,通过外侧大、中间小的包装方式,以用于提高包装结构的稳定性,保证在后续物流过程中不易破损。
48.上面结合附图对本发明的实施方式作了详细说明,但是本发明不限于上述实施方式,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前
提下做出各种修改。这些都是不具有创造性的修改,只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1