面料订单后整理生产的自动排程方法及装置与流程
1.本发明涉及订单排程技术领域,尤其涉及一种面料订单后整理生产的自动排程方法及装置。
背景技术:
2.本部分旨在为权利要求书中陈述的本发明实施例提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
3.目前的面料订单后整理生产的排程方法,是由人工排计划到机台加工,而现有的机台加工规则较多,面料特性复杂,面料交期紧急,人工判断容易失误,影响面料生产质量,导致订单交期延误。
4.针对上述问题,目前尚未提出有效的解决方案。
技术实现要素:
5.本发明实施例提供一种面料订单后整理生产的自动排程方法,用以提高面料订单后整理生产排程的准确性,有利于提高面料生产质量,提高高面料生产效率、按期完成订单生产,该方法包括:
6.获取面料订单的订单量、工艺要求、面料特性和订单交期;
7.根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;
8.根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;
9.获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;
10.根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;
11.根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况,对待排后整理生产加工工序和已排后整理生产加工工序进行排程。
12.本发明实施例还提供一种面料订单后整理生产的自动排程装置,用以提高面料订单后整理生产排程的准确性,有利于提高面料生产质量,提高高面料生产效率、按期完成订单生产,该装置包括:
13.获取模块,用于获取面料订单的订单量、工艺要求、面料特性和订单交期;
14.加工工序确定模块,用于根据面料订单的订单量、订单交期和工艺要求,确定面料
订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;
15.加工机台确定模块,用于根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;
16.订单交期获取模块,用于获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;
17.订单优先级确定模块,用于根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;
18.排程模块,用于根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况,对待排后整理生产加工工序和已排后整理生产加工工序进行排程。
19.本发明实施例还提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述面料订单后整理生产的自动排程方法。
20.本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有执行上述面料订单后整理生产的自动排程方法的计算机程序。
21.与目前通过人工判断对面料订单后整理生产进行排程不同,本发明实施例中,获取面料订单的订单量、工艺要求、面料特性和订单交期;根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况,对待排后整理生产加工工序和已排后整理生产加工工序进行排程,可以提高面料订单后整理生产排程的准确性,有利于提高面料生产质量,提高高面料生产效率、按期完成订单生产。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
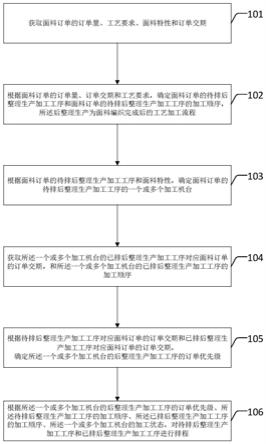
23.图1为本发明实施例中面料订单后整理生产的自动排程方法处理流程图;
24.图2为本发明实施例中面料订单后整理生产中加工机台的机台特性的一具体实例示意图;
25.图3为本发明实施例中面料订单后整理生产中确定加工机台的一具体实例示意图;
26.图4为本发明实施例中面料订单后整理生产的自动排程装置的结构示意图;
27.图5为本发明实施例中面料订单后整理生产的自动排程装置的一具体实例结构示意图;
28.图6为本发明实施例中面料订单后整理生产的自动排程装置的一具体实例结构示意图
29.图7为本发明一实施例的计算机设备结构示意图。
具体实施方式
30.为使本发明实施例的目的、技术方案和优点更加清楚明白,下面结合附图对本发明实施例做进一步详细说明。在此,本发明的示意性实施例及其说明用于解释本发明,但并不作为对本发明的限定。
31.本发明实施例中,面料订单排程针对的是面料订单后整理生产,即面料编织完成后的工艺加工流程,发明人发现,目前的面料订单后整理生产的排程方法,是由人工排计划到机台加工,而现有的机台加工规则较多,面料特性复杂,面料交期紧急,人工判断容易失误,影响面料生产质量,导致订单交期延误。为此,在本发明实施例中提出一种面料订单后整理生产的自动排程方法,图1为本发明实施例中面料订单后整理生产的自动排程方法处理流程图。如图1所示,本发明实施例中面料订单后整理生产的自动排程方法可以包括:
32.步骤101、获取面料订单的订单量、工艺要求、面料特性和订单交期;
33.步骤102、根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;
34.步骤103、根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;
35.步骤104、获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;
36.步骤105、根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;
37.步骤106、根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工状态,对待排后整理生产加工工序和已排后整理生产加工工序进行排程。
38.由图1所示流程可以得知,与目前通过人工判断对面料订单后整理生产进行排程不同,本发明实施例通过对面料订单的订单量、工艺要求、面料特性和订单交期进行分析,
逐步实现对面料订单后整理生产的自动排程,可以提高面料订单后整理生产排程的准确性,有利于提高面料生产质量,提高高面料生产效率、按期完成订单生产。
39.具体实施时,在面料生产加工过程中,通常还可以对编织完成的面料进一步进行工艺加工,可以称之为后整理生产。在对面料订单后整理生产进行排程时,首先可以获取面料订单的订单量、工艺要求、面料特性和订单交期,其中可以根据面料订单的订单量和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序。
40.在一个实施例中,根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序之前,还可以包括:滤除面料订单中如下一个或多个面料订单:处于暂停、转厂未收布、定型无配方状态的面料订单。
41.具体实施时,由于部分面料订单实际状态的限制,当前无法进行后整理生产加工,为保证面料订单后整理生产排程的准确性,可以在根据面料订单的订单量和工艺要求,确定面料订单的待排后整理生产加工工序之前,滤除面料订单中当前无法进行后整理生产加工一个或多个面料订单,例如具体可以包括:处于暂停、转厂未收布、定型无配方状态的面料订单等状态的面料订单。
42.具体实施时,在确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序之后,可以根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台。在确定加工机台时,加工机台除满足可以加工面料订单的待排后整理生产加工工序外,还需要可以与面料订单的面料特性互相匹配。
43.在一个实施例中,面料特征可以包括以下一项或多项面料特性:荧光属性、码长、落布要求、布种。
44.在一个实施例中,根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单待排后整理生产加工工序的一个或多个加工机台,可以包括:将能够执行面料订单的待排后整理生产加工工序的加工机台,确定为备选加工机台;将备选加工机台的机台特性与面料订单的面料特性进行匹配;根据匹配结果,将备选加工机台中能够加工面料订单的面料特性对应面料的一个或多个加工机台,确定为面料订单待排后整理生产加工工序的一个或多个加工机台。
45.在一个实施例中,将能够执行面料订单的待排后整理生产加工工序的加工机台,确定为备选加工机台,可以包括:通过高级计划与排程aps系统将面料订单的待排后整理生产加工工序和加工机台的机台特性,处理成drools规则判断脚本;调用drools规则引擎对drools规则判断脚本进行编译,确定能够执行面料订单的待排后整理生产加工工序的加工机台。
46.图2为本发明实施例中面料订单后整理生产中加工机台的机台特性的一具体实例示意图。如图2所示,以面料订单后整理生产中加工机台的荧光属性为例进行说明,本发明实施例中加工机台的荧光属性可以包括:特白、少荧光、漂白、本白、加白;本发明实施例中加工机台的对应编码为:ws01#、ws02#、cw01#、ws04#、ws05#。
47.其中,ws01#加工机台对应的荧光属性为:特白、少荧光、加白;ws02#加工机台对应的荧光属性为:特白、少荧光、加白;cw01#加工机台对应的荧光属性为:特白、少荧光、漂白、
本白、加白;ws04#加工机台对应的荧光属性为:漂白、本白;ws05#加工机台对应的荧光属性为:特白、少荧光、漂白、本白、加白,则满足不同荧光属性的加工机台,可以加工对应荧光属性的面料订单。
48.图3为本发明实施例中面料订单后整理生产中确定加工机台的一具体实例示意图。如图3所示,以水洗工序作为面料订单待排后整理生产加工工序为例进行说明,首先可以将能够执行水洗工序的加工机台确定为备选加工机台,如图3所示,编号为ws01#、ws02#、cw01#、ws04#、ws05#的加工机台能够执行水洗工序,可以作为备选加工机台;然后可以将备选加工机台的机台特性与面料订单的面料特性进行匹配,以面料特性中的布种为例,如图3所示,当需要进行水洗工序的面料订单对应的面料特性为数码印花品种时,可以将上述能够执行水洗工序备选加工机台对应的机台特性与面料订单的数码印花品种进行匹配,图3中编号为cw01#的加工机台的机台特性可以满足对数码印花品种的面料订单执行水洗工序,可以将编号为cw01#的加工机台确定为数码印花对应面料订单水洗工序的加工机台。
49.具体实施时,在确定面料订单待排后整理生产加工工序的一个或多个加工机台之后,可以获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序,即获取面料订单待排后整理生产加工工序对应加工机台的已排后整理生产加工工序的加工信息,可以根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级。
50.在一个实施例中,根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工状态,对待排后整理生产加工工序和已排后整理生产加工工序进行排程,可以包括:通过高级计划与排程aps系统将所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工状态,处理成optaplanner规划引擎能够识别的规划判断脚本;调用optaplanner规划引擎对规划判断脚本进行编译,通过禁忌搜索算法对编译后的规划判断脚本进行推导,确定待排后整理生产加工工序和已排后整理生产加工工序的排程。
51.在一个实施例中,在对待排后整理生产加工工序和已排后整理生产加工工序进行排程之后,还可以包括:对确定排程的后整理生产加工工序自动生成化料单和分缸信息。
52.本发明实施例中还提供了一种面料订单后整理生产的自动排程装置,如下面的实施例所述。由于该装置解决问题的原理与面料订单后整理生产的自动排程方法相似,因此该装置的实施可以参见面料订单后整理生产的自动排程方法的实施,重复之处不再赘述。
53.图4为本发明实施例中面料订单后整理生产的自动排程装置的结构示意图。如图4所示,本发明实施例中面料订单后整理生产的自动排程装置具体可以包括:
54.获取模块401,用于获取面料订单的订单量、工艺要求、面料特性和订单交期;
55.加工工序确定模块402,用于根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;
56.加工机台确定模块403,用于根据面料订单的待排后整理生产加工工序和面料特
性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;
57.订单交期获取模块404,用于获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;
58.订单优先级确定模块405,用于根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;
59.排程模块406,用于根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况,对待排后整理生产加工工序和已排后整理生产加工工序进行排程。
60.在一个实施例中,所述面料特征可以包括以下一项或多项面料特性:
61.荧光属性、码长、落布要求、布种。
62.图5为本发明实施例中面料订单后整理生产的自动排程装置的一具体实例结构示意图。如图5所示,在实施例中,图4所示的面料订单后整理生产的自动排程装置还可以包括:
63.滤除模块501,在加工工序确定模块402根据面料订单的订单量和工艺要求,确定面料订单的待排后整理生产加工工序之前:
64.滤除待排面料订单中如下一个或多个待排面料订单:
65.处于暂停、转厂未收布、定型无配方状态的待排面料订单。
66.在一个实施例中,加工机台确定模块403具体用于:
67.将能够执行面料订单的待排后整理生产加工工序的加工机台,确定为备选加工机台;
68.将备选加工机台的机台特性与面料订单的面料特性进行匹配;
69.根据匹配结果,将备选加工机台中能够加工面料订单的面料特性对应面料的一个或多个加工机台,确定为面料订单待排后整理生产加工工序的一个或多个加工机台。
70.在一个实施例中,加工机台确定模块403具体用于:
71.通过高级计划与排程aps系统将面料订单的待排后整理生产加工工序和加工机台的机台特性,处理成drools规则判断脚本;
72.调用drools规则引擎对drools规则判断脚本进行编译,确定能够执行面料订单的待排后整理生产加工工序的加工机台。
73.在一个实施例中,排程模块406具体用于:
74.通过高级计划与排程aps系统将所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况处理成optaplanner规划引擎能够识别的规划判断脚本;
75.调用optaplanner规划引擎对规划判断脚本进行编译,通过禁忌搜索算法对编译后的规划判断脚本进行推导,确定待排后整理生产加工工序和已排后整理生产加工工序的排程。
76.图6为本发明实施例中面料订单后整理生产的自动排程装置的一具体实例结构示意图。如图6所示,在实施例中,图4所示的面料订单后整理生产的自动排程装置还可以包括:
77.生成模块601,用于在排程模块406对待排后整理生产加工工序和已排后整理生产加工工序进行排程之后:
78.对确定排程的后整理生产加工工序自动生成化料单和分缸信息。
79.图6所示的面料订单后整理生产的自动排程装置可以包括图5中的排程规则信息滤除模块501。
80.基于前述发明构思,如图7所示,本发明还提出了一种计算机设备700,包括存储器710、处理器720及存储在存储器710上并可在处理器720上运行的计算机程序730,所述处理器720执行所述计算机程序730时实现前述面料订单后整理生产的自动排程方法。
81.基于前述发明构思,本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有执行上述面料订单后整理生产的自动排程方法的计算机程序。
82.综上所述,与目前通过人工判断对面料订单后整理生产进行排程不同,本发明实施例中,获取面料订单的订单量、工艺要求、面料特性和订单交期;根据面料订单的订单量、订单交期和工艺要求,确定面料订单的待排后整理生产加工工序和面料订单的待排后整理生产加工工序的加工顺序,所述后整理生产为面料编织完成后的工艺加工流程;根据面料订单的待排后整理生产加工工序和面料特性,确定面料订单的待排后整理生产加工工序的一个或多个加工机台;获取所述一个或多个加工机台的已排后整理生产加工工序对应面料订单的订单交期,和所述一个或多个加工机台的已排后整理生产加工工序的加工顺序;根据待排后整理生产加工工序对应面料订单的订单交期和已排后整理生产加工工序对应面料订单的订单交期,确定所述一个或多个加工机台的后整理生产加工工序的订单优先级;根据所述一个或多个加工机台的后整理生产加工工序的订单优先级、所述待排后整理生产加工工序的加工顺序、所述已排后整理生产加工工序的加工顺序、所述一个或多个加工机台的加工情况,对待排后整理生产加工工序和已排后整理生产加工工序进行排程,可以提高面料订单后整理生产排程的准确性,有利于提高面料生产质量,提高高面料生产效率、按期完成订单生产。
83.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
84.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
85.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特
定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
86.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
87.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1