一种面向工业铜箔生产的产品质量预测方法及系统与流程
1.本发明涉及智慧工厂大数据分析与优化技术领域,尤其涉及一种面向工业铜箔生产的产品质量预测方法及系统。
背景技术:
2.现代化工业制造生产线安装有数以千计的小型传感器,来探测温度、压力、热能等物理量。利用这些数据可以实现很多形式的分析,包括设备诊断、用电量分析、能耗分析、质量事故分析(包括违反生产规定、零部件故障)等。利用大数据技术,还可以对工业产品的生产过程建立虚拟模型,仿真并优化生产流程,当所有流程和绩效数据都能在系统中重建时,这种透明度将有助于制造商改进其生产流程。
3.铜箔作为电子信息行业的基础性材料,其表面粗糙度、抗拉强度、厚度均匀程度等性能与后续产品的质量息息相关。当前工厂铜箔生产线大多停留在传统生产阶段,尽管在溶铜和电解阶段利用传感器收集了大量的数据信息,但是对这些信息的利用依然是通过工作人员凭借经验进行观察并对生产线进行调控,这样的信息利用是低效且不够可靠的,最终的铜箔质量也存在着很大的不确定性。
4.由于生产线常常包含成百上千道工序,且工序间存在多种交织,为实现生产线的管理和优化,图与网络的方法被广泛应用。但由于大数据产品(bdp)的生产中,数据并不一定是单输入单输出(一对一)的,常存在多对一、一对多,甚至是多对多的情况。对于不同的输出元素,其质量传递的机制和结果都是有区别的。由此可见,传统的基于图论的方法并不能有效地表达bdp生产的多输入-多输出、数据元素聚集等关系。
5.因此,有必要对传统的基于图论的方法进行改进,从而可以成功表达工艺参数数据的传递、加工和质量求解,不仅实现产品质量的准确预测,还能进一步实现工艺参数的优化。
技术实现要素:
6.本发明实施例所要解决的技术问题在于,提供一种面向工业铜箔生产的产品质量预测方法及系统,可以成功表达工艺参数数据的传递、加工和质量求解,不仅实现产品质量的准确预测,还能进一步实现工艺参数的优化。
7.为了解决上述技术问题,本发明实施例提供了一种面向工业铜箔生产的产品质量预测方法,包括以下步骤:
8.基于铜箔生产的实际工序及原始数据,使用超图建立嵌入质量的工业bdp超图模型;
9.结合根据铜箔生产的实际加工逻辑,获取所述工业bdp超图模型中所有涉及产品质量的生产线;
10.在判断出所有获取的生产线均满足预设的数据质量要求后,利用bp神经网络设计出用于多个产品质量预测的第一回归网络模型,并基于所有获取生产线中的历史工艺参数
作为训练样本,训练所述第一回归网络模型,以得到训练好的第一回归网络模型,且进一步读取所有获取生产线中的当前工艺参数,导入所述训练好的第一回归网络模型中求解,所求得的解即为多个产品质量的最终预测值。
11.其中,所述方法进一步包括:
12.获取待优化的多个特定工艺参数,并利用bp神经网络设计出用于多个特定工艺参数待优化的第二回归网络模型,且进一步基于所有获取生产线中除多个特定工艺参数之外的工艺参数的历史值及产品质量的历史值作为训练样本,训练得到已训练好的第二回归网络模型;以及
13.读取所有获取生产线中除多个特定工艺参数之外的工艺参数的当前值及产品质量的当前值,并导入所述训练好的第二回归网络模型中求解,所求得的解即为多个特定工艺参数的最终优化值。
14.其中,所述工业bdp超图模型为溶铜与电解bdp生产系统的超图模型。
15.其中,所述溶铜与电解bdp生产系统的超图模型是一个六元组:hm=(v,e,e
′
,q,t,a),其中;
16.顶点集v={v1,v2,...,v
n
}表示数据元素的集合;超弧集e={e1,e2,...,e
m
}表示加工单元的集合;超边集e
′
={e
′1,e
′2,...,e
′
n
}表示bdp由数据元素到产品的装配过程,对任意的bdp,有且仅有一条超边与之对应;q={q1,q2,...,q
n
}是表示顶点集v对应的数据元素质量的集合;t={t
ij
}表示生产工艺的质量传递函数集合;a={a
k
}是质量聚集函数的集合。
17.其中,所述顶点集v={v1,v2,...,v
11
};其中,v1表示溶铜工序温度;v2表示溶铜工序进风量;v3表示电解液ph值;v4表示电解液电流密度;v5表示阴极辊转速;v6表示铜箔表面合格率;v7表示溶铜反应速度;v8表示电解生箔速度;v9表示预期ph值;v
10
表示铜箔厚度;v
11
表示ph值稳定度;
18.所述质量传递函数集合t={t
11
,t
42
,t
83
,t
54
,t
35
},其中;t
11
表示v1、v2通过e1生产v7的质量传递函数为t
42
表示v4通过e2生产v8的质量传递函数为t
83
表示v8通过e3生产v9的质量传递函数为t
54
表示v5、v8通过e4生产v
10
的质量传递函数为t
35
表示v3、v9通过e5生产v
11
的质量传递函数为
19.其中,所述产品质量包括ph值稳定度和铜箔表面合格率。
20.本发明实施例还提供了一种面向工业铜箔生产的产品质量预测系统,包括:
21.超图模型建立单元,用于基于铜箔生产的实际工序及原始数据,使用超图建立嵌入质量的工业bdp超图模型;
22.可行bdp生产线获取单元,用于结合根据铜箔生产的实际加工逻辑,获取所述工业
bdp超图模型中所有涉及产品质量的生产线;
23.产品质量预测单元,用于在判断出所有获取的生产线均满足预设的数据质量要求后,利用bp神经网络设计出用于多个产品质量预测的第一回归网络模型,并基于所有获取生产线中的历史工艺参数作为训练样本,训练所述第一回归网络模型,以得到训练好的第一回归网络模型,且进一步读取所有获取生产线中的当前工艺参数,导入所述训练好的第一回归网络模型中求解,所求得的解即为多个产品质量的最终预测值。
24.其中,还包括:工艺参数优化单元,其中,
25.所述工艺参数优化单元,用于获取待优化的多个特定工艺参数,并利用bp神经网络设计出用于多个特定工艺参数待优化的第二回归网络模型,且进一步基于所有获取生产线中除多个特定工艺参数之外的工艺参数的历史值及产品质量的历史值作为训练样本,训练得到已训练好的第二回归网络模型;以及
26.读取所有获取生产线中除多个特定工艺参数之外的工艺参数的当前值及产品质量的当前值,并导入所述训练好的第二回归网络模型中求解,所求得的解即为多个特定工艺参数的最终优化值。
27.其中,所述工业bdp超图模型为溶铜与电解bdp生产系统的超图模型。
28.实施本发明实施例,具有如下有益效果:
29.本发明使用超图建立嵌入质量的工业bdp模型,可以成功表达工艺参数数据的传递、加工和质量求解,并在确保数据质量符合要求后,利用bp神经网络描述工艺参数与产品质量的关系,对不同工艺参数下产品质量进行预测和分析,实现产品质量的准确预测,还进一步实现了工艺参数优化。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,根据这些附图获得其他的附图仍属于本发明的范畴。
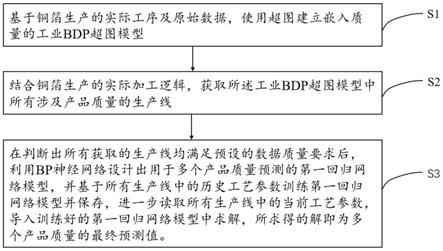
31.图1为本发明实施例提供的一种面向工业铜箔生产的产品质量预测方法的流程图;
32.图2为本发明实施例提供的一种面向工业铜箔生产的产品质量预测方法中溶铜和电解铜箔生产的实际工序图;
33.图3为本发明实施例提供的一种面向工业铜箔生产的产品质量预测方法中溶铜与电解bdp生产系统的超图模型图;
34.图4为图3中数据元素v7的唯一生产线的决策模式图;
35.图5为图3中数据元素v
11
的唯一生产线的决策模式图;
36.图6为本发明实施例提供的一种面向工业铜箔生产的产品质量预测系统的结构示意图。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一
步地详细描述。
38.如图1所示,为本发明实施例中,提出的一种面向工业铜箔生产的产品质量预测方法,包括以下步骤:
39.步骤s1、基于铜箔生产的实际工序及原始数据,使用超图建立嵌入质量的工业bdp超图模型;
40.具体过程为,铜箔经过一系列处理后进行的是运输和分切操作,因此省略了后续工序,只关注溶铜和电解铜箔生产的实际工序,如图2所示。
41.此时,采集到未经加工的原始数据共有6种,分别表示为v1‑
v6,其具体含义如表1所示。
42.表1:原始数据含义
[0043][0044]
设定工业bdp超图模型为溶铜与电解bdp生产系统的超图模型,该溶铜与电解bdp生产系统的超图模型是一个六元组:hm=(v,e,e
′
,q,t,a),其中;
[0045]
顶点集v={v1,v2,...,v
n
}表示数据元素的集合;超弧集e={e1,e2,...,e
m
}表示加工单元的集合;超边集e
′
={e
′1,e
′2,...,e
′
n
}表示bdp由数据元素到产品的装配过程,对任意的bdp,有且仅有一条超边与之对应;q={q1,q2,...,q
n
}是表示顶点集v对应的数据元素质量的集合;t={t
ij
}表示生产工艺的质量传递函数集合;a={a
k
}是质量聚集函数的集合。
[0046]
对v1‑
v6加工后会生成新的数据元素,最终根据实际加工过程,得到该工艺的超图模型hm的顶点集和超弧集,如图3所示。此时,顶点集v={v1,v2,...,v
11
},即包含有v1‑
v
11
共11类数据元素;其中,v1~v6表示的意义请参见上表1所示;v7~v
11
表示的意义请参见下表2所示。超弧集e包含有e1~e5共五种数据加工工艺。
[0047]
表2:加工后数据含义
[0048][0049]
表2中,v8~v
10
为中间资源,v7和v
11
为叶子节点即成品资源。
[0050]
模型中的数据资源均为物理量或可由物理量简单计算即可得到的数据,因此数据的质量包含物理量采集设备的精准度与实时性两个维度,数据元素的质量q是一个2
×
11的
矩阵。5种数据加工工艺共存在5个质量传递函数,这些函数根据加工逻辑分析获得,也可以根据实际加工效果统计后进行修改,质量传递函数如表3所示:
[0051]
表3:质量传递函数
[0052][0053][0054]
即,质量传递函数集合t={t
11
,t
42
,t
83
,t
54
,t
35
},其中;t
11
表示v1、v2通过e1生产v7的质量传递函数;t
42
表示v4通过e2生产v8的质量传递函数;t
83
表示v8通过e3生产v9的质量传递函数;t
54
表示v5、v8通过e4生产v
10
的质量传递函数;t
35
表示v3、v9通过e5生产v
11
的质量传递函数。
[0055]
步骤s2、结合根据铜箔生产的实际加工逻辑,获取所述工业bdp超图模型中所有涉及产品质量的生产线;
[0056]
具体过程为,bdp被定义为能满足用户需求的数据元素的集合。在溶铜和电解工艺中,最关注的信息是铜箔表面合格率、溶铜反应速度和ph稳定度,也即v6、v7和v
11
三个元素,即bdp={v6,v7,v
11
}。
[0057]
在图3中,将铜箔表面合格率、溶铜反应速度和ph稳定度这三个元素圈起。为了区别于超弧,p用虚线表示,至此已确定出产品的组成结构。最终产品质量由这三个元素的质量决定,由于溶铜反应速度v7和ph值稳定度v
11
在实际生产线中属于不同的加工阶段数据,因此可以用独立权重加权求和,而产品表面稳定度则和两者都有一定关系且是最重要的铜箔质量依据,利用前两者的加权求和结果获得一个系数,最后求平方均值,如下式所示:
[0058][0059]
[0060]
其中,权重数值的确定可以根据实际效果调整。
[0061]
v6是现存的大数据资源的一种,作为成品的组成部分,它不需要经过任何生产加工过程即可进入最终的产品装配流程,而v7和v
11
都只有唯一路径,两者的生产线分别如图4和图5所示。因此,可以采取供给侧稳定的决策模式,从生产线“自顶向下”计算生产线上数据单元的质量参数,即首先测度未经加工的数据元素的质量,然后依据质量传递函数依次计算下游每个数据元素的质量,直到生产线结束。
[0062]
鉴于v7和v
11
都只有唯一生产线,在引入质量参数和质量传递函数后计算生产线的可行性,若无法满足最低质量要求,则需要优化数据采集装置,比如提高实时性、精确性或抗干扰能力(如果装置的性能会受到外界环境影响)。故,为了后续产品质量的预测,需要所有获取的生产线均满足预设的数据质量要求(即最低质量要求)。
[0063]
步骤s3、在判断出所有获取的生产线均满足预设的数据质量要求后,利用bp神经网络设计出用于多个产品质量预测的第一回归网络模型,并基于所有获取生产线中的历史工艺参数作为训练样本,训练所述第一回归网络模型,以得到训练好的第一回归网络模型,且进一步读取所有获取生产线中的当前工艺参数,导入所述训练好的第一回归网络模型中求解,所求得的解即为多个产品质量的最终预测值。
[0064]
具体过程为,在步骤s2中,确定所有获取的生产线均满足预设的数据质量要求后,设训练数据集为d,|d|为其样本容量,即样本个数,每个样本有n个工艺参数。设定产品质量预测指标为连续值,包括设l1为ph值稳定度和l2为铜箔表面合格率。
[0065]
此时,用于质量预测的结构化数据格式,如下表4所示。
[0066]
表4:质量预测的结构化数据格式
[0067][0068]
表4中,表示同一加工过程中的不同工艺参数,取值可以为连续型变量也可以为离散型变量,上标表示样本编号,下标表示不同的工艺参数编号。
[0069]
铜箔生产线上采集得到的数据均为连续值,而最后预测值也是连续的,因此该问题是一个回归问题。对于该回归问题,建立多隐层的深度bp神经网络,按照表4的结构化数据格式将输入转化为1
×
n的行矩阵,输出则是一个1
×
2的行矩阵,以得到用于多个产品质量(如,包括ph值稳定度和铜箔表面合格率)预测的第一回归网络模型。
[0070]
为了防止两特征数值差异较大影响网络的训练效果,使用归一化将特征量化到统一的区间。由于生产线上传感器的精度容易受到外界环境的影响,数据难免有异常值,因此损失函数使用huber损失函数,该函数对异常值具有更好的鲁棒性,优化器则使用adam算法。
[0071]
具体的神经元数和层数可以依据第一回归网络模型实际表现效果不断修正,训练
第一回归网络模型时使用k折交叉验证,在|d|较小的情况下可以更充分的利用现有数据测试算法效果,从而得到训练好的第一回归网络模型。其中,|d|会随着加工过程的进行不断增大,第一回归网络模型可以不断进行训练,预测效果也会不断提升。
[0072]
待第一回归网络模型训练完毕并保存后,只需要读取当前各工艺参数作为输入数据传递给模型,就可以得到ph稳定度和铜箔表面合格率的预测值。
[0073]
在本发明实施例中,还能基于步骤s3的基础上,进一步实现工艺参数优化。此时,所述方法进一步包括:
[0074]
获取待优化的多个特定工艺参数,并利用bp神经网络设计出用于多个特定工艺参数待优化的第二回归网络模型,且进一步基于所有获取生产线中除多个特定工艺参数之外的工艺参数的历史值及产品质量的历史值作为训练样本,训练得到已训练好的第二回归网络模型;以及
[0075]
读取所有获取生产线中除多个特定工艺参数之外的工艺参数的当前值及产品质量的当前值,并导入所述训练好的第二回归网络模型中求解,所求得的解即为多个特定工艺参数的最终优化值。
[0076]
即,工艺参数优化模型(即第二回归网络模型)的结构和产品质量预测模型(即第一回归网络模型)相似,只是输入数据剔除了待优化的多个特定工艺参数而加入了ph稳定度与铜箔表面合格率,而输出值为待优化的多个特定工艺参数。第二回归网络模型训练完毕并保存后,将实际工艺参数数据和人为构造合理的ph稳定度与铜箔表面合格率数据输入至模型,即可得到优化后的工艺参数。
[0077]
用于机器学习的工艺参数优化数据格式如下表5所示。新增列表示待优化的多个指定工艺参数。
[0078]
表5:质量预测的结构化数据格式
[0079][0080]
由此可见,本发明可以针对铜箔生产中溶铜和电解工艺进行工业大数据建模和工艺参数优化,利用超图建立嵌入质量的工业bdp模型,成功表达了工艺参数数据的传递、加工和质量求解,并利用bp神经网络设计回归网络模型,实现了产品质量的预测与工艺参数的优化。
[0081]
如图6所示,为本发明实施例中,提供的一种面向工业铜箔生产的产品质量预测系统,包括:
[0082]
超图模型建立单元110,用于基于铜箔生产的实际工序及原始数据,使用超图建立嵌入质量的工业bdp超图模型;
[0083]
可行bdp生产线获取单元120,用于结合根据铜箔生产的实际加工逻辑,获取所述
工业bdp超图模型中所有涉及产品质量的生产线;
[0084]
产品质量预测单元130,用于在判断出所有获取的生产线均满足预设的数据质量要求后,利用bp神经网络设计出用于多个产品质量预测的第一回归网络模型,并基于所有获取生产线中的历史工艺参数作为训练样本,训练所述第一回归网络模型,以得到训练好的第一回归网络模型,且进一步读取所有获取生产线中的当前工艺参数,导入所述训练好的第一回归网络模型中求解,所求得的解即为多个产品质量的最终预测值。
[0085]
其中,还包括:工艺参数优化单元,其中,
[0086]
所述工艺参数优化单元,用于获取待优化的多个特定工艺参数,并利用bp神经网络设计出用于多个特定工艺参数待优化的第二回归网络模型,且进一步基于所有获取生产线中除多个特定工艺参数之外的工艺参数的历史值及产品质量的历史值作为训练样本,训练得到已训练好的第二回归网络模型;以及
[0087]
读取所有获取生产线中除多个特定工艺参数之外的工艺参数的当前值及产品质量的当前值,并导入所述训练好的第二回归网络模型中求解,所求得的解即为多个特定工艺参数的最终优化值。
[0088]
其中,所述工业bdp超图模型为溶铜与电解bdp生产系统的超图模型。
[0089]
实施本发明实施例,具有如下有益效果:
[0090]
本发明使用超图建立嵌入质量的工业bdp模型,可以成功表达工艺参数数据的传递、加工和质量求解,并在确保数据质量符合要求后,利用bp神经网络描述工艺参数与产品质量的关系,对不同工艺参数下产品质量进行预测和分析,实现产品质量的准确预测,还进一步实现了工艺参数优化。
[0091]
值得注意的是,上述系统实施例中,所包括的各个单元只是按照功能逻辑进行划分的,但并不局限于上述的划分,只要能够实现相应的功能即可;另外,各功能单元的具体名称也只是为了便于相互区分,并不用于限制本发明的保护范围。
[0092]
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,所述的程序可以存储于一计算机可读取存储介质中,所述的存储介质,如rom/ram、磁盘、光盘等。
[0093]
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1