一种多个相机拍照图像的拼接方法与流程
1.本发明涉及图像测量技术领域,尤其涉及一种多个相机拍照图像的拼接方法。
背景技术:
2.图像测量技术是一种把相机所拍摄的工件图像作为信息传递的载体,依据视觉的原理和数字图像处理技术对物体的成像图像进行分析研究,从而得到需要测量的信息的新型技术,目前已经成功应用于很多领域。图像测量方法具有非接触、高速度、动态范围大、信息丰富等优点,受到国内外测量领域的重视。
3.由于单个相机的拍照范围有限,对于如管材、纤维布匹等长度较长的工件,单个相机的视野无法容纳工件的整体,只能获取工件的局部图像,因此图像测量技术也无法对工件的整体进行测量,只能测量工件的局部,测量结果不能真正反应工件的状态。
4.鉴于上述问题,本设计人基于从事此类产品工程应用多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,提供一种多个相机拍照图像的拼接方法,能够获取长度较长的工件的整体图像。
技术实现要素:
5.本发明的目的就是针对现有技术中存在的缺陷提供一种多个相机拍照图像的拼接方法,通过使用多个工业相机对工件的不同部位拍照然后拼接,能够获取长度较长的工件的整体图像。
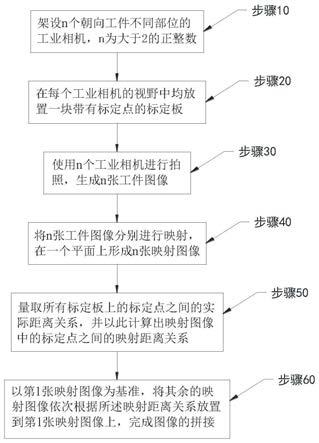
6.为了达到上述目的,本发明提供一种多个相机拍照图像的拼接方法,包括:步骤10:架设n个朝向工件不同部位的工业相机,n为大于2的正整数;步骤20:在每个工业相机的视野中均放置一块带有标定点的标定板;步骤30:使用n个工业相机进行拍照,生成n张工件图像;步骤40:将n张工件图像分别进行映射,在一个平面上形成n张映射图像;步骤50:量取所有标定板上的标定点之间的实际距离关系,并以此计算出映射图像中的标定点之间的映射距离关系;步骤60:以第1张映射图像为基准,将其余的映射图像依次根据所述映射距离关系放置到第1张映射图像上,完成图像的拼接。
7.进一步地,在所述步骤20中,标定点包括主标定点和副标定点,所有标定板上主标定点和副标定点的间隔相等,且均在一条水平直线上。
8.进一步地,在所述步骤30中,包括:计第n个相机拍照生成的工件图像中,将主标定点的中心点作为原点,提取每个像素点的对应坐标为(x
an
,y
an
,z
an
),每个像素点对应的颜色信息为f
n
(x
an
,y
an
,z
an
)。
9.进一步地,在所述步骤40中,包括:
计算第n个映射图像中,每个像素点的对应坐标为(x
bn
,y
bn
,z
bn
),每个像素点对应的颜色信息为g
n
(x
bn
,y
bn
,z
bn
)=f
n
(x
an
,y
an
,z
an
),其中,。
10.进一步地,在所述步骤50中,包括:获取第1张映射图像中主标定点中心点和副标定点中心点之间的间距记为l
b
;量取第1个标定板上的主标定点中心点和副标定点中心点之间的实际距离记为l
a
;量取第n个标定板上的主标定点中心点到第1个标定板上的主标定点中心点的实际距离w
n
。
11.进一步地,在所述步骤60中,包括:设置第n张映射图像的映射距离k
n
=l
b
/l
a
*w
n
;计算图像拼接后形成的完整图像中,每个像素点的对应坐标为(x
f
,y
f
),每个像素点对应的颜色信息为f(x
f
,y
f
),则,f(x
f
,y
f
)=g1(x
b1
,y
b1
,z
b1
)或g2(x
b2
,y
b2
,z
b2
)
……
或g
n
(x
bn
,y
bn
,z
bn
),其中,x
f
=x
b1
或x
b2
+k2……
或x
bn
+k
n
,y
f=
y
b1
或y
b2
……
或y
bn
。
12.进一步地,在所述步骤10,还包括:工业相机安装后,每两个相邻工业相机的视野边缘相抵。
13.进一步地,在所述步骤20中,还包括:在工件上放置偏移板,偏移板上设置有n个偏移台;每个标定板固定安装在对应的一个偏移台上,且标定板相邻的两边与偏移台的两边贴合。
14.进一步地,在所述步骤40和所述步骤50之间,还包括以下步骤:步骤45;获取每张所述映射图像中主标定点中心点和副标定点中心点之间的间距,将第1张所述映射图像中的所述间距记为l
b
,对于所述间距不等于l
b
的所述映射图像对应的工业相机进行高度的调整,再重复执行步骤30~步骤45,直至所有的所述间距均相等后再执行步骤50。
15.进一步地,主标定点的直径大于副标定点的直径。
16.通过本发明的技术方案,可实现以下技术效果:通过使用多个工业相机对工件的不同部位拍照然后进行拼接,能够获取长度较长的工件的整体图像,从而为后续的图像测量技术提供图像基础。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,
还可以根据这些附图获得其他的附图。
18.图1为本发明实施例中多个相机拍照图像的拼接方法的流程示意图;图2为本发明实施例中工业相机、标定板和偏移板放置位置示意的主视图;图3为本发明实施例中工业相机、标定板和偏移板放置位置示意的俯视图;图4为本发明实施例中映射图像拼接前的示意图;图5为本发明实施例中映射图像拼接后的示意图;附图标记:标定板1、主标定点11、副标定点12、偏移板2。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
20.在本发明的描述中,需要说明的是,属于“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.一种多个相机拍照图像的拼接方法,如图1~5所示,步骤包括:步骤10:架设n个朝向工件不同部位的工业相机,n为大于2的正整数;步骤20:在每个工业相机的视野中均放置一块带有标定点的标定板1;步骤30:使用n个工业相机进行拍照,生成n张工件图像;步骤40:将n张工件图像分别进行映射,在一个平面上形成n张映射图像;步骤50:量取所有标定板1上的标定点之间的实际距离关系,并以此计算出映射图像中的标定点之间的映射距离关系;步骤60:以第1张映射图像为基准,将其余的映射图像依次根据映射距离关系放置到第1张映射图像上,完成图像的拼接。
22.具体的,本拼接方法通过使用多个工业相机对工件的不同部位拍照然后进行拼接,能够获取长度较长的工件的整体图像,从而为后续的图像测量技术提供图像基础。
23.在步骤20中,标定点包括主标定点11和副标定点12,所有标定板1上主标定点11和副标定点12的间隔相等,且均在一条水平直线上。优选的,主标定点11的直径大于副标定点12的直径,使主标定点11和副标定点12便于区分,防止发生识别错误影响拼接的准确性。
24.在步骤30中,包括:计第n个相机拍照生成的工件图像中,将主标定点11的中心点作为原点,提取每个像素点的对应坐标为(x
an
,y
an
,z
an
),每个像素点对应的颜色信息为f
n
(x
an
,y
an
,z
an
)。每个工业相机拍摄的图像所形成的坐标是单独的,此表达方法为第1~n个工件图像的一种通用表达式,其具体为:在第1个工件图像中为(x
a1
,y
a1
,z
a1
)和f1(x
a1
,y
a1
,z
a1
),在第2个工件图像中为(x
a2
,y
a2
,z
a2
)和f2(x
a2
,y
a2
,z
a2
)
……
则在第n个工件图像中为(x
an
,y
an
,z
an
)和f
n
(x
an
,y
an
,z
an
)。
25.本步骤30像素点坐标的具体含义为利用坐标记录工业相机拍摄到的图像中每个像素点的颜色信息,从而通过坐标数值的对应关系,使每个像素点的颜色信息可以传递至映射图像和最终拼接的图像中,从而形成图像。
26.在步骤40中,包括:计算第n个映射图像中,每个像素点的对应坐标为(x
bn
,y
bn
,z
bn
),每个像素点对应的颜色信息为g
n
(x
bn
,y
bn
,z
bn
)=f
n
(x
an
,y
an
,z
an
),其中,。同前述,此表达方法为第1~n个映射图像的一种通用表达式。
27.由于在安装工业相机的过程中会无法避免地产生安装误差,导致工业相机的角度可能会产生轻微的歪斜,本步骤40的本质即为将每个工件图像映射至z=0的平面上,从而消除工业相机安装角度的影响,保证图像能够顺利拼接。算式的具体含义为,将图像的每个映射前的坐标与每个映射后的坐标一一对应,从而使映射图像上也获得像素点坐标与像素点颜色信息的对应关系。例如,第1个工件图像为灰度图像,其中一个像素点的坐标为(1,1,1),其灰度值为60,则f1(1,1,1)=60,经过映射矩阵t的计算,则说明第1个映射图像的(1,1,0)处的像素点的颜色信息为g1(1,1,0)=f1(1,1,1)=60,同理求出其他第1个工件图像上的坐标点经过映射矩阵t相乘后所得的坐标,即可得到第1个映射图像的坐标值与颜色信息的对应关系,进而用相同的方法求出其他映射图像的坐标值与颜色信息的对应关系,从而形成映射图像。
28.在步骤50中,包括:获取第1张映射图像中主标定点11中心点和副标定点12中心点之间的间距记为l
b
;量取第1个标定板1上的主标定点11中心点和副标定点12中心点之间的实际距离记为l
a
;量取第n个标定板1上的主标定点11中心点到第1个标定板1上的主标定点11中心点的实际距离w
n
。
29.由于每个工业相机拍摄的图像所形成的坐标是单独的,因此映射图像之间的坐标也是相互独立的,因此需要步骤50来获取映射图像的坐标系之间的位置关系,通过标定板1上的主标定点11中心点和副标定点12中心点之间在映射图像的间距l
b
和实际距离l
a
,即可得出实际的距离反映在映射图像上的距离,从而通过第n个标定板1上的主标定点11中心点到第1个标定板1上的主标定点11中心点的实际距离w
n
即可计算出所有映射图像的坐标系之间的位置关系,从而进行拼接。
30.在步骤60中,包括:设置第n张映射图像的映射距离k
n
=l
b
/l
a
*w
n
;计算图像拼接后形成的完整图像中,由于映射图像已经在同一个平面内,z维度对图片已经没有影响,因此每个像素点的对应坐标可直接计为(x
f
,y
f
),每个像素点对应的颜色信息为f(x
f
,y
f
),
则,f(x
f
,y
f
)=g1(x
b1
,y
b1
,z
b1
)或g2(x
b2
,y
b2
,z
b2
)
……
或g
n
(x
bn
,y
bn
,z
bn
),其中,x
f
=x
b1
或x
b2
+k2……
或x
bn
+k
n
,y
f=
y
b1
或y
b2
……
或y
bn
。
31.本步骤60的含义为将第2~n张映射图像依次放置在第1张映射图像的右侧,第2~n张映射图像均根据映射距离k
n
使自身坐标关联至第1张映射图像,然后使(x
f
,y
f
)对应上第1~n张的所有映射图像的坐标值,并获得对应的颜色值,从而形成图像。例如,第1~n张映射图像中,每张映射图像在自身的坐标系中,都有坐标为(1,1,0)的像素点的灰度值为60,即g1(1,1,0)、g2(1,1,0)
……
g
n
(1,1,0)均为60,第2~n张映射图像的映射距离分别为k
1=
10、k
2=
20
……
k
n=
10n,则在完整图像中可以获得n个点的坐标与第1~n张映射图像的坐标值对应,为:x
f
=x
b1
=1和y
f=
y
b1
=1、x
f
=x
b2
+k2=1+10=11和y
f=
y
b2
=1
……
x
f
=x
bn
+k
n
和y
f
=y
bn
,坐标对应后,对应点的f(x
f
,y
f
)值即可分别获得对应的g1(1,1,0)、g2(1,1,0)
……
g
n
(1,1,0)的值,从而获得n个点的灰度值为60,同理再对其他坐标的像素点进行计算,最终可以获得整个图像所有像素点的颜色信息形成图像。
32.为了获得最大的拍摄范围,在步骤10,还包括:工业相机安装后,每两个相邻工业相机的视野边缘相抵。
33.在步骤20中,还包括:放置偏移板2,偏移板2上设置有n个偏移台;每个标定板1固定安装在对应的一个偏移台上,且标定板1相邻的两边与偏移台的两边贴合。为了方便获得w
n
的数据,偏移台优选按照等间隔进行设置。
34.由于在安装工业相机的过程中会无法避免地产生安装误差,导致工业相机之间的高度可能会产生差异,则每个工业相机拍摄出来的工件的实际大小图像可能会存在差异,因此在步骤40和步骤50之间,还包括以下步骤:步骤45;获取每张映射图像中主标定点11中心点和副标定点12中心点之间的间距,将第1张映射图像中的间距记为l
b
,对于间距不等于l
b
的映射图像对应的工业相机进行高度的调整,再重复执行步骤30~步骤45,直至所有的间距均相等后再执行步骤50,用于矫正相机位置,保证各个映射图像中工件形状保持一样的大小,避免拼接后的图像产生错位导致无法使用。
35.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1