钢铁表面缺陷判定规则管理系统的制作方法
1.本发明涉及工业大数据中知识管理技术领域,具体地,涉及一种钢铁表面缺陷判定规则管理系统。
背景技术:
2.钢铁企业生产具备生产流程长、工艺复杂、产品种类多、工序关联性强等特点,其产品质量存在评估维度多样化、稳定性差和受多工序、多要素综合影响等特点。而用户对于产品质量愈发严格和个性化的要求,对产品质量的在线控制和判定提出了越来越高的要求。作为钢铁质量的重要组成部分,钢铁表面质量由于异常种类、级别多,成因复杂等原因,其在线的控制、预警和个性化判定是钢铁质量控制、判定的一个痛点问题。
3.为保证钢铁表面质量稳定性和满足用户个性化等需求,提高用户满意度,需要基于用户个性化需求对钢铁全流程各工序的关键工艺过程、各工序表面检测和检化验等各类质量检测结果进行判定,以及时发现并处置生产异常、对表面质量进行个性化判定。当前各类判定主要依赖于来自专家经验、表面检测系统和数据挖掘等途径产生的各类规则,且规则分散于各个系统,不利于知识的管理与传承;而且缺乏基于历史数据的规则管理和优化系统,不利于规则的不断优化。
4.公开号为cn110400099a的发明专利,公开了一种带钢产品表面质量分级方法,基于表面检测仪拍到的带钢表面照片,经数据采集平台处理,根据设定的判定规则在qms质量管理系统平台中给出判定意见,经过mes系统进行判钢,实现用户定制化需求的产品分级方法;数采平台根据表检仪拍摄的照片提供以下:缺陷名称、位置信息、尺寸大小、缺陷等级;将带钢分为边部、中部、头尾部区域,每个区域又划分为多个单元格,每个单元格可以单独评价。
技术实现要素:
5.针对现有技术中的缺陷,本发明提供一种钢铁表面缺陷判定规则管理系统。
6.根据本发明提供的一种钢铁表面缺陷判定规则管理系统,所述方案如下:
7.一种钢铁表面缺陷判定规则管理的系统,所述系统包括:
8.数据源配置模块:从钢铁生产全生命周期数据中配置与规则相关的各类数据;
9.规则配置与验证模块:配置在线判定的数据处理规则和判定规则,验证有效性;
10.规则管理模块:管理已经配置好的规则的状态和执行方式;
11.规则监控模块:对规则在线执行的情况进行监控,基于规则判定结果和人工改判或者质量异议在内的实绩数据确定规则的有效性,以辅助业务人员确定规则是否需要优化;
12.规则优化和提取模块:基于专家经验和机器学习算法对现有规则进行优化,或者提取新规则。
13.优选的,所述数据源配置模块中与规则相关的各类数据包括:
14.钢卷全流程生产基本信息:从炼钢到成品产出的钢卷全流程对应生产机组,生产状态,钢卷入/出口卷号、钢卷入/出口重量、宽度和厚度规格信息,以及生产开始/结束时间;
15.工艺参数数据:钢铁生产全流程各个工序关键工艺参数实绩值、设定值及其控制限在内的相关数据;
16.表面缺陷数据:各个工序表面缺陷检测的数据;
17.检化验数据:各个工序对于成分、性能在内的相关检化验的数据;
18.质量异议数据:后工序、用户反馈在内的相关途径获得的质量异议的数据。
19.优选的,所述规则配置与验证模块中数据处理规则包括:指定规则针对的钢种、用户、异常数据的处理方式以及数据范围的过滤在内的相关规则。
20.优选的,所述规则配置与验证模块中判定规则为:设置需要判定的数据项、阈值和对应等级在内的相关规则。
21.优选的,所述规则配置与验证模块中判定规则包括:单个数据项与阈值的比较,单个数据项所属范围在内的相关选项,多个数据项判定规则之间的且、或关系。
22.优选的,所述规则配置与验证模块中规则验证为:利用历史数据执行配置好的规则,并对规则结果进行统计分析,验证规则是否可行。
23.优选的,所述规则管理模块中管理规则状态是:管理规则在线执行、测试和下线的状态。
24.优选的,所述规则管理模块中管理规则执行方式是:确定规则是按照调用触发执行还是定周期执行;
25.若按照调用触发执行,则需配置制造执行系统等在线系统调用规则接口的格式;
26.若定周期执行则需要配置其执行频率信息。
27.优选的,所述规则优化和提取模块中规则优化为:调整规则适用范围、阈值在内的参数,分析调整前后规则准确率的情况。
28.优选的,所述规则优化和提取模块中规则提取是:基于关联规则、决策树、分箱在内的相关算法建立预测模型,提取相关规则。
29.与现有技术相比,本发明具有如下的有益效果:
30.1、集成钢铁生产各系统表面缺陷相关规则,实现规则的集中管理,有利于知识的收集与传承;
31.2、集成表面缺陷规则相关的数据及规则常用的运算方式,并基于历史数据对规则有效性进行验证,提高规则配置的效率与准确性,进而提高生产过程或者产品质量的稳定性;
32.3、可在线监控规则执行效果并对其进行优化,有助于不断提高规则的稳定性和有效性;
33.4、基于专家经验及机器学习等算法进行规则提取,有助于提高知识发现的效率和准确性。
附图说明
34.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、
目的和优点将会变得更明显:
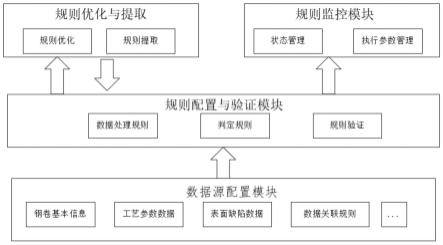
35.图1为钢铁生产判定规则管理系统框架示意图。
具体实施方式
36.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
37.本发明实施例提供了一种钢铁表面缺陷判定规则管理系统,将钢铁企业中分散在各个系统的钢铁表面缺陷相关的规则进行统一管理,并基于大数据分析技术进行规则的提取和优化。参照图1所示,该系统包括:数据源配置模块、规则配置与验证模块、规则管理模块、规则监控模块、规则优化和提取模块,具体如下:
38.1)、数据源配置模块:用于从钢铁生产全生命周期数据中配置与规则相关的各类数据;
39.其中,与规则相关的各类数据包括:
40.钢卷全流程生产基本信息:从炼钢到成品产出的钢卷全流程对应生产机组,生产状态,钢卷入/出口卷号、钢卷入/出口重量、宽度和厚度规格信息,以及生产开始/结束时间;
41.工艺参数数据:钢铁生产全流程各个工序关键工艺参数实绩值、设定值及其控制限等数据;
42.表面缺陷数据:各个工序表面缺陷检测的数据;
43.检化验数据:各个工序对于成分、性能等检化验的数据;
44.质量异议数据:后工序、用户反馈等途径获得的质量异议的数据。
45.其中,配置数据为从选择数据表以及各个表之间的关联方式等设置,使得数据能够串接在一起供规则使用。
46.2)、规则配置与验证模块:为配置数据处理和判定规则,并验证其有效性,以用于在线判定。
47.其中,数据处理规则包括但不限于指定规则针对的钢种、用户、异常数据的处理方式以及数据范围的过滤等规则。
48.判定规则为设置需要判定的数据项、阈值和对应等级在内的相关规则。
49.判定规则包括但不限于单个数据项与阈值的比较,单个数据项所属范围等选项,多个数据项判定规则之间的且、或等关系;
50.规则验证为利用历史数据执行配置好的规则,并对规则结果进行统计分析,验证规则是否可行。
51.3)、规则管理模块:用于管理已经配置好的规则的状态和执行方式;
52.其中,管理规则状态是管理规则在线执行、测试和下线的状态。
53.管理规则执行方式是:确定规则是按照调用触发执行还是定周期执行,若按照调用触发执行,则需配置制造执行系统等在线系统调用规则接口的格式;若定周期执行则需要配置其执行频率信息。
54.4)、规则监控模块:用于对规则在线执行的情况进行监控,基于规则判定结果和人工改判或者质量异议等实绩数据确定规则的有效性,以辅助业务人员确定规则是否需要优化。
55.5)、规则优化和提取模块:基于专家经验和机器学习算法对现有规则进行优化,或者提取新规则。
56.其中,规则优化为:调整规则适用范围、阈值等参数,分析调整前后规则准确率的情况,提高规则有效性。
57.规则提取是基于关联规则、决策树、分箱等算法建立预测模型,提取相关规则。
58.接下来,对本发明进行更为具体的说明。
59.本发明提供的一种钢铁生产判定规则管理系统,主要针对判定钢铁表面缺陷是否能够满足用户质量要求。本实施例包含:数据源配置模块、规则配置与验证模块、规则监控模块、规则监控模块,以及规则优化与提取模块。
60.数据源配置模块:
61.本模块用于从钢铁生产全生命周期数据中配置与规则相关的各类数据:
62.a)、钢卷全流程生产基本信息:从炼钢到成品产出的钢卷全流程对应生产机组,生产状态,钢卷入/出口卷号、钢卷入/出口重量、宽度和厚度规格信息、生产开始/结束时间;
63.b)、表面缺陷数据:各个工序表面缺陷检测的数据;
64.c)、质量异议数据:用户反馈的质量异议。
65.配置数据之间的关联为按照卷号+机组号的方式将数据进行关联。
66.规则配置与验证模块:
67.本模块为配置表面缺陷中红铁皮的判定规则,本规则适用范围为钢种a,最终用户为用户a的产品,并删除钢卷号存在非数字的异常卷;判定规则为若红铁皮缺陷长度大于80mm或者宽度大于30mm则判定为不合格品,其他为合格品,参照表1所示。
68.基于历史缺陷数据和质量异议数据进行验证,规则总体准确率达到98%以上满足要求。
69.表1
[0070] 判定合格判定不合格用户接受9005用户拒收10150
[0071]
规则管理模块:
[0072]
前述规则验证通过,配置为在线执行规则,按照每小时执行一次的频次对产品进行判定。
[0073]
规则监控模块:
[0074]
本模块基于用户质量异议数据对规则的有效性进行判定,判定公式为:因红铁皮质量异议数量/用户接收钢卷总数>2.5%,则规则判定为需优化。
[0075]
规则优化和提取模块:
[0076]
参照表2所示,上述规则执行一段时间后,因用户要求变严格,根据用户质量异议情况,需对其进行优化,规则设定为若红铁皮缺陷长度大于75mm或者宽度大于25mm则判定为不合格品,优化后规则根据最新数据验证结果如下,满足要求,更新后重新上线运行。
[0077]
表2
[0078] 判定合格判定不合格用户接受8508用户拒收8200
[0079]
进一步,根据用户反馈需要设置边线缺陷的判定规则,由于边线主要只关心缺陷长度,基于分箱算法可得规则为:若边线长度>50mm则判定为不合格品。
[0080]
本发明实施例提供了一种钢铁表面缺陷判定规则管理系统,以将钢铁企业中分散于各个系统的与钢铁表面缺陷判定相关的规则进行统一的管理,监控,并基于历史数据进行规则优化和提取。
[0081]
本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统及其各个装置、模块、单元以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统及其各个装置、模块、单元以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同功能。所以,本发明提供的系统及其各项装置、模块、单元可以被认为是一种硬件部件,而对其内包括的用于实现各种功能的装置、模块、单元也可以视为硬件部件内的结构;也可以将用于实现各种功能的装置、模块、单元视为既可以是实现方法的软件模块又可以是硬件部件内的结构。
[0082]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1