一种用于提高条形码扫码识别率的装置的制作方法
机构中的螺母套设一号螺栓螺母机构中螺栓的另一端上,且一号螺栓螺母机构中的螺母与 一号螺栓螺母机构中螺栓螺纹连接;
9.进一步地,所述二号l型连接件中的一侧侧壁与一号铝型材通过二号螺栓螺母机构 拆卸连接,二号l型连接件中的一侧侧壁上加工有二号连接通孔,二号螺栓螺母机构中 螺栓的一端穿过二号连接通孔并设置在一号铝型材对应的嵌槽中,二号螺栓螺母机构中的 螺母套设二号螺栓螺母机构中螺栓的另一端上,且二号螺栓螺母机构中的螺母与二号螺栓 螺母机构中螺栓螺纹连接;
10.进一步地,所述二号l型连接件中的另一侧侧壁与二号铝型材通过三号螺栓螺母机 构拆卸连接,二号l型连接件中的另一侧侧壁上加工有三号连接通孔,三号螺栓螺母机 构中螺栓的一端穿过三号连接通孔并设置在二号铝型材对应的嵌槽中,三号螺栓螺母机构 中的螺母套设三号螺栓螺母机构中螺栓的另一端上,且三号螺栓螺母机构中的螺母与三号 螺栓螺母机构中螺栓螺纹连接;
11.本发明与现有技术相比具有以下有益效果:
12.本发明提供的一种用于提高条形码扫码识别率的装置,可以通过摆动驱动装置调整扫 码器的工作角度,在工作时提高了扫码器的工作范围,使扫码器的扫码广角变大,可以对 区域内的条形码进行识别,有效避免了由于条形码打印位置误差导致扫码器无法读取的问 题,保证了生产的连续性、生产效率、良品率和可追溯性,同时通过一号l型连接件上 的条形孔和一号铝型材上的嵌槽,可以从x方向与y方向调整扫码器的初始范围,这样 在对于批量工件扫码时可以根据工件尺寸预先调整扫码器的设置位置,进一步提高了扫码 的准确性。
附图说明
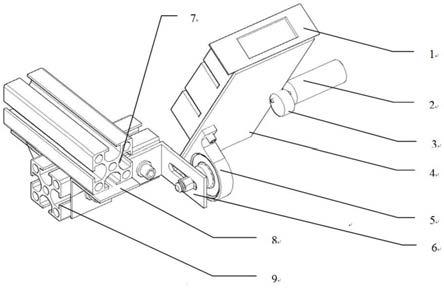
13.图1为本发明的轴侧图;
14.图中:1扫码器、2直流电机、3偏心轮、4扫码器固定架、5带轴承的轴承座、6一 号l型连接件、7一号铝型材、8二号l型连接件和9二号铝型材。
具体实施方式
15.具体实施方式一:参照图1说明本实施方式,本实施方式提供一种用于提高条形码扫 码识别率的装置,所述装置包括扫码器1、扫码器固定架4,带轴承的轴承座5、一号l 型连接件6、一号铝型材7、二号l型连接件8、二号铝型材9和摆动驱动组件;
16.所述扫码器1设置在扫码器固定架4上,且扫码器1与扫码器固定架4通过螺栓紧固 连接,带轴承的轴承座5设置在扫码器固定架4的背侧,且带轴承的轴承座5中轴承的轴 线与扫码器固定架4的背侧平行设置,带轴承的轴承座5中的轴承内部插设有销轴,销轴 的一端与轴承的轴承内圈固定连接,销轴的另一端的外圆面处加工有外螺纹,销轴的另一 端穿过一号l型连接件6的一侧侧壁并通过锁紧螺母与一号l型连接件6紧固连接,一 号l型连接件6的另一侧侧壁通过一号螺栓螺母机构与一号铝型材7拆卸连接,二号铝 型材9设置在一号铝型材7的上方,且二号铝型材9与一号铝型材7交叉设置,二号铝型 材9与一号铝型材7通过二号l型连接件8拆卸连接,二号铝型材9与扫码支架固定连 接,摆动驱动组件设置在扫码器固定架4的背侧,摆动驱动组件中的动力端与设备电机支 架固定连接,摆动驱动组
件中的动作端与扫码器固定架4的背侧接触,摆动驱动组件带动 扫码器固定架4绕销轴摆动。
17.本实施方式中提供了一种用于提高条形码扫码识别率的装置,可以通过摆动驱动装置 调整扫码器的工作角度,在工作时提高了扫码器的工作范围,使扫码器的扫码广角变大, 可以对区域内的条形码进行识别,有效避免了由于条形码打印位置误差导致扫码器无法读 取的问题,保证了生产的连续性、生产效率、良品率和可追溯性,同时通过一号l型连 接件上的条形孔和一号铝型材上的嵌槽,可以从x方向与y方向调整扫码器的初始范围, 这样在对于批量工件扫码时可以根据工件尺寸预先调整扫码器的设置位置,进一步提高了 扫码的准确性,在实际工作中,扫码器固定架4的初始位置如图1所示,与水平面呈锐角 设置,在摆动驱动组件驱动的情况下摆动角度在20
°‑
30
°
之间,其极限位置即扫码器固 定架4与水平面垂直,为了避免工作时摆动浮动过大,导致扫码器固定架4前倾而无法复 位,可以在带轴承的轴承座5的外圆面上设置一根复位弹簧,复位弹簧的一端与扫码器固 定架4的背侧固接,复位弹簧的另一端与带轴承的轴承座5的壳体外圆面固接。
18.具体实施方式二:参照图1说明本实施方式,本实施方式是对具体实施方式一所述的 摆动驱动组件作进一步限定,本实施方式中,所述摆动驱动组件包括直流电机2和偏心轮 3,所述直流电机2的壳体与设备电机支架固定连接,偏心轮3套装在直流电机2的输出 轴上,且偏心轮3的外圆面与与扫码器固定架4的背侧接触。其它组成及连接方式与具体 实施方式一相同。
19.本实施方式中电机2固定于设备电机固定支架处,可调整电机的前后左右位置,电机 连接偏心轮3,偏心轮与扫码器固定架6接触;未防止长期使用造成磨损,可在接触面适 当涂抹润滑材料,电机2通电后,带动偏心轮3转动,由于偏心轮与扫码器固定架6接触, 偏心轮3转动就会带动扫码器固定架6做一个摆动的往复运动,使固定于扫码器固定架6 的扫码器1做一个摆动动作,从而使扫描线做一个往复的运动,一般情况下,在工作时电 机2是始终启动的,也就是扫码器固定架4在工作时始终都会进行摆动,进而达到最大的 扫码广角,但是有些企业会设置专门人员进行远程扫码质检,在产品未经过扫码时是无法 进行后面的工序的,因此,为了应对于此种情况,可以在电机2上设置plc控制器或单 片机,使操作人员可以远程控制电机启停,当应对位置存在偏差的产品,只需要操作人员 远程控制电机转动一周即可,这种设置便于节省能源。
20.具体实施方式三:参照图1说明本实施方式,本实施方式是对具体实施方式二所述的 一号l型连接件6作进一步限定,本实施方式中,所述一号l型连接件6中与销轴连接 的一侧侧壁上沿该侧壁的长度方向加工有条形槽,销轴的另一端穿过条形槽并与设置在条 形槽外侧的锁紧螺母螺纹连接。其它组成及连接方式与具体实施方式二相同。
21.如此设置,通过条形槽调整扫码器固定架4与工件之间的距离。
22.具体实施方式四:参照图1说明本实施方式,本实施方式是对具体实施方式四所述的 防水层7作进一步限定,本实施方式中,所述一号l型连接件6中另一侧侧壁上加工有 一号连接通孔,一号螺栓螺母机构中螺栓的一端穿过一号连接通孔并设置在一号铝型材7 对应的嵌槽中,一号螺栓螺母机构中的螺母套设一号螺栓螺母机构中螺栓的另一端上,且 一号螺栓螺母机构中的螺母与一号螺栓螺母机构中螺栓螺纹连接。其它组成及连接方式与 具体实施方式三相同。
23.如此设置,通过一号铝型材7对应的嵌槽的长度调整扫码器固定架4与扫码器立架之 间的距离。
24.具体实施方式五:参照图1说明本实施方式,本实施方式是对具体实施方式四所述的 加固层9作进一步限定,本实施方式中,所述二号l型连接件8中的一侧侧壁与一号铝 型材7通过二号螺栓螺母机构拆卸连接,二号l型连接件8中的一侧侧壁上加工有二号 连接通孔,二号螺栓螺母机构中螺栓的一端穿过二号连接通孔并设置在一号铝型材7对应 的嵌槽中,二号螺栓螺母机构中的螺母套设二号螺栓螺母机构中螺栓的另一端上,且二号 螺栓螺母机构中的螺母与二号螺栓螺母机构中螺栓螺纹连接。其它组成及连接方式与具体 实施方式四相同。
25.具体实施方式六:参照图1说明本实施方式,本实施方式是对具体实施方式五所述的 绝缘层10作进一步限定,本实施方式中,所述二号l型连接件8中的另一侧侧壁与二号 铝型材9通过三号螺栓螺母机构拆卸连接,二号l型连接件8中的另一侧侧壁上加工有 三号连接通孔,三号螺栓螺母机构中螺栓的一端穿过三号连接通孔并设置在二号铝型材9 对应的嵌槽中,三号螺栓螺母机构中的螺母套设三号螺栓螺母机构中螺栓的另一端上,且 三号螺栓螺母机构中的螺母与三号螺栓螺母机构中螺栓螺纹连接。其它组成及连接方式与 具体实施方式五相同。
26.结合具体实施方式五和具体实施方式六中记载的内容,由于条形槽和一号铝型材7 对应的嵌槽的长度有限,为了避免干涉,调节的范围也有限,如果想进一步调整x方向 与y方向的距离可以通过调整一号铝型材7与二号铝型材9之间的位置关系,也可达到 预想的效果。
27.本发明已以较佳实施案例揭示如上,然而并非用以限定本发明,任何熟悉本专业的技 术人员,在不脱离本发明技术方案范围内,当可以利用上述揭示的结构及技术内容做出些 许的更动或修饰为等同变化的等效实施案例,但是凡是未脱离本发明技术方案的内容,依 据本发明的技术实质对以上实施案例所做的任何简单修改、等同变化与修饰,均仍属本发 明技术方案范围。
28.工作原理
29.本发明在使用时,首先将各个部件按照具体实施方式一至具体实施方式六中叙述的连 接关系连接好,根据所要扫码的工件尺寸可以适当调节扫码器固定架4与工件之间的初始 位置关系,达到最佳的扫码范围,工作时启动电机2,使电机2带动偏心轮3转动,偏心 轮3与扫码器固定架4背侧接触,实现了扫码器固定架4绕销轴进行摆动,增大了位于扫 码器固定架4上扫码器1的工作广角,便于对批量工件中偶尔存在条形码位置误差的工件 也可以进行准确扫码。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1