一种工艺路线生成方法、管理系统及介质与流程
1.本发明涉及工业生产管理领域,尤其是一种工艺路线生成方法、管理系统及介质
背景技术:
2.工艺路线是用来表示企业产品在企业的一个加工路线(加工顺序)和在各个工序中的标准工时的定额情况,其强调加工的顺序和工时定额情况,主要用于进行工序排产;
3.现有的工艺路线管理系统并没有与产成品信息和工艺参数信息进行详细的关联,其仅仅是在每一个工艺路线的某一处单独列明该工艺路线下的全部产成品信息和工艺参数信息,这样会导致管理人员无法清晰、直观的得出该工艺路线的各个工序的产成品信息和工艺参数信息,继而在工序排产中无法做到精准备料,造成生产缺料的情况。
技术实现要素:
4.本发明的第一目的是提供一种工艺路线生成方法
5.为了达到上述目的,本发明采用通过对工艺路线模板的每一个工序的产成品和工艺参数进行设置,使得每一个工序的投入信息和产成品信息都清晰,有利于排产中,各个工序备料的增加缓冲时间,降低出现生产缺料的情况:
6.一种工艺路线生成方法,应用在软件或者应用中,包括接收选定的工艺路线模板信息;
7.接收对工艺路线模板每一个工序的成品信息;接收对工艺路线模板每一个工序的工艺参数信息;结合接收到的成品信息、工艺参数设置信息和工艺路线模板信息形成实物工艺路线并输出mbom清单,其中,所述工艺路线模板为预先设定。
8.优选的,所述工艺参数信息包括:接收该工艺路线模板的资源信息、物控信息和管理信息。
9.优选的,所述资源信息包括生产设备信息、模具信息、生产周期信息和配置人员的信息;所述物控信息包括物料投入量信息和物料损耗量信息;所述管理信息包括检验类型信息和报工周期信息。
10.优选的,所述工艺路线模板的设定包括如下步骤:接收工艺路线名称信息;依次序的接收若干工序信息;相邻的两工序之间通过连接键进行连接,形成工艺路线模板,其中,所述工序信息为预先设定。
11.优选的,存储若干工艺路线模板,形成工艺路线库;接收各工艺路线模板的产成品类别信息;将产成品类别信息相同的工艺路线模板归类,限定各工艺路线模板的适用范围。
12.本发明的第二目的是提供一种所述存储介质上存储有第一发明目的的工艺路线生成方法。
13.本发明的第三目的是提供一种工艺路线管理系统,包括处理模块、存储模块和终端操作模块;所述存储模块包括工艺路线存储单元所述工艺路线存储单元用于存储若干工艺路线模板;所述终端操作模块包括工艺路线模板选取单元、成品设定单元和工艺参数设
定单元;所述工艺路线模板选取单元与所述工艺路线存储单元通信,并可采集工艺路线存储单元内的工艺路线模板;所述成品设定单元用于设定所选工艺路线模板每一个工序的成品信息;所述工艺参数设定单元用于设定所选工艺路线模板每一个工序的工艺参数信息;所述处理模板根据选定的工艺路线模板和设定的成品信息、工艺参数信息生成一实物工艺路线并输出mbom清单。
14.优选的,工艺路线管理系统还包括工艺路线模板生成模块;所述存储模块还包括工序存储单元,所述工序存储单元用于存储若干工序信息,所述工艺路线模板生成模块与所述工序存储单元、工艺路线模板存储单元通信,所述工艺路线模板生成模块用于采集所述工序存储单元内的工序信息,且依次序排列,形成工艺路线模板,并存储于所述工艺路线存储单元内。
15.优选的,所述工艺参数设定单元包括资源管理页签、物控模板页签和管理要点页签;所述资源管理页签用于设定生产设备信息、模具信息、生产周期信息和配置人员信息;所述物控模板页签用于设定物料投入量和物料损耗量;所述管理要点页签用于设定检验类型信息和报工周期信息,所述处理模块根据所述所述资源管理页签、物控模板页签和管理要点页签的信息,生成一工序,并存储于所述工序存储单元内。
16.与现有技术相比,本发明通过在工艺路线的每一个工序上详细的设定成品信息和资源信息、物控信息、管理信息,将投入和产出的相关信息细分到各个工序上,这样可以清晰的反映工艺路线的具体情况,增加排产时各个工序的备料缓冲时间,降低出现生产缺料的情况,同时根据管理信息可以清晰明确该工艺的管理要求,使管理更加的规范化。
附图说明
17.图1是本发明的管理系统的结构示意图;
18.图2是本发明的管理系统的终端操作模块的结构示意图;
19.图3是本发明的管理系统的工艺参数设定单元的结构示意图;
20.图4是本发明的管理系统的存储模块的结构示意图;
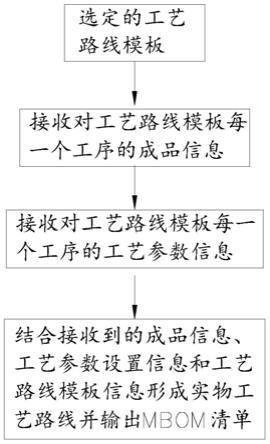
21.图5是本发明的工艺路线生产方法的流程示意图;
22.图6是本发明的工艺路线生产方法的工艺路线模板生成示意图;
23.图7是本发明的工艺路线生产方法的工艺路线模板的分类流程示意图。
具体实施方式
24.参见图1-4,本发明的第一个目的是提供一种工艺路线管理系统,包括相互通信的处理模块、存储模块、终端操作模块和工艺路线模板生成模块;所述存储模块包括工艺路线存储单元,所述工艺路线存储单元用于存储若干工艺路线模板;所述终端操作模块包括工艺路线模板选取单元、成品设定单元和工艺参数设定单元;所述工艺路线模板选取单元与所述工艺路线存储单元通信,并可采集工艺路线存储单元内的工艺路线模板;所述成品设定单元用于设定所选工艺路线模板每一个工序的成品信息,所述成品包括过程品和产成品;所述工艺参数设定单元用于设定所选工艺路线模板每一个工序的工艺参数信息;所述处理模板根据选定的工艺路线模板和设定的成品信息、工艺参数信息生成一实物工艺路线并输出mbom清单。
25.所述存储模块还包括工序存储单元,所述工序存储单元用于存储若干工序信息,所述工艺路线模板是通过工艺路线模板生成模块进行设定并产生的,所述工艺路线模板生成模块与所述工序存储单元、工艺路线模板存储单元通信,所述工艺路线模板生成模块通过采集所述工序存储单元内的工序信息,且依次序排列,形成工艺路线模板,并存储于所述工艺路线存储单元内,通过设定若干条工艺路线模板即形成工艺路线模板库。
26.所述工艺路线模板生成模块包括mbom设定单元、共有特征设定单元和物料分类设定单元;所述mbom设定单元用于设定该工艺路线模板的工序的产成品在是否有编码;所述共有特征设定单元同于设定产成品的属性特征;所述物料分类设定单元用于设定该工艺路线的最终产成品的物料分类信息。通过mbom设定单元、共有特征设定单元和物料分类设定单元的设定,将工艺路线模板设定了一系列的产成品类别信息,通过这些产成品类别信息将工艺路线库内的工艺路线进行分类,限定了各个工艺路线模板的适用范围,方便在后续选择工艺路线的时候需要在海量的工艺路线中选择适合的工艺路线。
27.所述工艺参数设定单元包括资源管理页签、物控模板页签和管理要点页签;所述资源管理页签用于设定生产设备信息、模具信息、生产周期信息和配置人员信息;所述物控模板页签用于设定物料投入量和物料损耗量;所述管理要点页签用于设定检验类型信息和报工周期信息,检验类型信息包括首检要求信息、自检要求信息、巡检要求信息和混合搭配检验信息,所述处理模块根据所述所述资源管理页签、物控模板页签和管理要点页签的信息,生成一工序,并存储于所述工序存储单元内。
28.参见图5-7,本发明的第二个目的是提供一种工艺路线生成方法,该方法包括如下步骤:
29.步骤1,通过工艺路线模板选取单元接收选定的工艺路线模板信息,所述工艺路线模板信息从工艺路线存储单元中调取;
30.步骤2,接收对工艺路线模板每一个工序的成品信息,所述成品信息包括中间工序的半成品信息和最后的产成品信息;
31.步骤3,接收对工艺路线模板每一个工序的工艺参数信息,该工艺参数信息包括接收该工艺路线模板的资源信息、物控信息和管理信息,所述资源信息包括生产设备信息、模具信息、生产周期信息和配置人员的信息;所述物控信息包括物料投入量信息和物料损耗量信息;所述管理信息包括检验类型信息和报工周期信息。;
32.结合接收到的成品信息、工艺参数设置信息和工艺路线模板信息形成实物工艺路线并输出mbom清单。
33.作为一种优选的方案,所述工艺路线模板信息的设定通过工艺路线模板生成模块进行如下步骤操作:
34.步骤1-1:接收工艺路线名称信息;
35.步骤1-2:依次序的接收若干工序信息,
36.步骤1-3:相邻的两工序之间通过连接键进行连接,形成工艺路线模板,存储若干工艺路线模板,形成工艺路线库;
37.其中,所述工序信息是通过工序管理模块进行信息设定,包括如下步骤:
38.步骤1-4:接收工序名称信息;
39.步骤1-5:接收工序类型信息,包括模具+设备生产类、纯设备生产类和纯手工作业
类;
40.步骤1-6:通过资源设定单元接收工序资源类型信息;
41.步骤1-7:通过物控模板设定单元接收工序物控类型信息;
42.步骤1-8:通过管理要点设定单元接收管理类型信息;
43.步骤1-9:根据接收到的工序信息生成一工序,存储若干工序,形成工序库。
44.作为一种优选的方案,当工艺路线模板生成后,可以对其进行分类设定,其步骤包括:
45.步骤1-10:通过mbom设定单元定义该工艺路线模板的工序的产成品在是否有编码;
46.步骤1-11:通过共有特征设定单元接收产成品的属性特征,所述属性特征是通过特征选择单元从物料特征库中进行采集;
47.步骤1-12:通过所述物料分类设定单元接收该工艺路线的产成品对应的物料分类信息;
48.步骤1-13:当产成品的mbom信息、产成品的属性特征和物料信息这些产成品类别信息都采集好后,将产成品类别信息相同的工艺路线模板归类,以此限定了各个工艺路线模板的适用范围,方便在后续选择工艺路线的时候需要在海量的工艺路线中选择适合的工艺路线。
49.本发明的第三个目的是提供一种存储介质,所述存储介质上存储有第二目的的工艺路线生成方法。
50.与现有技术相比,本发明通过在工艺路线的每一个工序上详细的设定成品信息和资源信息、物控信息、管理信息,将投入和产出的相关信息细分到各个工序上,这样可以清晰的反映工艺路线的具体情况,增加排产时各个工序的备料缓冲时间,降低出现生产缺料的情况,同时根据管理信息可以清晰明确该工艺的管理要求,使管理更加的规范化。
51.根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1