一种基于区块链的智能制造质量管理方法及系统与流程
1.本技术涉及智能制造的领域,尤其是涉及一种基于区块链的智能制造质量管理方法及系统。
背景技术:
2.cn201910882197.9公开了一种智能制造mes系统,其技术方案为包括基础建模模块、计划排程模块、综合生产模块、物流管理模块、质量管理模块、能源管理模块、设备管理模块、中控中心管理模块、异常andon模块;其中:所述基础建模模块用于完成对工厂布局的建立、产品信息的建立和外部资源的建立;所述计划排程模块用于建立生产订单、仓库进行材料准备及配送、工单排程、生产执行、检验、包装和生产入库;所述综合生产模块用于对生成全业务流程进行管理;所述物流管理模块用于管理生产领料管理流程和生产入库管理流程;所述质量管理模块用于对采购部门、车间部门、销售部门进行检验对象的维护,并用于对检验部门的检验和质管部门的判定;所述能源管理模块用于对工厂的能耗和环保进行监测并完成分析;所述设备管理模块用于采用设备点检定修策略和检修成本控制体系,对设备的基础数据、备品备件、设备检修和维护成本进行综合管理;覆盖设备从安装调试到生产运行、检修维护的全生命周期;所述中控中心管理模块基于可视化平台,汇集各采集点实时获取并传输的设备运行状态、计划执行状态、工艺加工状态、良率、效率的数据信息,形成一个包括数据采集管理中心、系统指令管理中心、数据控制管理中心、设备视频信号管理中心、设备异常报警中心于一体的监控管理工作平台;所述异常andon模块用于将包括生产缺料、设备故障、生产异常在内的异常呼叫信息直接传递至指定人员,包括时间节点在内的呼叫过程将自动记录。
3.该智能制造mes系统具有以下优点:实现智能制造全流程监控。
4.但是,该智能制造mes系统也具有以下缺点:只对工序完成与否进行监控,不能评价工序完成好坏的实际情况,监控手段不全面。
5.因此,需要一种能够评价工序完成状况的方法或系统。
技术实现要素:
6.为了解决工序完成状况无法评价的问题,本技术提供一种基于区块链的智能制造质量管理方法及系统。
7.本技术提供一种基于区块链的智能制造质量管理方法,包括以下步骤:步骤s1,工序监控,对工序进展进行监控和工序完成确认,并将信息上传至区块链平台;步骤s2,工序切换,根据实际工艺参数分析工序完成情况,选择工序切换策略;步骤s3,工程维护,对工程进行周期性预防维护,并将维护信息上传至区块链平台。
8.进一步的,所述步骤s1包括:步骤s11,工序生产信息监控,由生产监控模块对工序
进展实时监控,写入本地数据库并广播,由工程管理终端进行合法性验证,若所述合法性验证通过,则将生产信息标记时间戳打包入链;步骤s12,工序完成确认,由工程管理终端接收生产信息,确认工序完成后,将工序终止信号广播给其他区块链节点,并将工序终止信息标记时间戳打包入链;步骤s13,工序工艺参数监控,由生产记录模块对工序工艺参数进行实时记录,写入本地数据库并广播,由工程管理终端进行合法性验证,若所述合法性验证通过,则将工艺参数信息打包入链;步骤s14,工艺完成状况确认,由参数验证模块接收工序工艺参数信息,验证工艺参数是否合格,由工程管理终端进行合法性验证,若所述合法性验证通过,则将参数验证信息打包入链。
9.通过采用上述技术方案,对工序完成进行确认,防止工序遗漏导致跳工序的情况,并且统一控制工序的切换,确保了工序的流程顺序,降低了生产工序的错误发生率,保证了生产的稳定性;并且对工序完成状况进行评价,确保了工序完成符合预设要求,提高了对工序完成状况的识别能力。
10.进一步的,所述生产信息对工程管理终端开放访问权限,对客户访问终端拒绝访问,包括:工序开始时间信息、生产过程图像信息等;所述工序终止信息对工程管理终端和客户访问终端开放访问权限,包括:工序终止时间信息、工序终止图像信息;所述工艺参数信息对工程管理终端开放访问权限,对客户访问终端拒绝访问,包括:工艺温度、气体含量、设备功率、工艺时间等;所述参数验证信息对工程管理终端和客户访问终端开放访问权限。
11.通过采用上述技术方案,不同部门可通过工程管理终端掌握其他部门生产情况,使生产工厂内部流程透明化,提高了不同部门生产协作的工作效率;客户通过客户访问终端可访问指定的工序相关信息,保证了生产工厂的商业秘密的隐私性,同时提高了客户的满意度。
12.进一步的,所述步骤s14中,工艺参数验证方法为:将工序进展的实际工艺参数与预设工艺参数进行比对,计算偏离指数,判断实际工艺参数对预设工艺参数的偏离程度;所述实际工艺参数对预设工艺参数的偏离指数的计算方法为:,其中,λ表示为某项工艺参数的实际参数对预设参数的偏离指数,λ越接近1,则偏离程度越低,λ与1的差值越大,则偏离程度越高;t表示为实际工艺的时间参数;t表示为预设工艺的时间参数;表示为该项工艺参数的在i时刻的实际工艺参数;表示为该项工艺参数的在i时刻的预设工艺参数;当实际工艺参数对预设工艺参数的偏离指数λ低于第一阈值时,工艺完成状况不达标;当实际工艺参数对预设工艺参数的偏离指数λ超出第一阈值时,工艺完成状况达标,但工艺参数存在异常;当实际工艺参数对预设工艺参数的偏离指数λ超出第二阈值时,工艺完成状况达标且工艺参数正常。
13.通过采用上述技术方案,引入实际工艺参数对预设工艺参数的偏离指数,可评价工序的完成状况,保证了生产质量,降低了报废成本,提高了对工序完成状况的把握能力和
生产效率。
14.进一步的,所述步骤s12中,工序完成确认频次为1次/批次;所述步骤s14中,工序完成状况确认频次为:若实际工艺参数对预设工艺参数的偏离指数λ超出第二阈值,则工序完成状况确认频次为1次/9批次;若实际工艺参数对预设工艺参数的偏离指数λ超出第一阈值但低于第二阈值,则工序完成状况确认频次为1次/3批次,直至偏离指数λ超出第二阈值恢复为1次/9批次;若工艺完成状况不达标,则工序完成状况确认频次为1次/批次,直至偏离指数λ超出第一阈值恢复为1次/3批次,超出第二阈值恢复为1次/9批次。
15.通过采用上述技术方案,在工序完成确认频次固定的前提下,根据工艺参数的偏离情况调整工艺完成状况的确认频次,防止工序遗漏和工序顺序出错,同时降低了数据计算时间,提高了生产效率。
16.进一步的,所述步骤s2中,由工序切换模块接收到工序终止信号后,根据参数验证信息,验证工艺参数合格性结果,判断工序完成状况并选择工序调整策略:若工序完成状况达标且工艺参数正常,则直接向工序切换模块发送工序达标信号 ,由工序切换模块发送工序切换信号,控制进行下一工序开展;若工序完成状况达标但工艺参数存在异常,由工程管理终端对该批次产品进行特殊标记,并作异常处置,分析实际工序情况选择本工序返工或调整下一工序工艺参数;若工序完成状况不达标,由工程管理终端对该批次产品进行特殊标记,并作报废处置。
17.进一步的,所述步骤s3包括:步骤s31,设备维护,对所有设备按固定周期进行日常维护,并针对偏离程度超标的工序涉及的设备进行全面维护检查,将维护信息写入本地数据库并广播,由工程管理终端进行合法性验证,若所述合法性验证通过,则将维护信息标记时间戳打包入链;步骤s32,消耗品维护,对所有消耗品按固定周期进行日常维护,并针对偏离程度超标的工序设计的生产消耗品进行全面维护检查,将维护信息写入本地数据库并广播,由工程管理终端进行合法性验证,若所述合法性验证通过,则将维护信息标记时间戳打包入链;所述设备维护包括:搬送设备维护、清洗设备维护、生产设备维护、检查设备维护等;所述消耗品维护包括:工业气体维护、工业介质维护等;所述维护信息对工程管理终端和客户访问终端开放访问权限。
18.一种基于区块链的智能制造质量管理系统,包括:区块链平台、工程管理终端、工程部门终端、客户访问终端;所述工程管理终端、工程部门终端、客户访问终端与区块链平台通过区块链节点连接;所述区块链平台包括:本地数据库,用于存储大量工序相关数据;权限验证模块,用于验证不同终端权限,并授予不同访问权限;生产监控模块,用于监控工序进展并上传生产信息至区块链平台;生产记录模块,用于记录工序实际工艺参数并上传工艺参数信息至区块链平台;参数验证模块,用于接收工艺参数信息并验证实际工艺参数信息与预设工艺参数信息的偏差情况,并上传参数验证信息至区块链平台;维护信息记录模块,用于记录工程维护信息并上传至区块链平台。
19.进一步的,所述工程管理终端可获取区块链平台全部信息访问权限;所述客户访问终端可获取区块链平台中参数验证模块和维护信息记录模块上传信息的访问权限。
20.综上所述,本技术包括以下有益技术效果:1.对工序完成进行确认,防止工序遗漏导致跳工序的情况,并且统一控制工序的切换,确保了工序的流程顺序,降低了生产工序的错误发生率,保证了生产的稳定性;2.引入实际工艺参数对预设工艺参数的偏离指数,可评价工序的完成状况,确保了工序完成符合预设要求,保证了生产质量,降低了报废成本,提高了对工序完成状况的识别能力,并提高了生产效率;3.在工序完成确认频次固定的前提下,根据工艺参数的偏离情况调整工艺完成状况的确认频次,防止工序遗漏和工序顺序出错,同时降低了数据计算时间,提高了生产效率。
21.4.不同部门可通过工程管理终端掌握其他部门生产情况,使生产工厂内部流程透明化,提高了不同部门生产协作的工作效率;客户通过客户访问终端可访问指定的工序相关信息,保证了生产工厂的商业秘密的隐私性,同时提高了客户的满意度。
附图说明
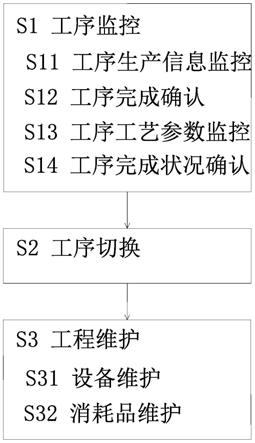
22.图1是本技术实施例的一种基于区块链的智能制造质量管理方法的步骤图。
23.图2是本技术实施例的一种基于区块链的智能制造质量管理系统的结构图。
24.附图标记说明:1、区块链平台;2、本地数据库;3、权限验证模块;4、生产监控模块;5、生产记录模块;6、参数验证模块;7、维护信息记录模块;8、工程管理终端;9、客户访问终端。
具体实施方式
25.下面对照附图,通过对实施例的描述,本技术的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理、制造工艺及操作使用方法等,作进一步详细的说明,以帮助本领域技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解。为方便说明,本技术提及方向以附图所示方向为准。
26.参照图1-图2所示,一种基于区块链的智能制造质量管理方法,包括以下步骤:步骤s1,工序监控,对工序进展进行监控和工序完成确认,并将信息上传至区块链平台1;步骤s2,工序切换,根据实际工艺参数分析工序完成情况,选择工序切换策略;步骤s3,工程维护,对工程进行周期性预防维护,并将维护信息上传至区块链平台1。
27.所述步骤s1包括:步骤s11,工序生产信息监控,由生产监控模块4对工序进展实时监控,写入本地数据库2并广播,由工程管理终端8进行合法性验证,若所述合法性验证通过,则将生产信息标记时间戳打包入链;步骤s12,工序完成确认,由工程管理终端8接收生产信息,确认工序完成后,将工序终止信号广播给其他区块链节点,并将工序终止信息标记
时间戳打包入链;步骤s13,工序工艺参数监控,由生产记录模块5对工序工艺参数进行实时记录,写入本地数据库2并广播,由工程管理终端8进行合法性验证,若所述合法性验证通过,则将工艺参数信息打包入链;步骤s14,工艺完成状况确认,由参数验证模块6接收工序工艺参数信息,验证工艺参数是否合格,由工程管理终端8进行合法性验证,若所述合法性验证通过,则将参数验证信息打包入链。
28.所述生产信息对工程管理终端8开放访问权限,对客户访问终端9拒绝访问,包括:工序开始时间信息、生产过程图像信息等;所述工序终止信息对工程管理终端8和客户访问终端9开放访问权限,包括:工序终止时间信息、工序终止图像信息;所述工艺参数信息对工程管理终端8开放访问权限,对客户访问终端9拒绝访问,包括:工艺温度、气体含量、设备功率、工艺时间等;所述参数验证信息对工程管理终端8和客户访问终端9开放访问权限。
29.所述步骤s14中,工艺参数验证方法为:将工序进展的实际工艺参数与预设工艺参数进行比对,计算偏离指数,判断实际工艺参数对预设工艺参数的偏离程度;所述实际工艺参数对预设工艺参数的偏离指数的计算方法为:,其中,λ表示为某项工艺参数的实际参数对预设参数的偏离指数,λ越接近1,则偏离程度越低,λ与1的差值越大,则偏离程度越高;t表示为实际工艺的时间参数;t表示为预设工艺的时间参数;表示为该项工艺参数的在i时刻的实际工艺参数;表示为该项工艺参数的在i时刻的预设工艺参数;当实际工艺参数对预设工艺参数的偏离指数λ低于第一阈值时,工艺完成状况不达标;当实际工艺参数对预设工艺参数的偏离指数λ超出第一阈值时,工艺完成状况达标,但工艺参数存在异常;当实际工艺参数对预设工艺参数的偏离指数λ超出第二阈值时,工艺完成状况达标且工艺参数正常。
30.所述步骤s12中,工序完成确认频次为1次/批次;所述步骤s14中,工序完成状况确认频次为:若实际工艺参数对预设工艺参数的偏离指数λ超出第二阈值,则工序完成状况确认频次为1次/9批次;若实际工艺参数对预设工艺参数的偏离指数λ超出第一阈值但低于第二阈值,则工序完成状况确认频次为1次/3批次,直至偏离指数λ超出第二阈值恢复为1次/9批次;若工艺完成状况不达标,则工序完成状况确认频次为1次/批次,直至偏离指数λ超出第一阈值恢复为1次/3批次,超出第二阈值恢复为1次/9批次。
31.所述步骤s2中,由工序切换模块接收到工序终止信号后,根据参数验证信息,验证工艺参数合格性结果,判断工序完成状况并选择工序调整策略:若工序完成状况达标且工艺参数正常,则直接向工序切换模块发送工序达标信号 ,由工序切换模块发送工序切换信号,控制进行下一工序开展;若工序完成状况达标但工艺参数存在异常,由工程管理终端8对该批次产品进行特殊标记,并作异常处置,分析实际工序情况选择本工序返工或调整下一工序工艺参数;若工序完成状况不达标,由工程管理终端8对该批次产品进行特殊标记,
并作报废处置。
32.所述步骤s3包括:步骤s31,设备维护,对所有设备按固定周期进行日常维护,并针对偏离程度超标的工序涉及的设备进行全面维护检查,将维护信息写入本地数据库2并广播,由工程管理终端8进行合法性验证,若所述合法性验证通过,则将维护信息标记时间戳打包入链;步骤s32,消耗品维护,对所有消耗品按固定周期进行日常维护,并针对偏离程度超标的工序设计的生产消耗品进行全面维护检查,将维护信息写入本地数据库2并广播,由工程管理终端8进行合法性验证,若所述合法性验证通过,则将维护信息标记时间戳打包入链;所述设备维护包括:搬送设备维护、清洗设备维护、生产设备维护、检查设备维护等;所述消耗品维护包括:工业气体维护、工业介质维护等;所述维护信息对工程管理终端8和客户访问终端9开放访问权限。
33.一种基于区块链的智能制造质量管理系统,包括:区块链平台1、工程管理终端8、工程部门终端、客户访问终端9;所述工程管理终端8、工程部门终端、客户访问终端9与区块链平台1通过区块链节点连接;所述区块链平台1包括:本地数据库2,用于存储大量工序相关数据;权限验证模块3,用于验证不同终端权限,并授予不同访问权限;生产监控模块4,用于监控工序进展并上传生产信息至区块链平台1;生产记录模块5,用于记录工序实际工艺参数并上传工艺参数信息至区块链平台1;参数验证模块6,用于接收工艺参数信息并验证实际工艺参数信息与预设工艺参数信息的偏差情况,并上传参数验证信息至区块链平台1;维护信息记录模块7,用于记录工程维护信息并上传至区块链平台1。
34.所述工程管理终端8可获取区块链平台1全部信息访问权限;所述客户访问终端9可获取区块链平台1中参数验证模块6和维护信息记录模块7上传信息的访问权限。
35.本技术实施例,一种基于区块链的智能制造质量管理方法及系统的工作原理为:对工序完成进行确认,防止工序遗漏导致跳工序的情况,并且统一控制工序的切换,确保了工序的流程顺序,降低了生产工序的错误发生率,保证了生产的稳定性;并且对工序完成状况进行评价,确保了工序完成符合预设要求,提高了对工序完成状况的识别能力;不同部门可通过工程管理终端掌握其他部门生产情况,使生产工厂内部流程透明化,提高了不同部门生产协作的工作效率;客户通过客户访问终端可访问指定的工序相关信息,保证了生产工厂的商业秘密的隐私性,同时提高了客户的满意度。
36.本技术实施例中,通过引入实际工艺参数对预设工艺参数的偏离指数,可评价工序的完成状况,保证了生产质量,降低了报废成本,提高了对工序完成状况的把握能力和生产效率。
37.在工序完成确认频次固定的前提下,根据工艺参数的偏离情况调整工艺完成状况的确认频次,防止工序遗漏和工序顺序出错,同时降低了数据计算时间,提高了生产效率。
38.以上示意性地对本发明及其实施方式进行了描述,该描述没有限制性,附图所示的也只是本发明的实施方式之一,实际的结构并不局限与此。所以,如果本领域的普通技术
人员受其启示,在不脱离本发明创造宗旨的情况下,不创造性地设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1