数字孪生技术的焊接机器人仿真方法、系统、设备及介质
1.本发明涉及焊接仿真技术领域,尤其涉及一种基于数字孪生技术的焊接机器人仿真方法、系统、设备及介质。
背景技术:
2.随着新一代信息技术与制造业的融合与落地应用,制造业加速向数字化、智能化和服务化转型升级,制造物理世界与信息世界的交互与共融,是当前实现智能制造理念和目标。
3.现有技术中的制造业,如焊接业中的焊接生产过程、产品工艺参数、焊接检验等数据由工作人员手动记录,容易出现数据错记、部分设备数据无法记录,质量问题,难以追溯,品质提升慢,因此,需要建立一个物理世界与虚拟系统的交互通道,使得物理世界与信息世界的交互融合,以实现焊接生产过程可视化。
技术实现要素:
4.有鉴于此,有必要提供一种基于数字孪生技术的焊接机器人仿真方法、系统、设备及介质,用以实现焊接过程的可视化。
5.为了实现上述目的,第一方面,本发明提供一种基于数字孪生技术的焊接机器人仿真方法,包括:
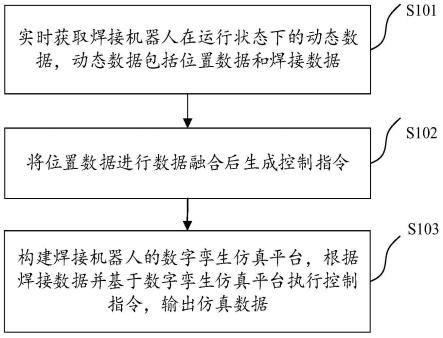
6.实时获取焊接机器人在运行状态下的动态数据,所述动态数据包括位置数据和焊接数据;
7.将所述位置数据进行数据融合后生成控制指令;
8.构建所述焊接机器人的数字孪生仿真平台,根据所述焊接数据并基于所述数字孪生仿真平台执行所述控制指令,输出仿真数据。
9.可选的,所述实时获取焊接机器人在运行状态下的动态数据,包括:
10.实时获取在预定时间间隔采集的所述焊接机器人在运行时的角速度信息、角加速度信息、电流信息、电压信息、力矩信息和扭矩信息;
11.其中,所述位置数据包括角速度信息和角加速度信息,所述焊接数据包括电流信息、电压信息、力矩信息和扭矩信息。
12.可选的,所述将所述位置数据进行数据融合后生成控制指令,包括:
13.基于预置算法对所述角速度及角加速度数据进行数据融合,获取当前时刻各关节的角度值;
14.利用所述各关节的角度值对各关节的姿态进行解算,生成驱动所述焊接机器人各关节运行的所述控制指令。
15.可选的,构建所述焊接机器人的数字孪生仿真平台,包括:
16.基于仿真软件构建所述焊接机器人的数字孪生仿真模型;
17.基于仿真软件构建虚拟控制器;
18.构建所述数字孪生仿真模型各关节与所述虚拟控制器的结构连接网络,根据所述数字孪生仿真模型、所述虚拟控制器以及所述结构连接网络构建所述数字孪生仿真平台。
19.可选的,所述根据所述焊接数据并基于所述数字孪生仿真平台执行所述控制指令,输出仿真数据,包括:
20.根据焊接数据以及所述控制指令在所述数字孪生仿真平台中基于所述数字孪生仿真模型创建虚拟焊接机器人各关节的驱动控制脚本,并配置所述虚拟控制器对所述虚拟焊接机器人各关节驱动控制脚本;
21.基于所述虚拟控制器对所述虚拟焊接机器人各关节驱动控制脚本对所述仿真平台中虚拟焊接机器人的各关节进行实时仿真,并输出仿真数据。
22.可选的,所述仿真数据包括各关节角度数据及焊枪末端位置坐标、焊枪倾斜角度。
23.可选的,所述方法还包括:
24.在所述数字孪生仿真平台中实时显示所述动态数据与所述仿真数据。
25.第二方面,本发明还提供一种基于数字孪生技术的焊接机器人仿真系统,包括:数据采集系统、虚拟控制器及数字孪生仿真平台;
26.所述数据采集模块用于实时获取焊接机器人在运行状态下的动态数据,所述动态数据包括位置数据和焊接数据;
27.所述数据融合模块用于将所述位置数据进行数据融合后生成控制指令;
28.所述指令执行模块用于根据所述焊接数据执行所述控制指令,输出仿真数据。
29.第三方面,本发明还提供一种电子设备,包括存储器、处理器以及存储在存储器中并可在处理器上运行的计算机程序,处理器执行计算机程序时实现上述所述基于数字孪生技术的焊接机器人仿真方法中的步骤。
30.第四方面,本发明还提供一种计算机存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现如上述所述基于数字孪生技术的焊接机器人仿真方法中的步骤。
31.采用上述实施例的有益效果是:本发明通过实时获取焊接机器人在运行状态下的动态数据,并将动态数据中的位置数据进行数据融合后生成控制指令,并基于焊接数据在数字孪生仿真平台中执行该控制指令使得焊接机器人进行运动,提升了焊接机器人与其数字孪生体的实时同步性;并且数字孪生模型在基于该控制指令进行运动时输出仿真数据,可以依此对焊接机器人实体的状态进行实时感知、诊断、预测和焊接质量的评估。
32.此外,还可以根据控制指令来调控焊接机器人实体的行为,提升焊接机器人焊接质量并优化焊接机器人运动姿态。
附图说明
33.图1为本发明提供的一种基于数字孪生技术的焊接机器人仿真方法的一实施例的流程示意图;
34.图2为本发明一实施例提供的一种焊接机器人的结构简图;
35.图3为本发明提供的一种基于数字孪生技术的焊接机器人仿真系统一实施例的系统架构图;
36.图4为本发明提供的一种电子设备。
具体实施方式
37.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
38.在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
39.本发明提供了一种基于数字孪生技术的焊接机器人仿真方法、系统、设备及介质,以下分别进行说明。
40.请参阅图1,图1为本发明提供的一种基于数字孪生技术的焊接机器人仿真方法的一实施例的流程示意图,本发明的一个具体实施例,公开了一种基于数字孪生技术的焊接机器人仿真方法,包括:
41.步骤s101:实时获取焊接机器人在运行状态下的动态数据,所述动态数据包括位置数据和焊接数据;
42.首先需要说明的是,本发明实施例中的焊接机器人是一种高度自动化的焊接设备,采用机器人代替手工焊接作业是焊接制造业的发展趋势,可以提高焊接质量、降低成本、改善运作环境。可以理解的是,本发明实施例中的焊接机器人为特定6轴焊接机器人,请参阅图2,图2为本发明一实施例提供的一种焊接机器人的结构简图。该焊接机器人的结构包括6个关节及焊枪。
43.其中,焊接机器人在在运行状态下的动态数据包括位置数据和焊接数据,可以理解的是,由于焊接机器人在工作过程中是处于实时变化的,因此需要实时获取焊接机器人在运行状态下的动态数据。
44.在本发明的一个实施例中,实时获取焊接机器人在运行状态下的动态数据,包括:
45.实时获取在预定时间间隔采集的焊接机器人在运行时的角速度信息、角加速度信息、电流信息、电压信息、力矩信息和扭矩信息;其中,位置数据包括角速度信息和角加速度信息,焊接数据包括电流信息、电压信息、力矩信息和扭矩信息。
46.其中,预定时间间隔可以是0.5秒,可以理解的是,可以通过数据采集系统获取焊接机器人的动态数据,具体的,数据采集系统可以通过安装在焊接机器人上的传感器来实时获取焊接机器人在运行状态下的动态数据。焊接机器人上的传感器包括角速度传感器、角加速度传感器、电流传感器、电压传感器及力扭矩传感器。
47.可以理解的是,根据角速度信息和角加速度信息可获得各个关节的旋转角度信息,将角速度传感器和角加速度传感器安装在焊接机器人6个旋转关节端部可获取各个关节的旋转角度信息;将电流传感器和电压传感器安装在焊枪电路中可获取焊接电流和焊接电压;根据力矩信息和扭矩信息可以获得压力数据,将力扭矩传感器安装在机器人腕部与焊枪装配处,可获取焊接压力。
48.数据采集系统以预定时间间隔实时获取焊接机器人在运行状态下基于各传感器收集的动态数据,比如每隔0.5秒获取焊接机器人6个关节各关节处的角速度、角加速度数据和焊枪的电流、电压及压力数据。
49.此外,数据采集系统还利用opc-ua协议将采集的动态数据转换为数字信号,通过实时通讯接口与工业大数据平台连接,并基于实时网络通信将采集到的各种动态数据信息储存在工业大数据平台的焊接历史数据储存模块中。需要说明的是,工业大数据平台是采用分布式存储和计算技术,提供工业大数据的访问和处理,提供异构工业数据的一体化管理能力,支持工业大数据应用安全高效运行的软硬件集合。可以理解的是,通过将采集的动态数据上传至工业大数据平台,便于将动态数据与历史焊接数据进行比对,以实现对焊接机器人焊接质量的优化。
50.步骤s102:将位置数据进行数据融合后生成控制指令;
51.可以理解的是,位置数据包括焊接机器人各关节的角速度数据和角加速度数据,更具体的为焊接机器人各个关节的旋转角度信息,通过将位置数据进行数据融合后,可以获得当前时刻各个关节角度值的最优估计结果,然后通过对机器人各关节姿态进行解算,可以生成的对焊接机器人各个关节的控制指令。
52.可以理解的是,可以通过虚拟控制器将位置数据进行融合后生成控制指令,其中,虚拟控制器为基于仿真软件进行构建的,具体的,可以基于python语言在机器人操作平台,如ros 2平台中进行编写。此外,虚拟控制器还可以通过实时通讯接口与工业大数据平台连接,进而获取上述位置数据。
53.在本发明的一个实施例中,将位置数据进行数据融合后生成控制指令,包括:
54.基于预置算法对角速度及角加速度数据进行数据融合,获取当前时刻各关节的角度值;
55.利用各关节的角度值对各关节的姿态进行解算,生成驱动焊接机器人各关节运行的控制指令。
56.其中,预置算法包括四维一阶卡尔曼滤波算法,然后通过四维一阶卡尔曼滤波算法对角速度传感器数据与角加速度传感器数据进行数据融合,以获取当前时刻各关节角度值的最优估计结果。
57.然后虚拟控制器通过对机器人各关节姿态进行解算,即将获取的各关节最优估计角度值转化为焊接机器人各关节驱动控制指令。
58.在本发明的一个实施例中,通过四维一阶卡尔曼滤波对角速度数据和角加速度数据进行融合来获取当前时刻各关节角度的最优估计值,以提高获取角度值的精准度并且对比初始卡尔曼滤波提升了响应速度,滤波后相移更小,从而实现虚实焊接机器人实时同步运动。
59.具体的,以下为焊接机器人其中一个关节的角度值最优估计流程:卡尔曼滤波的系统离散状态方程为:y
(k)
=hx
(k)
+v
(k)
,其中,x
(k)
为当前状态,x
(k+1)
为下一时刻状态,为转移矩阵,b为控制矩阵,μ为控制量,τ为噪声矩阵,w为系统噪声,b为输出量,h为输出矩阵,v为观测噪声。
60.需要说明的,本发明需分析的系统状态包括角度a、角速度v和角加速度a,其中用x
(k)
来表示当前的系统状态,所以x
(k)
就是包含角度、角速度以及角加速度的向量:
61.本发明列出了以下状态间的关系,其中采样周期dt=0.5s,为了更好地反映真实的运动状态与提升响应速度,这里加速度a采取一个微分项,对加速度进行一阶保持:
[0062][0063][0064]a(k+1)
=0
×a(k)
+0
×v(k)
+a
(k)
+a
′
(k)
dt,
[0065]a′
(k+1)
=0
×a(k)
+0
×v(k)
+a
(k)
+a
′
(k)
。
[0066]
将以上方程改为矩阵形式,可以得到:从此矩阵方程可以得到状态转移矩阵阵方程可以得到状态转移矩阵
[0067]
本发明中不考虑外部控制量与其他系统误差,因此系统状态方程:
[0068]
本发明使用的传感器为角速度传感器和角加速度传感器,能够得到的物理量为角速度和角加速度,因此状态方程的观测输出y就是角速度和角加速度:
[0069]
将观测方程写为矩阵形式,可以得到矩阵方程:进而得到
[0070]
接下来通过四维一阶卡尔曼滤波算法对角速度与角加速度数据进行数据融合:
[0071]
第一步、预测当前状态,确定先验估计方程:其中,为本次先验估计值,为转移矩阵,k
(k-1)
为上一时刻状态最优估计值。
[0072]
第二步、预测协方差矩阵:由于本发明的系统状态量有a、v、a,故协方差矩阵p为三阶矩阵,p
(k-1)
为上次协方差矩阵,初始协方差矩阵p
(0)
可设为对角阵,对角上每个p值为三个变量对应的初始协方差,一般取1-10,初始协方差矩阵对后面
没有影响。本系统中,θ为单位矩阵,q为过程误差,q是3阶对角阵,对角上的每个q值为三个变量对应的过程误差。
[0073]
第三步、计算卡尔曼增益:由卡尔曼增益系数方程,可以得到式中r为测量误差,r是3阶对角阵,对角上的每个r值为三个变量对应的观测噪声值。
[0074]
可以理解的是,上述式子中的参数过程误差q与测量误差r可以直接影响卡尔曼滤波的效果,这里对这两个值进行详解:过程误差是指在测量过程中受到外界的环境因素干扰的大小,如传感器易受到温度的干扰,当q较大时,滤波效果会变差;当q为0时,得到的滤波效果会非常平滑,但是会存在累积误差之类的缺点,所以本发明q取一个很小的值为0.0001。测量误差是反映传感器得到信号质量的优劣,当传感器得到的信号很差时,为了得到更好的滤波效果,则需要提高r的值。提升r的值优点是可以得到更强的滤波效果,但其缺点时响应速度会变慢,因此r的值也不宜过大。r值的确定需要结合传感器的测量误差进行试验,观察滤波效果,直到得到最优值。
[0075]
第四步、计算当前时刻状态的最优估计结果:第四步、计算当前时刻状态的最优估计结果:方程中得到的x
(k)
即为当前时刻状态的最优估计值,其中的a
(k)
即为当前时刻关节角度的最优估计值,y
(k)
为当前时刻传感器的实际测量值。
[0076]
第五步、更新协方差矩阵:其中i为单位矩阵。
[0077]
以上为本发明四维一阶卡尔曼滤波算法的具体内容,通过该算法可以对当前时刻各关节角度进行最优估计,有效减小传感器误差,提升虚拟焊接机器人同步率,并提升了卡尔曼滤波的响应速度。
[0078]
虚拟控制器将通过四维一阶卡尔曼滤波算法获取的当前时刻最优估计角度值进行关节位姿解算,生成各关节实时驱动控制指令。
[0079]
步骤s103:构建焊接机器人的数字孪生仿真平台,根据焊接数据并基于数字孪生仿真平台执行控制指令,输出仿真数据;
[0080]
其中,数字孪生是充分利用物理模型、传感器更新和运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,能够在虚拟空间中完成映射,从而反映相对应的实体装备的全生命周期过程。焊接机器人的数字孪生模型是可以对焊接机器人姿态进行准确表达的模型。
[0081]
本发明实施例中可以基于仿真软件构建焊接机器人的数字孪生仿真模型;
[0082]
基于仿真软件构建虚拟控制器;
[0083]
构建数字孪生仿真模型各关节与虚拟控制器的结构连接网络,根据数字孪生仿真模型、虚拟控制器以及结构连接网络构建数字孪生仿真平台。
[0084]
其中,初始仿真平台可以是unity3d仿真平台,焊接机器人的数字孪生模型可运用solidworks软件来实现,具体的,可以在3dmax和photoshop软件中对焊接机器人的几何模型进行贴图和渲染,并将渲染后的几何模型导入仿真平台中;虚拟控制器可以基于python语言在机器人操作平台中进行编写,然后将编写的程序导入仿真平台中;并且构建数字孪生仿真模型各关节与虚拟控制器的结构连接网络;最后形成数字孪生仿真平台。
[0085]
在本发明的一个实施例中,根据焊接数据并基于数字孪生仿真平台执行控制指
令,输出仿真数据,包括:
[0086]
根据焊接数据以及控制指令在数字孪生仿真平台中基于数字孪生仿真模型创建虚拟焊接机器人各关节的驱动控制脚本,并配置虚拟控制器对虚拟焊接机器人各关节驱动控制脚本;
[0087]
基于虚拟控制器对虚拟焊接机器人各关节驱动控制脚本对仿真平台中虚拟焊接机器人的各关节进行实时仿真,并输出仿真数据。
[0088]
可以理解的是,通过在数字孪生仿真平台中基于焊接数据和控制指令编写虚拟焊接机器人各关节的驱动控制脚本,并且在数字孪生仿真平台中完成虚拟控制器对虚拟焊接机器人各关节驱动控制脚本的配置,便于将物理世界与信息世界进行交互,以实现焊接生产过程的可视化。
[0089]
具体的,虚拟控制器可以通过实时传输各关节控制指令来驱动在数字孪生仿真平台中的虚拟焊接机器人的各关节进行实时仿真,并输出仿真数据。其中,仿真数据包括各关节角度数据及焊枪末端位置坐标及焊枪倾斜角度。
[0090]
本发明通过实时获取焊接机器人在运行状态下的动态数据,并将动态数据中的位置数据进行数据融合后生成控制指令,并基于焊接数据在数字孪生仿真平台中执行该控制指令使得焊接机器人进行运动,提升了焊接机器人与其数字孪生体的实时同步性;并且数字孪生模型在基于该控制指令进行运动时输出仿真数据,可以依此对焊接机器人实体的状态进行实时感知、诊断、预测和焊接质量的评估。
[0091]
此外,还可以根据控制指令来调控焊接机器人实体的行为,提升焊接机器人焊接质量并优化焊接机器人运动姿态。
[0092]
在本发明的一个实施例中,上述方法还包括:
[0093]
在数字孪生仿真平台中实时显示动态数据与仿真数据。
[0094]
其中,可以在数字孪生仿真平台中通过创建窗口实时显示将位置数据进行数据融合后的各关节角度数据,以及仿真得到的焊枪末端位置坐标、焊枪倾斜角度。
[0095]
可以理解的是,通过显示仿真数据,可以实现焊接生产过程的可视化,有助于实时监控焊接机器人的焊接动态,即可以实时感知并诊断焊接机器人实体的状态,并且通过数据显示的方式,便于记录,方便后续进行追溯。
[0096]
还可以在数字孪生仿真平台中将接收的焊接数据实时绘制焊接电流、电压、压力动态折线图,并为焊接数据设置预警值。
[0097]
可以理解的是,可以实现对焊接数据的监控和警告功能,提升焊接机器人的焊接质量,并优化焊接机器人的运动姿态。
[0098]
在本发明的一个实施例中,上述方法还包括:
[0099]
将动态数据仿真数据上传至工业大数据平台;
[0100]
通过对仿真数据和动态数据进行数据分析,输出焊接机器人在焊接过程中的运行结果。
[0101]
可以理解的是,可以通过数据采集系统的实时通讯接口将动态数据,具体为焊接数据上传至工业大数据平台中,并存储在平台的历史焊接数据模块内;通过数字孪生仿真平台将仿真数据,具体为各关节角度数据、焊枪末端位置坐标数据、倾斜角度数据通过实时通讯接口上传至工业大数据平台。
[0102]
工业大数据平台通过结合焊接历史数据和仿真数据对数据进行大数据分析实现对焊接机器人实体的状态实时感知、诊断、预测和焊接质量的评估。此外,还可以通过控制指令来调控焊接机器人实体的行为,以提升焊接机器人焊接质量并优化焊接机器人运动姿态。
[0103]
为了更好实施本发明实施例中的基于数字孪生技术的焊接机器人仿真方法,在基于数字孪生技术的焊接机器人仿真方法基础之上,对应的,请参阅图3,图3为本发明提供的一种基于数字孪生技术的焊接机器人仿真系统一实施例的系统架构图,本发明实施例提供了一种基于数字孪生技术的焊接机器人仿真系统300,包括:数据采集模块(即数据采集系统)301、数据融合模块(即虚拟控制器)302及指令执行模块(即数字孪生仿真平台)303;
[0104]
数据采集模块301,用于实时获取焊接机器人在运行状态下的动态数据,动态数据包括位置数据和焊接数据;
[0105]
数据融合模块302,用于将位置数据进行数据融合后生成控制指令;
[0106]
指令执行模块303,用于根据焊接数据执行控制指令,输出仿真数据。
[0107]
此外,基于数字孪生技术的焊接机器人仿真系统300还包括数据存储模块(即工业大数据平台)304,数据存储模块304用于存储动态数据与仿真数据,并对动态数据与仿真数据进行大数据分析,以输出分析结果。
[0108]
这里需要说明的是:上述实施例提供的系统300可实现上述各方法实施例中描述的技术方案,上述各模块或单元具体实现的原理可参见上述方法实施例中的相应内容,此处不再赘述。
[0109]
基于上述基于数字孪生技术的焊接机器人仿真方法,本发明实施例还相应的提供一种电子设备,包括:处理器和存储器以及存储在存储器中并可在处理器上执行的计算机程序;处理器执行计算机程序时实现如上述各实施例的基于数字孪生技术的焊接机器人仿真方法中的步骤。
[0110]
图4中示出了适于用来实现本发明实施例的电子设备400的结构示意图。本发明实施例中的电子设备可以包括但不限于诸如移动电话、笔记本电脑、数字广播接收器、pda(个人数字助理)、pad(平板电脑)、pmp(便携式多媒体播放器)、车载终端(例如车载导航终端)等等的移动终端以及诸如数字tv、台式计算机等等的固定终端。图4示出的电子设备仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。
[0111]
电子设备包括:存储器以及处理器,其中,这里的处理器可以称为下文的处理装置401,存储器可以包括下文中的只读存储器(rom)402、随机访问存储器(ram)403以及存储装置408中的至少一项,具体如下所示:
[0112]
如图4所示,电子设备400可以包括处理装置(例如中央处理器、图形处理器等)401,其可以根据存储在只读存储器(rom)402中的程序或者从存储装置408加载到随机访问存储器(ram)403中的程序而执行各种适当的动作和处理。在ram403中,还存储有电子设备400操作所需的各种程序和数据。处理装置401、rom402以及ram403通过总线404彼此相连。输入/输出(i/o)接口405也连接至总线404。
[0113]
通常,以下装置可以连接至i/o接口405:包括例如触摸屏、触摸板、键盘、鼠标、摄像头、麦克风、加速度计、陀螺仪等的输入装置406;包括例如液晶显示器(lcd)、扬声器、振动器等的输出装置407;包括例如磁带、硬盘等的存储装置408;以及通信装置409。通信装置
409可以允许电子设备400与其他设备进行无线或有线通信以交换数据。虽然图4示出了具有各种装置的电子设备400,但是应理解的是,并不要求实施或具备所有示出的装置。可以替代地实施或具备更多或更少的装置。
[0114]
特别地,根据本发明的实施例,上文参考流程图描述的过程可以被实现为计算机软件程序。例如,本发明的实施例包括一种计算机程序产品,其包括承载在非暂态计算机可读介质上的计算机程序,该计算机程序包含用于执行流程图所示的方法的程序代码。在这样的实施例中,该计算机程序可以通过通信装置409从网络上被下载和安装,或者从存储装置408被安装,或者从rom402被安装。在该计算机程序被处理装置401执行时,执行本发明实施例的方法中限定的上述功能。
[0115]
基于上述基于数字孪生技术的焊接机器人仿真方法,本发明实施例还相应的提供一种计算机可读存储介质,该计算机可读存储介质存储有一个或者多个程序,一个或者多个程序可被一个或者多个处理器执行,以实现如上述各实施例的基于数字孪生技术的焊接机器人仿真方法中的步骤。
[0116]
本领域技术人员可以理解,实现上述实施例方法的全部或部分流程,可以通过计算机程序来指令相关的硬件来完成,所述的程序可存储于计算机可读存储介质中。其中,所述计算机可读存储介质为磁盘、光盘、只读存储记忆体或随机存储记忆体等。
[0117]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1