一种基于PLM系统的多工艺路线传递方法与流程
一种基于plm系统的多工艺路线传递方法
技术领域
1.本发明属于智能生产技术领域,具体涉及高速列车关键零部件生产技术领域,更具体地说,是一种基于plm系统的多工艺路线传递方法。
背景技术:
2.智能工厂体系旨在于打通从客户端、财务端、设计端、生产端,实现信息的自动同步与生产订单的自动处理。在此背景下,一个重要的问题就是如何将多工艺路线从plm系统(产品生命周期管理系统)传递给下游的aps系统(生产规划及排程系统)+及mes系统(制造执行系统,manufacturing execution system)。产生多工艺路线的原因可能有:1.同一种产品,但是在不同的设备上生产,形成多种工艺路线;2.同一种产品,存在并行工序,并行工序即这些工序不存在生产顺序,只要全部做完即可,并行工序的具体顺序视现场情况而定。这种多工艺路线的特点是工艺信息即标准工序信息在不同工艺路线质检是相同的,不需要全部都重新编制,可以通过工艺文件更新引用等方法解决。
3.目前常用的解决方案为:将工艺中的标准工序信息形成主数据,在主数据系统进行管理,编制工艺路线时,通过plm系统对接主数据系统,直接调用工艺工序主数据。但是这种解决方案会存在下列问题:1.对于已有主数据系统和erp的生产厂,重新形成工艺主数据需要对原有系统大量修改,对于已经正常使用的系统需要重新上线,工作量巨大,基本难以完成。2.后续数据准备等等工作量大,对于工艺数据准备人员来说,工作难度高,准备数据庞大。
技术实现要素:
4.本发明克服现有技术存在的不足,所要解决的技术问题为:提供一种基于plm系统的多工艺路线传递方法,以简化工艺维护数据量,提高工艺维护效率。
5.为了解决上述技术问题,本发明采用的技术方案为:一种基于plm系统的多工艺路线传递方法,包括以下步骤:
6.s1、按照物料种类创建工艺路线文件夹,在工艺路线文件夹下创建并编辑工艺文件后保存;
7.s2、根据工艺路线文件夹下的工艺文件,生成工艺表;所述工艺表信息包括物料号、文档编号、工序编号、工序顺序号、并行工序及生产所需的设备、工具;
8.s3、对工艺表中的具体工序进行维护并保存后,将工艺路线按照接口规范进行数据下发,所述工艺路线包括工艺文件夹下所有工艺文件和工艺表;
9.s4、工艺路线维护完成后,提取各个工艺路线中工艺表的信息,储存在工序表中;所述工序表信息包括:工艺路线描述、工厂、物料、版本号、创建人员、生效状态、创建日期、生效日期。
10.其特征在于,所述步骤s3中,还包括以下步骤:
11.对工艺表中的具体工序进行维护并保存后,将plm文件发送至er审批,审批通过后
启用新的工艺路线,将工艺路线按照接口规范进行数据下发。
12.所述步骤s1中,所述物料对应多个工艺路线时,创建多个与工艺路线一一对应的工艺路线文件夹,每个工艺路线文件夹下创建编辑对应的工艺文件。
13.所述的一种基于plm系统的多工艺路线传递方法,对工艺表中的具体工序进行维护之前,还包括以下步骤:将对应的工艺文件中的“工序顺序号”和“并行工序”属性删除。
14.所述步骤s3中,对工艺表的具体工序进行维护包括:根据工艺路线,对工序表中各个工序文件对应的工序顺序号和并行工序进行编辑和维护的步骤。
15.所述步骤s3中,对工艺表的具体工序进行维护还包括:根据工艺路线要复用的工艺文件,在工艺中新建工艺行的步骤。
16.此外,本发明还提供了一种plm系统,用于实施所述的多工艺路线传递方法。
17.所述的一种plm系统,包括:
18.工艺表生成模块:用于根据工艺路线文件夹下的工艺文件,生成工艺表;
19.工序表生成模块:用于在工艺路线维护完成后,提取各个工艺路线的信息,储存在工序表中;
20.工艺表维护模块:用于维护工艺表中的工序顺序号、并行工序号;
21.工艺路线下发模块:用于根据er审批结果,启动新增的工艺路线并进行下发。
22.所述的一种plm系统还包括:
23.检索模块:用于输入检索信息,并根据检索信息从工序表中检索对应的工艺路线;所述检索信息包括:工厂、物料号、版本号、创建人、生效状态。
24.所述工艺表维护模块还用于工艺表中新增条目,复用同一工艺文件夹下的工艺文件。
25.本发明与现有技术相比具有以下有益效果:本发明提供了一种基于plm系统的多工艺路线传递方法,通过在工艺文件的基础上,设置工序表和工艺表,利用工艺表记录工艺路线的具体相关信息以及修改工艺顺序和并行工序,使得各个工艺路线可以复用工艺文件,利用工序表记录各个工艺路线的具体情况,可以便于对各个物料、工厂的工艺路线进行复用和查询,降低了工艺维护的人力成本,提高了工艺路线维护效率。
附图说明
26.图1为本发明实施例提供的一种基于plm系统的多工艺路线传递方法的流程示意图;
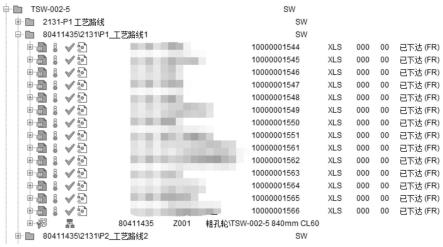
27.图2为本发明实施例中一个工艺文件夹的目录示意图;
28.图3为本发明实施例中工艺表的界面示意图;
29.图4为本发明实施例中工序表的界面示意图;
30.图5为本发明实施例二中的系统结构示意图;
31.图6为本发明实施例二中检索模块的界面示意图;
32.图7为本发明实施例二中工艺表维护模块的界面示意图。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中
的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例一
35.如图1所示,本发明实施例一提供了一种基于plm系统的多工艺路线传递方法,其将工艺文件进行拆分,拆分为工序表及工艺表。工序表为同一物料下所有工艺路线的内容及情况工序具体工作内容。工艺表则记录物料号、文档编号、工序编号、工序顺序号、并行工序及生产所需的设备机组与其他相关资源,存于plm系统中。在plm系统中,通过已经完成审批的工艺文件和系统物料文件组成的工艺路线文件夹,抽取工艺表需要内容,形成工艺路线表格,工艺人员在工艺路线表格中针对具体工序信息再进行维护,之后将工艺路线按照与aps及mes的接口规范要求进行数据下发。具体地,本实施例的方法包括以下步骤:
36.s1、按照物料种类创建工艺路线文件夹,在工艺路线文件夹下创建并编辑工艺文件后保存。
37.所述步骤s1中,所述物料对应多个工艺路线时,创建多个与工艺路线对应的工艺路线文件夹,每个工艺路线文件夹下创建编辑对应的工艺文件。如图2所示,为工艺路线文件夹的目录示意图。其中,一级文件夹名称sw-002-5对应于一个产品名称,其二级文件夹有两个,其命名格式为:物料编码\车间编码\工艺路线编号_工艺路线名称。其中,二级文件夹中的xls文件即为工艺文件,二级文件夹中,还包括一个物料文件(80411435)。plm系统可以识别工艺路线文件夹名称中的4个属性,对应产生一个工艺路线主表id,同时生成对应的工艺表。当工艺路线需要升版时,基于此4个属性不变的情况下,进行升版动作,产生新的工艺表,代替过去的那个工艺表。
38.进一步地,所述步骤s1中,在工艺路线文件夹下创建工艺文件时,复用近似物料/产品的工艺路线。具体方法为:提取该近似工艺路线的信息,在plm系统上开启新的工艺表维护界面显示。
39.s2、根据工艺路线文件夹下的工艺文件,在工艺路线文件夹下生成工艺表;所述工艺表的表头信息包括工艺路线子表id、工艺路线主表id、文档编号、文档部分号、文档版本、文档名称、工序编号、工序描述、工序顺序号、并行工序号、设备机组编号、设备机组描述等等,此外,工艺表的每一行对应一个工艺文件。
40.如图3所示,为本实施例中一个具体的工艺表的示意图。其表头包括:
41.工艺路线子表id:用于存储工艺文件的id,是依据工序顺序排序自动生成;
42.工艺路线主表id:用于存储工艺路线的id;是依据工艺路线文件夹名称中的物料编号、工厂信息、工艺路线号、工艺路线名称四个属性自动生成;
43.文档编号:用于存储工艺文件的编号;该信息为系统编号,从工艺文件(格式为.xlsm)附带的系统属性获取;
44.文档名称:用于存储工艺文件的文档名称;
45.工序编号:用于存储工序编号信息;工序编号信息从文档编号对应的系统信息中获取。具体地,工艺文件可以从系统中的工艺文件模板中复制而来,工艺文件模板在配置时,已经配了文档名称、文档分类、工序编号、工序名称四个属性,在复制得到新的工艺文件时,就会带这四个属性进行复制动作,因此工艺文档的文档编号在系统中有对应的工序编
号的信息。
46.工序描述:用于存储工艺文件的描述信息;
47.工序顺序号:用于存储工艺文件的顺序号;
48.并行工序:用于存储工艺文件的并行顺序号;工序顺序号和并行工序号是由工艺人员在工艺表中按需要进行维护;
49.设备机组编号:用于存储工艺文件对应的设备机组编号;
50.设备机组描述:用于存储工艺文件对应的设备机组描述信息。
51.具体地,可以在plm系统中的一个功能页面中,维护工序编号、工序描述、设备机组编号、设备机组描述的对应关系信息,则plm系统在生成工艺表时,从该功能页面调取工序编号对应的设备机组编号和设备机组描述信息。
52.s3、对工艺表中的具体工序进行维护并保存后,将工艺路线按照接口规范进行数据下发,所述工艺路线包括工艺文件夹下所有工艺文件和工艺表。
53.所述步骤s3中,还包括以下步骤:对工艺表中的具体工序进行维护并保存后,将plm文件发送至er审批,审批通过后启用新的工艺路线,将工艺路线按照接口规范进行数据下发。其中,发送er审批时,将工艺表导出成excel文件后,将excel文件发送至er审批。
54.具体地,所述步骤s3中,对工艺表中的具体工序进行维护是指:根据工艺路线,对工序表中各个工序文件对应的工序顺序号和并行工序进行编辑和维护。
55.进一步地,本实施例中,对工艺表中的具体工序进行维护,同一个工艺表还可以复用其中的工艺文件,也就是说,工艺表中的两行可以共用一个工艺文件,当某一个工艺路线需要复用其中一个工艺文件,即重复工艺时,可以在工艺表的界面中选中对应的行后,点击“新条目”,则plm将对工艺表进行新增行操作,然后人工对工艺表的具体工序进行维护即可以达到复用工艺文件的目的。
56.具体地,本实施例中,对工艺表中的具体工序进行维护之前,还包括以下步骤:将对应工艺文件中的“工序顺序号”和“并行工序属性”删除。
57.s4、工艺路线维护完成后,提取各个工艺路线中工艺表的信息,储存在工序表中。
58.所述工序表中,每一行对应一个工艺路线,所述工序表信息包括:各个工艺路线的描述、工厂、物料、版本号、创建人员、生效状态、创建日期、生效日期。
59.具体地,如图4所示,为本实施例中一个具体的工序表的示意图,其表头包括:
60.工艺路线主表id:用于存储工艺路线的id;
61.工艺路线描述:用于存储工艺路线的描述信息;
62.工厂:用于存储工艺路线对应的工厂信息;
63.物料:用于存储工艺路线对应的物料信息;
64.版本号:用于存储工艺路线的版本号信息;
65.创建人员:用于存储工艺路线的创建人员信息;
66.生效状态:用于存储工艺路线对应的版本状态信息;版本状态包括失效、审批中、生效;
67.创建日期:用于存储工艺路线对应的创建日期;
68.生效日期:用于存储工艺路线对应的生效日期。
69.本实施例的一种多工艺路线传递方法所解决的需求场景可以为:工艺路线下发
后,由于工艺优化或其它原因,需要变更/优化工艺路线(不是新增)。例如,车轴径向探伤在打三孔之后,但由于客户代表要求(或标准要求、建造要求等)径向探伤变更为打三孔之前完成。
70.也就是说,本实施例的方法可以应用的需求场景包括:1、文件夹下具体工艺文件不变更,仅是变更工艺路线中工序的前后顺序。2、工艺路线中的工艺文件和工艺表同时变更。
71.进一步地,当进行新增或者修改工艺路线时,首先将工艺文件数据准备好(包括工艺卡片、生产工具、mes生产参数、aps必要工具)。在工艺文件夹结构下,新增工艺路线文件夹,文件夹以工厂及工艺路线命名。一个物料有多条工艺路线时,分别建多个工艺路线文件夹,plm系统允许多条工艺路线同时有效。
72.同时,为提高用户体验感,方案需要既能单个物料工艺顺序调整,也能做到多个物料批量调整。工艺路线变更可以控制(加入审批流程进行控制),可以记录工艺路线表格最后编辑内容、时间、人员,自动保存系统,可以批量查询、导出多个物料的工艺路线。
73.所述步骤s1中,编辑工艺文件时,还包括将“设备编号”、“设备描述”两个属性从文档分类属性中删掉的步骤。
74.本实施例中,成品下某个物料存在多条工艺路线时,其他物料无需创建多条工艺路线。例如,在车轮成品的生产加工中会有毛轮、粗孔轮、精孔轮等多个物料(或中间产品)。其中,仅毛轮存在多工艺路线的问题,因为有多个工厂及产线均可以生产毛轮。因此,只需对毛轮创建多个工艺路线文件夹即可,不用修改其他物料的工艺路线。完成多工艺路线文件夹的建立和保存后,可向mes和aps传递工艺路线描述、工厂、物料号、版本号。
75.具体地,本实施例中,每个物料/产品有自己的工艺路线文件,若有近似产品工艺路线可以复用,提取该近似工艺路线信息,在plm上开启新的工艺表维护界面显示。
76.工艺人员在工艺表的维护界面中维护字段:工序顺序号、并行工序号,储存信息在工艺表中,确认后导出excel文件(只读状态),excel文件导出自动命名为:工艺路线编号(唯一编码,即工艺路线主表id)-版本,excel文件内容与工艺表内容信息完全椅子。然后提交导出的excel文件经过er审批流程,审批通过后plm后台对照excel文件的工艺路线编号,直接生效启用该新增的工艺路线(前提:一个工艺文件目录下只能存在一个生效文件)。
77.在工艺表中对工序进行编号,或处理并行工序问题时,可以先将“工序顺序号”、“并行工序”属性在工艺文件的属性中删掉,此外,在sap erp系统中开发系统界面,在该界面中查询出物料所对应的工艺文件,在该界面人工维护工序顺序号、并行工序并保存到系统。
78.具体地,本实施例中,通过plm系统最终给aps传输的物料工艺路线需要明确的工艺版本之分(对应不同工厂不同产线),工艺路线中需要有工序顺序号。
79.工艺表中,系统自动生成且只读的列有:工艺路线主表id、工艺路线子表id、文档编号、文档部分号、文档版本号、文档名称、工序编号、工序描述、设备机组编号、设备机组描述。用户需要手动维护的列有:工序顺序号、并行工序。
80.多工艺路线中,每一个工艺路线由版本进行控制,版本状态为失效、审批中、生效,可以调用检索模块通过工艺路线检索查询历史版本。此外,还可以调用检索模块按工厂、工作中心、物料号、版本查询工艺路线信息,查询结果以工序表形式给出。其中,工艺路线的版
本状态由系统制动识别,当系统没有走完审批流程时,该工艺路线就是审批中的状态。系统识别到有审批完成的流程后,将该工艺路线更新为生效版本。当前工艺路线有新版本保存,过去版本自动失效,状态不可逆。
81.本实施例中,工艺路线可以变更,单个物料工艺顺序可以调整。工艺路线变更使用图文档审批流程进行控制(对导出的工艺路线excel进行审批),可以记录工艺路线表格最后编辑内容、时间、人员,自动保存系统。可以批量查询、导出多个物料的工艺路线。
82.在管理多工艺路线中的使用的设备时,将“设备编号”、“设备描述”两个属性从工艺文件的分类属性中删掉,让该组数据在mes中管理,需要手动维护设备机组编号和设备编号的对应信息。“设备机组编号”、“设备机组描述”在系统中设备机组信息与工序信息对应表中维护,由plm系统管理,在获取工艺表时通过工序信息自动对应并写入相应的设备机组信息,并传输该类型数据。aps系统在排工序计划时,根据工艺信息中的机组信息,系统默认排产到机组对应下的一台设备,如果需要明确设备,则需要工艺中对应出明确的设备或是计划员手动在排产系统中手动选择设备。
83.此外,本发明的方法也适用于同一物料、同一场所、同一机组、2台设备、2套不同工艺文件进行工艺路线搭建的场景,例如2台轮对压装机,设备不一样,功能一样,目前在同一机组,但是工艺文件不一样时,本技术可以通过plm系统定义不同机组,搭建不同工艺路线。
84.实施例二
85.本发明实施例二提供了一种plm系统,用于实施实施例一所述的一种多工艺路线传递方法。具体地,如图5所示,包括:
86.工艺表生成模块:用于根据工艺路线文件夹下的工艺文件,生成工艺表,所述工艺表保存在对应的工艺路线文件夹下;
87.工序表生成模块:用于在工艺路线维护完成后,提取各个工艺路线的信息,储存在工序表中;
88.工艺表维护模块:用于维护工艺表中的工序顺序号、并行工序号;
89.工艺路线下发模块:用于根据er审批结果,启动新增的工艺路线并进行下发。
90.进一步地,所述的一种plm系统,还包括:
91.检索模块:用于输入检索信息,并根据检索信息从工序表中检索对应的工艺路线。
92.进一步地,所述的一种plm系统,还包括:
93.设备维护模块:用于维护工序编号、工序描述、设备机组编号、设备机组描述的对应关系信息,以便于工艺表生成模块生成工艺表。
94.具体地,如图6所示,所述检索模块可以输入的检索信息包括:工厂、物料号、版本号、创建人、生效状态。
95.进一步地,本实施例中,所述工艺表维护模块还用于在工艺表中新增条目,以便于复用同一工艺文件夹下工艺文件。如图7所示,在工艺表维护模块的界面中,选中要复用的工艺文件对应的行,然后点击新条目,则工艺表维护模块将在工艺表界面中新增行,该行与原来选中的行复用同一个工艺文件,后续只需根据工艺路线对工艺表中各个行对应的工序顺序号和并行工序进行编辑和维护,即可以完成工艺表和工艺路线的更新。通过上述操作,可以进一步提高工艺文件的复用效率。
96.综上所述,本发明提供了一种基于plm系统的多工艺路线传递方法,通过在工艺文
件的基础上,设置工序表和工艺表,利用工艺表记录工艺路线的具体相关信息以及修改工艺顺序和并行工序,使得各个工艺路线可以复用工艺文件,利用工序表记录各个工艺路线的具体情况,可以便于对各个物料、工厂的工艺路线进行复用和查询,降低了工艺维护的人力成本,提高了工艺路线维护效率。
97.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1