涂胶过程监控方法、装置、系统和存储介质与流程
本发明的实施方式总体上涉及汽车涂胶生产,更具体地,涉及一种涂胶过程监控方法、装置、系统和存储介质。
背景技术:
1、涂胶设备维护管理,尤其是汽车生产过程中的涂胶设备维护管理,主要存在以下问题:
2、(1)设备问题。主要设备故障问题是胶料固化(包含管路、材料缸的固化)和定量机驱动机构故障;传统人员点检检查方式无法得知固化情况及驱动机构工作状态,无法有效监控其劣化过程,只能用定期排胶和定期轮换这种粗放式的管理方式,效率低,物料消耗成本高。
3、(2)涂胶质量问题。现场出现涂胶质量问题时无法快速得知,累计合格率数据无法统计,无法做到涂胶质量的有效管理。
4、(3)胶料有效利用率问题。报废的胶料较多,因为无法对胶料的有效利用率和胶料有效期进行监控和管理,使得浪费的瓶颈点难以查找,难以有效减低胶料的报废。
5、这些问题利用传统的人员记录跟踪的方式无法进行有效监控及管理。
技术实现思路
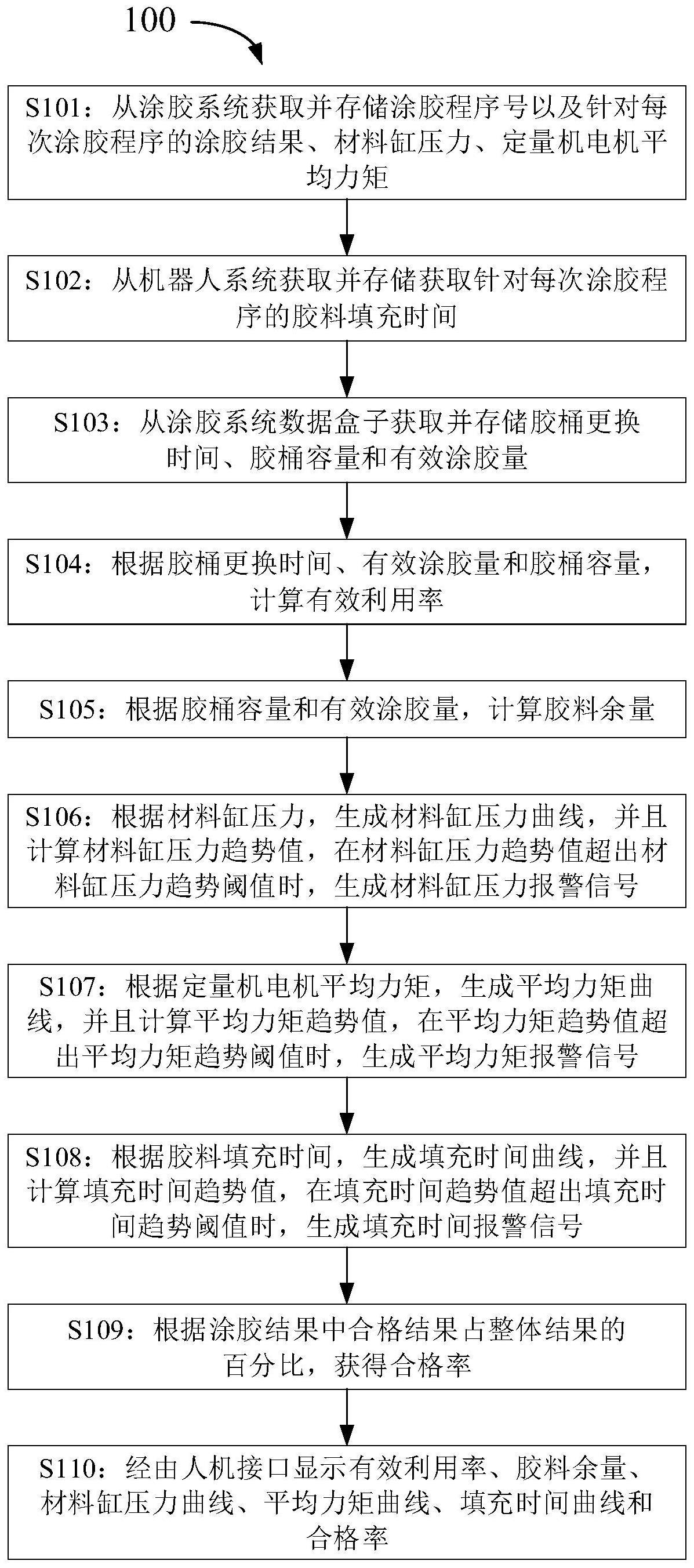
1、为了解决现有技术中的上述问题中的至少一部分,在第一方面,本发明的实施方式提供了一种涂胶过程监控方法,所述方法包括:从涂胶系统获取并存储涂胶程序号以及针对每次涂胶程序的涂胶结果、材料缸压力、定量机电机平均力矩;从机器人系统获取并存储获取针对每次涂胶程序的胶料填充时间;从涂胶系统数据盒子获取并存储胶桶更换时间、胶桶容量和有效涂胶量;根据所述胶桶更换时间、所述有效涂胶量和所述胶桶容量,计算有效利用率;根据所述胶桶容量和所述有效涂胶量,计算胶料余量;根据所述材料缸压力,生成材料缸压力曲线,并且计算材料缸压力趋势值,在所述材料缸压力趋势值超出材料缸压力趋势阈值时,生成材料缸压力报警信号;根据所述定量机电机平均力矩,生成平均力矩曲线,并且计算平均力矩趋势值,在所述平均力矩趋势值超出平均力矩趋势阈值时,生成平均力矩报警信号;根据所述胶料填充时间,生成填充时间曲线,并且计算填充时间趋势值,在所述填充时间趋势值超出填充时间趋势阈值时,生成填充时间报警信号;根据所述涂胶结果中合格结果占整体结果的百分比,获得合格率;经由人机接口显示所述有效利用率、所述胶料余量、所述材料缸压力曲线、所述平均力矩曲线、所述填充时间曲线和所述合格率。
2、在一些实施方式中,所述方法还包括:根据所述有效涂胶量和涂胶量上下限阈值,如果所述有效涂胶量超出所述涂胶量上下限阈值,则生成涂胶量报警信号;经由所述人机接口显示所述有效涂胶量和所述涂胶量上下限阈值的对比图。
3、在一些实施方式中,所述方法还包括:所述材料缸压力包括材料缸平均压力和/或材料缸最大压力。
4、在一些实施方式中,所述方法还包括:从所述涂胶系统获取并存储设定容量、涂胶容量和容量偏差;经由所述人机接口显示所述设定容量、所述涂胶容量和所述容量偏差。
5、在一些实施方式中,所述方法还包括:从所述涂胶系统数据盒子获取与所述胶桶更换时间相关联的胶料有效期;经由所述人机接口显示所述胶桶更换时间和所述胶料有效期;在当前时间超过所述胶料有效期时,生成并显示胶桶更换提示信息。
6、在一些实施方式中,所述方法还包括:根据所述胶桶更换时间、所述有效涂胶量和所述胶桶容量,确定胶料浪费量;经由所述人机接口显示所述胶料浪费量。
7、在第二方面,本发明的实施方式提出了一种涂胶过程监控装置,所述装置包括:涂胶系统数据获取模块,配置用于从涂胶系统获取并存储涂胶程序号以及针对每次涂胶程序的涂胶结果、材料缸压力、定量机电机平均力矩;机器人系统数据获取模块,配置用于从机器人系统获取并存储获取针对每次涂胶程序的胶料填充时间;数据盒子数据获取模块,配置用于从涂胶系统数据盒子获取并存储胶桶更换时间、胶桶容量和有效涂胶量;有效利用率计算模块,配置用于根据所述胶桶更换时间、所述有效涂胶量和所述胶桶容量,计算有效利用率;胶料余量计算模块,配置用于根据所述胶桶容量和所述有效涂胶量,计算胶料余量;压力趋势确定模块,配置用于根据所述材料缸压力,生成材料缸压力曲线,并且计算材料缸压力趋势值,在所述材料缸压力趋势值超出材料缸压力趋势阈值时,生成材料缸压力报警信号;平均力矩趋势确定模块,配置用于根据所述定量机电机平均力矩,生成平均力矩曲线,并且计算平均力矩趋势值,在所述平均力矩趋势值超出平均力矩趋势阈值时,生成平均力矩报警信号;填充时间趋势确定模块,配置用于根据所述胶料填充时间,生成填充时间曲线,并且计算填充时间趋势值,在所述填充时间趋势值超出填充时间趋势阈值时,生成填充时间报警信号;合格率确定模块,配置用于根据所述涂胶结果中合格结果占整体结果的百分比,获得合格率;显示模块,配置用于经由人机接口显示所述有效利用率、所述胶料余量、所述材料缸压力曲线、所述平均力矩曲线、所述填充时间曲线和所述合格率。
8、在第三方面,本发明的实施方式提出了一种涂胶过程监控系统,所述涂胶过程监控系统包括涂胶系统、机器人系统、涂胶系统数据盒子和服务终端。所述涂胶系统用于向所述服务终端传输涂胶程序号以及针对每次涂胶程序的涂胶结果、材料缸压力、定量机电机平均力矩。所述机器人系统用于向所述服务终端传输针对每次涂胶程序的胶料填充时间。所述涂胶系统数据盒子用于向所述服务终端传输胶桶更换时间、胶桶容量和有效涂胶量。所述服务终端用于:从涂胶系统接收并存储涂胶程序号以及针对每次涂胶程序的涂胶结果、材料缸压力、定量机电机平均力矩;从机器人系统接收并存储获取针对每次涂胶程序的胶料填充时间;从涂胶系统数据盒子接收并存储胶桶更换时间、胶桶容量和有效涂胶量;根据所述胶桶更换时间、所述有效涂胶量和所述胶桶容量,计算有效利用率;根据所述胶桶容量和所述有效涂胶量,计算胶料余量;根据所述材料缸压力,生成材料缸压力曲线,并且计算材料缸压力趋势值,在所述材料缸压力趋势值超出材料缸压力趋势阈值时,生成材料缸压力报警信号;根据所述定量机电机平均力矩,生成平均力矩曲线,并且计算平均力矩趋势值,在所述平均力矩趋势值超出平均力矩趋势阈值时,生成平均力矩报警信号;根据所述胶料填充时间,生成填充时间曲线,并且计算填充时间趋势值,在所述填充时间趋势值超出填充时间趋势阈值时,生成填充时间报警信号;根据所述涂胶结果中合格结果占整体结果的百分比,获得合格率;经由人机接口显示所述有效利用率、所述胶料余量、所述材料缸压力曲线、所述平均力矩曲线、所述填充时间曲线和所述合格率。
9、在第四方面,本发明的实施方式提出了一种存储介质,存储有计算机可读指令,当所述指令由处理器执行时,实现根据上述任何实施方式所述的方法。
10、相比较于现有技术中存在的人工记录跟踪的方式无法有效监控及管理、粗放式的管理方式效率低、物料消耗成本高、难以有效把控等问题,本发明的实施方式提出的涂胶过程监控方法、装置、系统和存储介质具有以下优点:可实现涂胶设备运行状态的全过程监控,做到涂胶设备维护管理的精准化、精细化及预防性。能做到有效降低设备停台、减少备件成本消耗、提高管理效率、降低涂胶质量缺陷及减少胶料浪费。实现了数字化管理、数字化分析,更好更准确的识别风险点及提前预防。
11、本发明的实施方式采用数字化的手段,对设备产生的实时数据进行采集、分析和目视化,解决了现有技术中利用传统的人员记录跟踪的方式无法有效监控及管理的技术问题。
12、通过现场数据采集、数据存储、数据分析,再通过目视化的方式形成的数字化监控技术,可以做到涂胶设备维护管理的精准化、精细化及预防性。能做到有效降低设备停台、减少备件成本消耗、提高管理效率、降低涂胶质量缺陷及减少胶料浪费。
- 还没有人留言评论。精彩留言会获得点赞!