用于获得铣削颗粒级配预测模型的方法、预测方法和装置与流程
1.本公开涉及公路路面养护施工技术领域,特别涉及一种用于获得铣削颗粒级配预测模型的方法、预测方法和装置。
背景技术:
2.就地冷再生是采用专用设备对路面沥青层进行就地铣刨,掺入一定数量的新矿料、再生结合料和水等,经过常温拌合、摊铺、压实等工序,一次性实现旧沥青路面再生的技术。在就地冷再生技术中,采用铣刨、开挖等方式从沥青路面上获得的旧料即为沥青路面回收料。
3.级配是集料各级粒径颗粒的分配情况,可通过筛分试验确定。级配计算方法:(1)分计筛余百分率:某号筛上的筛余质量占试样总质量的百分率;(2)累计筛余百分比:某号筛的分计筛余百分率和大于该某号筛的各筛分计筛余百分率的总和;(3)通过百分率:通过某号筛的质量占试样总质量的百分率。
4.目前,旧路面的翻修与再利用已成为路面养护工作的重点任务。沥青再生工艺体系包括就地冷再生和全深式冷再生两种施工工艺。沥青层就地冷再生施工的要求之一是再生沥青颗粒满足一定的级配组合。
5.在相关技术中,可以进行路段再生试验来分析获得再生颗粒粒径级配。这往往需要开展多组路段再生试验才可以确定符合施工要求的作业参数组合。这导致作业任务繁琐和试验时间长,进而导致施工时间长。另外,上述过程还可能导致沥青层材料的浪费等问题。
技术实现要素:
6.本公开解决的一个技术问题是:提供一种用于获得铣削颗粒级配预测模型的方法,以便于实现对再生颗粒级配的预测,缩短施工时间。
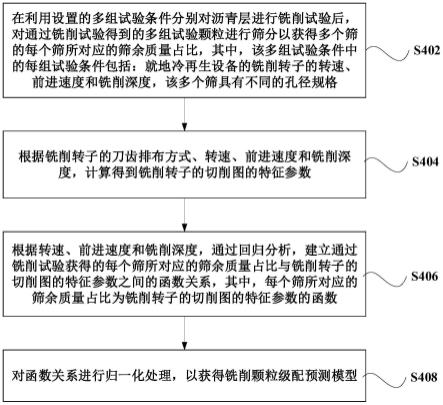
7.根据本公开的一个方面,提供了一种用于获得铣削颗粒级配预测模型的方法,包括:在利用设置的多组试验条件分别对沥青层进行铣削试验后,对通过铣削试验得到的多组试验颗粒进行筛分以获得多个筛的每个筛所对应的筛余质量占比,其中,所述多组试验条件中的每组试验条件包括:就地冷再生设备的铣削转子的转速、前进速度和铣削深度,所述多个筛具有不同的孔径规格;根据所述铣削转子的刀齿排布方式、所述转速、所述前进速度和所述铣削深度,计算得到所述铣削转子的切削图的特征参数;根据所述转速、所述前进速度和所述铣削深度,通过回归分析,建立通过铣削试验获得的所述每个筛所对应的筛余质量占比与所述铣削转子的切削图的特征参数之间的函数关系,其中,每个筛所对应的筛余质量占比为所述铣削转子的切削图的特征参数的函数;和对所述函数关系进行归一化处理,以获得铣削颗粒级配预测模型。
8.在一些实施例中,根据所述铣削转子的刀齿排布方式、所述转速、所述前进速度和所述铣削深度,计算得到所述铣削转子的切削图的特征参数包括:根据所述铣削转子的刀
齿排布方式、所述转速、所述前进速度和所述铣削深度,计算得到所述铣削转子的第x个刀齿通过最大铣削厚度时的位置,其中,x为正整数且x>1;根据所述铣削转子的第x个刀齿通过最大铣削厚度时的位置和所述第x个刀齿铣削沥青层时的崩落角,计算所述第x个刀齿所对应的崩落线的方程表达式,以便得到所述铣削转子的多个刀齿所对应的崩落线的方程表达式,所述多个刀齿包含所述第x个刀齿;和根据所述铣削转子的多个刀齿所对应的崩落线的方程表达式和所述铣削转子的切削图,计算得到所述第x个刀齿所对应的切削单元图案的特征参数,作为所述铣削转子的切削图的特征参数。
9.在一些实施例中,所述铣削转子的第x个刀齿通过最大铣削厚度时的位置为坐标(l
x
,p
x
),其中,l
x
为在所述切削图中,所述第x个刀齿的在平行于所述铣削转子的轴线方向上的横坐标,所述l
x
为已知量;p
x
为在所述切削图中,所述第x个刀齿的在垂直于所述铣削转子的轴线方向上的纵坐标,其中,其中,其中,c
x
为第x个刀齿的圆周角度,v为所述铣削转子的前进速度,n为所述铣削转子的转速,h为所述铣削深度,r为所述铣削转子的铣削半径,m为所述第x个刀齿已经旋转的整数圈数,m≥0且m为整数。
10.在一些实施例中,根据所述铣削转子的多个刀齿所对应的崩落线的方程表达式和所述铣削转子的切削图,计算得到所述第x个刀齿所对应的切削单元图案的特征参数包括:根据所述铣削转子的多个刀齿所对应的崩落线的方程表达式获得所述第x个刀齿所对应的切削单元图案的多个边的方程表达式;根据所述第x个刀齿所对应的切削单元图案的多个边的方程表达式计算得到所述第x个刀齿所对应的切削单元图案的多个顶点的位置坐标;和根据所述多个顶点的位置坐标计算得到所述第x个刀齿所对应的切削单元图案的特征参数。
11.在一些实施例中,所述第x个刀齿所对应的切削单元图案的特征参数为:在所述切削单元图案内部,以所述切削单元图案的一个边为直角边并按照预定的构图方法构造的一个直角三角形的斜边的边长。
12.在一些实施例中,所述每个筛所对应的筛余质量占比与所述铣削转子的切削图的特征参数之间的函数关系为特征参数之间的函数关系为其中,为第号筛的筛余质量占比,τ为所述铣削转子的切削图的特征参数,和为系数。
13.在一些实施例中,对所述函数关系进行归一化处理包括:根据所述铣削转子的切削图的特征参数和所述函数关系计算得到多个筛的每个筛所对应的筛余质量占比的理论值;根据每个筛所对应的筛余质量占比的理论值计算所述多个筛所对应的筛余质量占比的理论值的和;和利用所述多个筛所对应的筛余质量占比的理论值的和,对所述函数关系进行归一化处理。
14.在一些实施例中,所述铣削转子包括:滚筒;和螺旋设置在所述滚筒的多排刀齿,其中,所述铣削转子的刀齿排布方式为:所述多排刀齿包括多个刀齿组,所述多个刀齿组沿着所述滚筒的轴线方向排列;其中,每个刀齿组包括第一刀齿、第二刀齿和第三刀齿,所述第一刀齿、所述第二刀齿和所述第三刀齿分别位于所述多排刀齿的不同排,所述第二刀齿
在所述滚筒的轴线上的投影位于所述第一刀齿在所述滚筒的轴线上的投影与所述第三刀齿在所述滚筒的轴线上的投影之间,所述第三刀齿的圆周角度与所述第一刀齿的圆周角度的差值小于所述第二刀齿的圆周角度与所述第一刀齿的圆周角度的差值。
15.在一些实施例中,在利用所述铣削转子铣削沥青层的过程中,按照第一刀齿、第三刀齿和第二刀齿的顺序切入所述沥青层。
16.根据本公开的另一个方面,提供了一种用于再生颗粒级配的预测方法,包括:向铣削颗粒级配预测模型输入条件参数,其中,所述铣削颗粒级配预测模型通过如前所述的方法获得;和利用所述铣削颗粒级配预测模型并根据所述条件参数,计算得到每个筛所对应的筛余质量占比。
17.在一些实施例中,所述条件参数包括:所述铣削转子的转速和所述铣削转子的前进速度。
18.在一些实施例中,所述条件参数还包括铣削深度。
19.根据本公开的另一个方面,提供了一种用于获得铣削颗粒级配预测模型的装置,包括:铣削试验单元,被配置为在利用设置的多组试验条件分别对沥青层进行铣削试验后,对通过铣削试验得到的多组试验颗粒进行筛分以获得多个筛的每个筛所对应的筛余质量占比,其中,所述多组试验条件中的每组试验条件包括:就地冷再生设备的铣削转子的转速、前进速度和铣削深度,所述多个筛具有不同的孔径规格;计算单元,被配置为根据所述铣削转子的刀齿排布方式、所述转速、所述前进速度和所述铣削深度,计算得到所述铣削转子的切削图的特征参数;回归分析单元,被配置为根据所述转速、所述前进速度和所述铣削深度,通过回归分析,建立通过铣削试验获得的所述每个筛所对应的筛余质量占比与所述铣削转子的切削图的特征参数之间的函数关系,其中,每个筛所对应的筛余质量占比为所述铣削转子的切削图的特征参数的函数;和归一化单元,被配置为对所述函数关系进行归一化处理,以获得铣削颗粒级配预测模型。
20.根据本公开的另一个方面,提供了一种用于获得铣削颗粒级配预测模型的装置,包括:存储器;以及耦接至所述存储器的处理器,所述处理器被配置为基于存储在所述存储器的指令执行如前所述的方法。
21.根据本公开的另一个方面,提供了一种用于再生颗粒级配的预测装置,包括:输入模块,被配置为向铣削颗粒级配预测模型输入条件参数,其中,所述铣削颗粒级配预测模型通过如权利要求1至9任意一项所述的方法获得;和计算模块,被配置为利用所述铣削颗粒级配预测模型并根据所述条件参数,计算得到每个筛所对应的筛余质量占比。
22.根据本公开的另一个方面,提供了一种用于再生颗粒级配的预测装置,包括:存储器;以及耦接至所述存储器的处理器,所述处理器被配置为基于存储在所述存储器的指令执行如前所述的方法。
23.根据本公开的另一个方面,提供了一种用于就地冷再生设备的铣削转子,包括:滚筒;和螺旋设置在所述滚筒的多排刀齿,其中,所述多排刀齿包括多个刀齿组,所述多个刀齿组沿着所述滚筒的轴线方向排列;其中,每个刀齿组包括第一刀齿、第二刀齿和第三刀齿,所述第一刀齿、所述第二刀齿和所述第三刀齿分别位于所述多排刀齿的不同排,所述第二刀齿在所述滚筒的轴线上的投影位于所述第一刀齿在所述滚筒的轴线上的投影与所述第三刀齿在所述滚筒的轴线上的投影之间,所述第三刀齿的圆周角度与所述第一刀齿的圆
周角度的差值小于所述第二刀齿的圆周角度与所述第一刀齿的圆周角度的差值。
24.在一些实施例中,在利用所述铣削转子铣削沥青层的过程中,按照第一刀齿、第三刀齿和第二刀齿的顺序切入所述沥青层。
25.在一些实施例中,在所述滚筒的轴线方向上,相邻的刀齿之间的距离的范围为16毫米至22毫米。
26.根据本公开的另一个方面,提供了一种就地冷再生设备,包括:如前所述的用于再生颗粒级配的预测装置;和/或如前所述的用于就地冷再生设备的铣削转子。
27.根据本公开的另一个方面,提供了一种非瞬时性计算机可读存储介质,其上存储有计算机程序指令,该计算机程序指令被处理器执行时实现如前所述的方法。
28.在上述方法中,通过获得该铣削颗粒级配预测模型,可以便于实现不同施工参数下路面再生回收料颗粒级配的预测,从而尽量地解决相关技术的沥青层就地冷再生施工中需要反复进行路段试验才能确定作业参数的难题,节省了大量人力和物力,缩短了施工时间。
29.通过以下参照附图对本公开的示例性实施例的详细描述,本公开的其它特征及其优点将会变得清楚。
附图说明
30.构成说明书的一部分的附图描述了本公开的实施例,并且连同说明书一起用于解释本公开的原理。
31.参照附图,根据下面的详细描述,可以更加清楚地理解本公开,其中:
32.图1是示出根据本公开一个实施例的用于就地冷再生设备的铣削转子的立体结构示意图;
33.图2是示出根据本公开一个实施例的用于就地冷再生设备的铣削转子的刀齿排布的展开示意图;
34.图3是示出根据本公开一些实施例的铣削转子的刀齿的圆周角度示意图;
35.图4是示出根据本公开一个实施例的用于获得铣削颗粒级配预测模型的方法的流程图;
36.图5是示意性地示出根据本公开一个实施例的铣削转子的刀齿的切削图;
37.图6是示出根据本公开一个实施例的铣削转子的刀齿的铣削示意图;
38.图7是示出根据本公开一个实施例的切削单元图案的示意图;
39.图8是示出根据本公开一个实施例的用于再生颗粒级配的预测方法的流程图;
40.图9是示出根据本公开一个实施例的用于获得铣削颗粒级配预测模型的装置的结构框图;
41.图10是示出根据本公开另一个实施例的用于获得铣削颗粒级配预测模型的装置的结构框图;
42.图11是示出根据本公开另一个实施例的用于获得铣削颗粒级配预测模型的装置的结构框图;
43.图12是示出根据本公开一个实施例的用于再生颗粒级配的预测装置的结构框图;
44.图13是示出根据本公开另一个实施例的用于再生颗粒级配的预测装置的结构框
图。
具体实施方式
45.现在将参照附图来详细描述本公开的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本公开的范围。
46.同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。
47.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。
48.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
49.在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。
50.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
51.图1是示出根据本公开一个实施例的用于就地冷再生设备的铣削转子的立体结构示意图。如图1所示,铣削转子10包括滚筒110和螺旋设置在滚筒110的多排刀齿120。例如,滚筒为圆柱形的滚筒。图1中还示出了滚筒的圆周方向(即铣削转子的圆周方向)131和滚筒的轴线方向(即铣削转子的轴线方向)132。例如,上述铣削转子可以用于沥青层(例如,沥青面层)的就地冷再生的实施。
52.图2是示出根据本公开一个实施例的用于就地冷再生设备的铣削转子的刀齿排布的展开示意图。该图2是将图1的立体图沿着滚筒的圆周方向131展开得到的刀齿排布图。另外,图2中还示出了刀齿的圆周角度c
x
,该c
x
的范围为0
°
至360
°
。
53.图2中示出了多排刀齿,例如,第i排刀齿至第vi排刀齿等。每排刀齿具有多个刀齿。图2中示例性地示出了刀齿i1、i2、i3、i4、i5、i6……ix
……
(即图1中的刀齿120)。所述多排刀齿包括多个刀齿组,该多个刀齿组沿着滚筒的轴线方向132排列。例如,刀齿i1、i2和i3组成第一刀齿组,刀齿i4、i5和i6组成第二刀齿组,等等,第一刀齿组和第二刀齿组等沿着滚筒的轴线方向132排列。
54.如图2所示,每个刀齿组包括第一刀齿、第二刀齿和第三刀齿。以第一刀齿组为例,该第一刀齿组包括第一刀齿i1、第二刀齿i2和第三刀齿i3。第一刀齿、第二刀齿和第三刀齿分别位于所述多排刀齿的不同排。例如,第一刀齿i1位于第iii排,第二刀齿i2位于第i排,第三刀齿i3位于第v排。
55.第二刀齿在滚筒的轴线上的投影位于第一刀齿在滚筒的轴线上的投影与第三刀齿在滚筒的轴线上的投影之间。例如,第二刀齿i2在滚筒110的轴线132上的投影位于第一刀齿i1在滚筒110的轴线132上的投影与第三刀齿i3在滚筒110的轴线132上的投影之间。
56.图3是示出根据本公开一些实施例的铣削转子的刀齿的圆周角度示意图。
57.刀齿通过圆周角度和轴线方向位置实现在滚筒上的定位。刀齿的圆周角度是刀齿在转子滚筒的圆周方向的角度。例如,在预先任意设置0
°
的圆周角度的情况下,某个刀齿i
x
在圆柱形的滚筒的圆形底面上的投影与该0
°
的位置在圆形底面上的投影之间的弧度即为该刀齿i
x
的圆周角度c
x
。例如,图3中示出了刀齿i1的圆周角度c1、刀齿i2的圆周角度c2和刀齿i3的圆周角度c3。
58.在本公开的实施例中,在每个刀齿组中,第三刀齿的圆周角度与第一刀齿的圆周角度的差值小于第二刀齿的圆周角度与第一刀齿的圆周角度的差值。例如,如图3所示,第三刀齿i3的圆周角度c3与第一刀齿i1的圆周角度c1的差值(即,c
3-c1)小于第二刀齿i2的圆周角度c2与第一刀齿i1的圆周角度c1的差值(即,c
2-c1)。
59.至此,提供了根据本公开一些实施例的用于就地冷再生设备的铣削转子。该铣削转子包括:滚筒;和螺旋设置在滚筒的多排刀齿,其中,多排刀齿包括多个刀齿组,多个刀齿组沿着滚筒的轴线方向排列;其中,每个刀齿组包括第一刀齿、第二刀齿和第三刀齿,第一刀齿、第二刀齿和第三刀齿分别位于多排刀齿的不同排,第二刀齿在滚筒的轴线上的投影位于第一刀齿在滚筒的轴线上的投影与第三刀齿在滚筒的轴线上的投影之间,第三刀齿的圆周角度与第一刀齿的圆周角度的差值小于第二刀齿的圆周角度与第一刀齿的圆周角度的差值。利用这样的铣削转子在铣削沥青层(例如,沥青面层)时可以获得比较均匀且方正的颗粒,有利于就地冷再生工艺的实施。
60.在利用上述铣削转子铣削沥青层(例如,沥青面层)的过程中,可以按照第一刀齿、第三刀齿和第二刀齿的顺序切入沥青层。
61.在上述铣削转子的刀齿排布中,在铣削转子轴线方向上的相邻刀齿采用“跳跃式”进刀排布。以轴线方向上相邻3把刀齿(例如,刀齿i1、刀齿i2和刀齿i3)为刀齿组进行分析,刀齿i1首先切入路面,然后是与刀齿i1相隔一条母线(即图2中垂直于轴线方向的虚线)210的刀齿i3切入路面,然后是与刀齿i1相邻的刀齿i2切入路面;刀齿i4、刀齿i5、刀齿i6以及铣削转子上的其他刀齿也采取这样的“跳跃式”进刀排布。
62.在一些实施例中,如图2所示,在滚筒的轴线方向上,相邻的刀齿之间的距离t的范围为16毫米(mm)至22毫米。例如,刀齿i1与刀齿i2之间的距离t为16毫米至22毫米。这样的距离设计配合刀齿的“跳跃式”排布方式,在面层再生工况(例如,铣削深度为10cm(厘米)至20cm、前进速度为3m/min(米/分钟)至6m/min)下,刀齿的切削图形态接近方正,有利于获得形状均匀的颗粒和更宽范围级配的混合料,从而有利于达到沥青层就地冷再生施工要求。
63.在一些实施例中,如图1所示,多排刀齿向转子的中间螺旋设置。在沥青路面铣削施工作业时,一般情况需要将铣削颗粒收集并运输,刀齿向中间缠绕(即螺旋设置),可以将铣削颗粒向中间收拢,在铣刨机与转子中间位置对应的位置设置有抛料口,这样方便将颗粒抛出和运输。
64.图4是示出根据本公开一个实施例的用于获得铣削颗粒级配预测模型的方法的流程图。如图4所示,该方法包括步骤s402至s408。
65.在步骤s402,在利用设置的多组试验条件分别对沥青层进行铣削试验后,对通过铣削试验得到的多组试验颗粒进行筛分以获得多个筛的每个筛所对应的筛余质量占比,其中,该多组试验条件中的每组试验条件包括:就地冷再生设备的铣削转子的转速、前进速度和铣削深度,该多个筛具有不同的孔径规格(或者称为粒径规格)。例如,沥青层为沥青面层。
66.这里,可以基于铣削转子的刀齿排布、设置的铣削转子转速、前进速度和铣削深度
等因素的不同水平值,进行沥青层三因素多水平正交铣削试验,收集铣削试验颗粒,对各组试验颗粒进行筛分,计算分析各个筛所对应的筛余质量占比(即对应的各种规格的颗粒质量占比),获得不同作业参数组合下的再生颗粒级配。
67.在一些实施例中,筛余质量占比为分计筛余百分率。分计筛余百分率是指某号筛上的筛余质量占试样总质量的百分率。
68.表1为示例性的沥青路面面层铣削试验表。在该表1中,共有5组试验条件1#至5#。在每组试验条件中,设置了铣削转子转速、前进速度和铣削深度。
69.表1沥青路面面层铣削试验表
[0070][0071]
表2是示例性的颗粒筛分试验表。在该表2中,示出了7种孔径的筛,每个筛过滤一种对应尺寸的试验颗粒。
[0072]
表2颗粒筛分试验表
[0073][0074]
例如,在1#试验条件(铣削深度为100mm,铣削转子转速为80r/min(转/分钟),前进
速度为3m/min)下,对试验获得的颗粒进行筛分,得到表2中的筛余质量占比分别为:孔径19mm的筛的筛余质量占比为6%,孔径16mm的筛的筛余质量占比为6%,孔径13.2mm的筛的筛余质量占比为9%,孔径9.5mm的筛的筛余质量占比为20%,孔径4.75mm的筛的筛余质量占比为30%,孔径1.18mm的筛的筛余质量占比为25%,孔径小于1.18mm的筛的筛余质量占比为4%。
[0075]
需要说明的是,上述表1和表2的数据均是示例性的,本公开的范围并不仅限于此。
[0076]
在步骤s404,根据铣削转子的刀齿排布方式、转速、前进速度和铣削深度,计算得到铣削转子的切削图的特征参数。
[0077]
这里,切削图是理论上假定铣削转子旋转一周以上而绘制的图,切削图反映了铣削转子通过最大铣削厚度时,在最大铣削厚度所在的面上留下的痕迹。
[0078]
图5是示意性地示出根据本公开一个实施例的铣削转子的刀齿的切削图。如图5所示,该切削图示出了刀齿i
x-1
、i
x
和i
x+1
等的位置,这里,x为正整数且x>1。以第x个刀齿i
x
为例,刀齿所在切削图上的位置可以表示为坐标(l
x
,p
x
)。图5中还示出了每个刀齿所对应的崩落角α。这里,假设所有刀齿所对应的崩落角基本相等,均为α。在每个刀齿位置的两侧,分别形成有第一崩落线511和第二崩落线512。例如,如图5所示,第一崩落线511位于刀齿位置的左侧(第一崩落线也可以称为左侧崩落线),第二崩落线512位于刀齿位置的右侧(第二崩落线也可以称为右侧崩落线)。另外,图5中还示出了最大铣削厚度hm。图5中还示出了切削图中可形成的最大正方形520,该正方形520大体表示了在铣削过程中所形成的颗粒的形状。
[0079]
在一些实施例中,该步骤s404包括:根据铣削转子的刀齿排布方式、转速、前进速度和铣削深度,计算得到铣削转子的第x个刀齿i
x
通过最大铣削厚度时的位置,其中,x为正整数且x>1。
[0080]
如上所述,铣削转子的第x个刀齿通过最大铣削厚度时的位置为坐标(l
x
,pz)。这里,l
x
为在切削图中,第x个刀齿的在平行于铣削转子的轴线方向上的横坐标,l
x
为已知量;p
x
为在切削图中,第x个刀齿的在垂直于铣削转子的轴线方向上的纵坐标。
[0081]
例如,
[0082]
其中,
[0083]
其中,c
x
为第x个刀齿的圆周角度,v为铣削转子的前进速度,n为铣削转子的转速,h为铣削深度,r为铣削转子的铣削半径,m为第x个刀齿已经旋转的整数圈数,m≥0且m为整数。这里,c
x
、v、n、h、r和m均为已知量。
[0084]
图6是示出根据本公开一个实施例的铣削转子的刀齿的铣削示意图。下面结合图5和图6详细描述上述公式(1)的由来。
[0085]
由于铣削转子在工作过程中,在旋转的同时还向前运行,铣削转子在旋转一周的过程中切削掉沥青材料,其铣削深度量呈先小后大的状态,铣削转子通过最大位置时的铣削深度即为最大铣削厚度。如图6所示,铣削转子先旋转通过旋转轨迹线601,在前进的过程中,再旋转通过下一个旋转轨迹线602。
[0086]
在图6中,s1表示铣削转子旋转一周的情况下向前运行的距离,则有
[0087]
在图6中,最大铣削厚度hm为
[0088][0089]
其中,
[0090]
在铣削转子旋转一周的情况下,刀齿i
x
旋转的角度为c
x
,因此,在切削图上,刀齿i
x
在圆周方向上的旋转长度为
[0091][0092]
在实际的铣削转子的旋转过程中,转子可能旋转了多周,相应地,刀齿i
x
旋转了周,因此,第x个刀齿i
x
的纵坐标p
x
为
[0093][0094]
这样,就获得了上述公式(1),进而得到了刀齿i
x
在切削图上的坐标(l
x
,pz)。
[0095]
在一些实施例中,上述步骤s404还包括:根据铣削转子的第x个刀齿通过最大铣削厚度时的位置和第x个刀齿铣削沥青层(例如,沥青面层)时的崩落角,计算第x个刀齿所对应的崩落线的方程表达式,以便得到铣削转子的多个刀齿所对应的崩落线的方程表达式,多个刀齿包含第x个刀齿。
[0096]
例如,如图5所示,切削图中的崩落线的斜率可以依据崩落角计算,刀齿i
x
所对应的第一崩落线511的斜率为tan刀齿i
x
所对应的第二崩落线512的斜率为tan根据前面已经计算得到的刀齿i
x
在切削图上的坐标(l
x
,p
x
)和第一崩落线511的斜率即可得到第x个刀齿i
x
所对应的第一崩落线511的方程表达式;根据刀齿i
x
在切削图上的坐标(l
x
,p
x
)和第二崩落线512的斜率即可得到第x个刀齿i
x
所对应的第二崩落线512的方程表达式。
[0097]
另外,通过与上面计算过程类似的计算过程,还可以得到其他刀齿所对应的崩落线的方程表达式,例如,刀齿i
x-1
、i
x+1
、i
x+2
等的崩落线的方程表达式。
[0098]
在一些实施例中,上述步骤s404还包括:根据铣削转子的多个刀齿所对应的崩落线的方程表达式和铣削转子的切削图,计算得到第x个刀齿所对应的切削单元图案的特征参数,作为铣削转子的切削图的特征参数。
[0099]
在一些实施例中,根据铣削转子的多个刀齿所对应的崩落线的方程表达式和铣削转子的切削图,计算得到第x个刀齿所对应的切削单元图案的特征参数包括:根据铣削转子的多个刀齿所对应的崩落线的方程表达式获得第x个刀齿所对应的切削单元图案的多个边的方程表达式;根据第x个刀齿所对应的切削单元图案的多个边的方程表达式计算得到第x个刀齿所对应的切削单元图案的多个顶点的位置坐标;和根据多个顶点的位置坐标计算得到第x个刀齿所对应的切削单元图案的特征参数。
[0100]
例如,图7是示出根据本公开一个实施例的切削单元图案的示意图。如图7所示,该
刀齿i
x
的切削单元图案由线段i
xj13
、i
xj23
、j
13 j
01
、i
x+1j01
、i
x+1j02
和j
23j02
围成。这些线段分别为切削单元图案的边。这里,每个线段所在的直线为相应的刀齿所对应的崩落线的方程表达式。例如,线段i
xj13
所在的直线为刀齿i
x
所对应的第一崩落线的方程表达式,线段i
xj23
所在的直线为刀齿i
x
所对应的第二崩落线的方程表达式,线段j
23j02
所在的直线为刀齿i
x-1
的第一崩落线的方程表达式(结合图5可以看出),线段i
x+1j02
所在的直线为刀齿i
x+1
的第二崩落线的方程表达式,线段i
x+1j01
所在的直线为刀齿i
x+1
的第一崩落线的方程表达式,以及线段j
13 j
01
所在的直线为另一刀齿(例如可以称为刀齿i
x+2
)的第二崩落线的方程表达式(结合图5可以看出)。这样,实现了根据铣削转子的多个刀齿所对应的崩落线的方程表达式获得第x个刀齿所对应的切削单元图案的多个边的方程表达式。
[0101]
如图7所示,切削单元图案的各个顶点均为相应的两条边的交点,例如,顶点j
23
为边i
xj23
和j
23j02
的交点,顶点j
02
为边i
x+1j02
和j
23j02
的交点,等等。由于两个相交的直线即可确定一个交点,因此,根据相交的两个边的方程表达式即可计算得到相应的顶点的位置坐标。例如,根据前面已经得到的边i
xj23
和j
23j02
的方程表达式即可计算得到顶点j
23
的坐标,根据前面已经得到的边i
x+1j02
和j
23j02
的方程表达式即可计算得到顶点j
02
的坐标。其他顶点的坐标也可以这样得到,这里不再一一赘述。因此,根据第x个刀齿所对应的切削单元图案的多个边的方程表达式即可计算得到第x个刀齿所对应的切削单元图案的多个顶点的位置坐标。
[0102]
接下来,根据多个顶点的位置坐标计算得到第x个刀齿所对应的切削单元图案的特征参数。
[0103]
在一些实施例中,第x个刀齿所对应的切削单元图案的特征参数为:在切削单元图案内部,以切削单元图案的一个边为直角边并按照预定的构图方法构造的一个直角三角形的斜边的边长。
[0104]
例如,如图7所示,以与崩落角α相对的边j
23j02
作为第一直角边,以与第一直角边j
23j02
相垂直的垂直线mj
23
作为第二直角边,且以该垂直线mj
23
与切削单元图案中第一直角边j
23j02
的相对边i
xj13
之间的交点m作为一个顶点,构造直角三角形mj
23 j
02
,直角三角形mj
23 j
02
的斜边mj
02
的边长即为第x个刀齿所对应的切削单元图案的特征参数。这里,在切削单元图案内部,以切削单元图案的一个边为直角边并按照预定的构图方法构造直角三角形,该直角三角形的斜边的边长即为切削单元图案的特征参数。
[0105]
由于前面已经计算得到了切削单元图案的多个顶点的位置坐标,因此可以根据该多个顶点的位置坐标计算得到上述直角三角形的斜边的边长,也即得到第x个刀齿所对应的切削单元图案的特征参数。
[0106]
当然,本领域技术人员能够理解,上述切削单元图案的特征参数仅是示例性的,本公开的范围并不仅限于此。例如,可以以切削单元图案的其他边作为一个直角边来在切削单元图案的内部构造直角三角形,该直角三角形的斜边的边长即为该切削单元图案的特征参数。
[0107]
在另一些实施例中,也可以以切削单元图案的其他结构特征作为切削单元图案的特征参数。例如,可以以切削单元图案的面积作为切削单元图案的特征参数,或者,以在切削单元图案内部构造的某个形状(例如三角形)的面积作为切削单元图案的特征参数,等等。这里不再一一详述。
[0108]
由于前面已经计算得到了切削单元图案的多个顶点的位置坐标,因此可以根据该多个顶点的位置坐标计算得到上述切削单元图案的特征参数,例如,所构造的其他直角三角形的斜边的边长、切削单元图案的面积等特征参数。
[0109]
这样,在上述步骤中,计算得到刀齿的位置,然后结合沥青路面的崩落角α,计算第x个刀齿所对应的崩落线,搭建铣削转子切削图的计算框架,编写切削图绘制算法程序,绘制与沥青路面面层铣削试验相同试验参数组合下的转子切削图,计算铣削转子的切削图的特征参数。
[0110]
在步骤s406,根据转速、前进速度和铣削深度,通过回归分析,建立通过铣削试验获得的每个筛所对应的筛余质量占比与铣削转子的切削图的特征参数之间的函数关系,其中,每个筛所对应的筛余质量占比为铣削转子的切削图的特征参数的函数。
[0111]
在该步骤中,依据铣削深度、转子转速和前进速度等参数,整合铣削试验数据(即步骤s402中的每个筛所对应的筛余质量占比)与铣削转子的切削图的特征参数(即步骤s404中的特征参数)(例如表3所示),通过回归分析,建立这二者的函数关系,即数学关系。
[0112]
假如铣削试验按照表1中5组试验条件参数进行,那么在切削图的特征参数时也是根据这5组试验条件参数进行计算,即采用表1中相应组的铣削深度、转子转速和前进速度计算对应的切削图的特征参数。这样保证铣削试验和切削图的特征参数计算采用的变量一一对应,便于建立铣削颗粒级配预测模型。
[0113]
表3铣削试验数据与切削图的特征参数的整合示例表
[0114][0115]
在一些实施例中,每个筛所对应的筛余质量占比与铣削转子的切削图的特征参数之间的函数关系为
[0116][0117]
其中,为第号筛的筛余质量占比,τ为铣削转子的切削图的特征参数,和为系数。系数和可以根据多组试验数据(例如表3所示)确定。
[0118]
例如,通过整合每个筛所对应的筛余质量占比与铣削转子的切削图的特征参数的对应数据(例如表3所示),通过多项式拟合即可获得每个筛所对应的筛余质量占比与铣削
转子的切削图的特征参数之间的函数关系。数据越多规律性越强,数学关系也就越明显。
[0119]
在步骤s408,对函数关系进行归一化处理,以获得铣削颗粒级配预测模型。
[0120]
在一些实施例中,该步骤s408包括:根据铣削转子的切削图的特征参数和所述函数关系计算得到多个筛的每个筛所对应的筛余质量占比的理论值;根据每个筛所对应的筛余质量占比的理论值计算所述多个筛所对应的筛余质量占比的理论值的和;和利用所述多个筛所对应的筛余质量占比的理论值的和,对函数关系进行归一化处理。
[0121]
这里,在通过回归分析建立上述函数关系后,将铣削转子的切削图的特征参数代入该函数关系,计算得到每个筛所对应的筛余质量占比的理论值;计算所有筛所对应的筛余质量占比的理论值的和,该和值可能不等于100%。在这样的情况下,利用上述和值对函数关系进行归一化处理。即,将函数关系式(5)的多项式除以该和值即实现了对函数关系的归一化处理。例如,通过计算得到和值为1.01,则将函数关系式(5)中的除以1.01,即实现了对函数关系的归一化处理。
[0122]
通过对所有函数关系进行归一化处理,可以尽量保证各孔径筛所对应的筛余质量占比的总和为100%,使得铣削颗粒级配预测模型的预测更加准确。
[0123]
至此,提供了根据本公开一些实施例的用于获得铣削颗粒级配预测模型的方法。该方法包括:在利用设置的多组试验条件分别对沥青层进行铣削试验后,对通过铣削试验得到的多组试验颗粒进行筛分以获得多个筛的每个筛所对应的筛余质量占比,其中,多组试验条件中的每组试验条件包括:就地冷再生设备的铣削转子的转速、前进速度和铣削深度,多个筛具有不同的孔径规格;根据铣削转子的刀齿排布方式、转速、前进速度和铣削深度,计算得到铣削转子的切削图的特征参数;根据转速、前进速度和铣削深度,通过回归分析,建立通过铣削试验获得的每个筛所对应的筛余质量占比与铣削转子的切削图的特征参数之间的函数关系,其中,每个筛所对应的筛余质量占比为铣削转子的切削图的特征参数的函数;和对函数关系进行归一化处理,以获得铣削颗粒级配预测模型。通过获得该铣削颗粒级配预测模型,可以便于实现不同施工参数下路面再生回收料颗粒级配的预测,从而尽量地解决相关技术的沥青层就地冷再生施工中需要反复进行路段试验才能确定作业参数的难题,节省了大量人力和物力,缩短了施工时间。该方法也尽可能地防止出现沥青层材料浪费等问题。
[0124]
在本公开的上述实施例中,通过开展铣削深度、转子转速、前进速度的三因素多水平沥青层(例如,沥青面层)铣削正交试验,获得作业参数组合与再生颗粒级配关系数据库,避免了路面再生施工现场铣削试验;结合切削图计算方法,建立了沥青层铣削颗粒级配预测模型,实现不同施工参数下路面再生回收料级配的预测,解决了每次路面再生施工都需要进行路段试验才能确定作业参数的难题,节省了大量人力和物力,缩短了施工周期。
[0125]
图8是示出根据本公开一个实施例的用于再生颗粒级配的预测方法的流程图。如图8所示,该预测方法包括步骤s802至s804。
[0126]
在步骤s802,向铣削颗粒级配预测模型输入条件参数。该铣削颗粒级配预测模型通过如前所述的方法(例如图4所示的方法)获得。
[0127]
在一些实施例中,所述条件参数包括:铣削转子的转速和铣削转子的前进速度。这里,在铣削深度为定值(例如,该铣削深度可以预先设置在模型中)的情况下,向铣削颗粒级
配预测模型输入的条件参数为铣削转子的转速和铣削转子的前进速度。例如,铣削转子的转速的范围为80r/min至120r/min。该转速可以在该范围内调节。例如,前进速度的范围为3m/min至6m/min的。该前进速度可以在该范围内调节。当然,本公开的范围并不仅限于此。
[0128]
在一些实施例中,所述条件参数还包括铣削深度。也就是说,在铣削深度不为定值的情况下,条件参数包括铣削转子的转速、铣削转子的前进速度和铣削深度。将这三个条件参数均输入到铣削颗粒级配预测模型中。
[0129]
在步骤s804,利用铣削颗粒级配预测模型并根据条件参数,计算得到每个筛所对应的筛余质量占比。
[0130]
这里,在将条件参数输入到铣削颗粒级配预测模型后,该铣削颗粒级配预测模型即可计算得到相应的切削图的特征参数,进而根据函数关系式(5)计算得到每个筛所对应的筛余质量占比。
[0131]
至此,提供了根据本公开一些实施例的用于再生颗粒级配的预测方法。该方法包括:向铣削颗粒级配预测模型输入条件参数,其中,铣削颗粒级配预测模型通过如前的方法获得;和利用铣削颗粒级配预测模型并根据条件参数,计算得到每个筛所对应的筛余质量占比。该方法实现了不同施工参数下路面再生回收料级配的预测,节省了相关技术中所需要的人力和物力,缩短了施工时间。该方法也尽可能地防止出现沥青层材料浪费等问题。
[0132]
例如,在沥青路面就地冷再生回收料级配预测中,针对具体的沥青路面就地冷再生施工工程,铣削深度一般由具体路面结构确定,转子转速和前进速度是可调的,就地冷再生施工时设置不同的转子转速、前进速度参数组合,计算相应作业参数组合下切削图的特征参数,通过铣削颗粒级配预测模型分析各规格号筛的筛余质量占比,完成对再生回收料的级配预测,选择与施工级配要求符合的作业参数组合进行路面就地冷再生施工。
[0133]
图9是示出根据本公开一个实施例的用于获得铣削颗粒级配预测模型的装置的结构框图。
[0134]
如图9所示,该装置包括铣削试验单元902、计算单元904、回归分析单元906和归一化单元908。
[0135]
铣削试验单元902被配置为在利用设置的多组试验条件分别对沥青层进行铣削试验后,对通过铣削试验得到的多组试验颗粒进行筛分以获得多个筛的每个筛所对应的筛余质量占比,其中,多组试验条件中的每组试验条件包括:就地冷再生设备的铣削转子的转速、前进速度和铣削深度,多个筛具有不同的孔径规格。
[0136]
计算单元904被配置为根据铣削转子的刀齿排布方式、转速、前进速度和铣削深度,计算得到铣削转子的切削图的特征参数。
[0137]
回归分析单元906被配置为根据转速、前进速度和铣削深度,通过回归分析,建立通过铣削试验获得的每个筛所对应的筛余质量占比与铣削转子的切削图的特征参数之间的函数关系,其中,每个筛所对应的筛余质量占比为铣削转子的切削图的特征参数的函数。
[0138]
归一化单元908被配置为对函数关系进行归一化处理,以获得铣削颗粒级配预测模型。
[0139]
至此,提供了根据本公开一些实施例的用于获得铣削颗粒级配预测模型的装置。该装置可以便于实现不同施工参数下路面再生回收料颗粒级配的预测,从而尽量地解决相关技术的沥青层就地冷再生施工中需要反复进行路段试验才能确定作业参数的难题,节省
了大量人力和物力,缩短了施工时间。该装置也尽可能地防止出现沥青层材料的浪费等问题。
[0140]
在一些实施例中,计算单元904被配置为根据铣削转子的刀齿排布方式、转速、前进速度和铣削深度,计算得到铣削转子的第x个刀齿通过最大铣削厚度时的位置,其中,x为正整数且x>1;根据铣削转子的第x个刀齿通过最大铣削厚度时的位置和第x个刀齿铣削沥青层时的崩落角,计算第x个刀齿所对应的崩落线的方程表达式,以便得到铣削转子的多个刀齿所对应的崩落线的方程表达式,多个刀齿包含第x个刀齿;和根据铣削转子的多个刀齿所对应的崩落线的方程表达式和铣削转子的切削图,计算得到第x个刀齿所对应的切削单元图案的特征参数,作为铣削转子的切削图的特征参数。
[0141]
在一些实施例中,铣削转子的第x个刀齿通过最大铣削厚度时的位置为坐标(l
x
,p
x
),其中,l
x
为在切削图中,第x个刀齿的在平行于铣削转子的轴线方向上的横坐标,l
x
为已知量;p
x
为在切削图中,第x个刀齿的在垂直于铣削转子的轴线方向上的纵坐标,为在切削图中,第x个刀齿的在垂直于铣削转子的轴线方向上的纵坐标,其中,其中,c
x
为第x个刀齿的圆周角度,v为铣削转子的前进速度,n为铣削转子的转速,h为铣削深度,r为铣削转子的铣削半径,m为第x个刀齿已经旋转的整数圈数,m≥0且m为整数。
[0142]
在一些实施例中,计算单元904被配置为根据铣削转子的多个刀齿所对应的崩落线的方程表达式获得第x个刀齿所对应的切削单元图案的多个边的方程表达式;根据第x个刀齿所对应的切削单元图案的多个边的方程表达式计算得到第x个刀齿所对应的切削单元图案的多个顶点的位置坐标;和根据多个顶点的位置坐标计算得到第x个刀齿所对应的切削单元图案的特征参数。
[0143]
在一些实施例中,第x个刀齿所对应的切削单元图案的特征参数为:在切削单元图案内部,以切削单元图案的一个边为直角边并按照预定的构图方法构造的一个直角三角形的斜边的边长。
[0144]
在一些实施例中,所述每个筛所对应的筛余质量占比与所述铣削转子的切削图的特征参数之间的函数关系为
[0145][0146]
其中,为第号筛的筛余质量占比,τ为所述铣削转子的切削图的特征参数,和为系数。
[0147]
在一些实施例中,归一化单元908被配置为根据所述铣削转子的切削图的特征参数和所述函数关系计算得到多个筛的每个筛所对应的筛余质量占比的理论值;根据每个筛所对应的筛余质量占比的理论值计算所述多个筛所对应的筛余质量占比的理论值的和;和利用所述多个筛所对应的筛余质量占比的理论值的和,对所述函数关系进行归一化处理。
[0148]
本公开实施例所提供的用于获得铣削颗粒级配预测模型的装置可执行本公开任意实施例所提供的用于获得铣削颗粒级配预测模型的方法,具备执行方法相应的功能单元和有益效果。
[0149]
图10是示出根据本公开另一个实施例的用于获得铣削颗粒级配预测模型的装置
的结构框图。该装置包括存储器1010和处理器1020。
[0150]
其中:
[0151]
存储器1010可以是磁盘、闪存或其它任何非易失性存储介质。存储器用于存储图4所对应实施例中的指令。
[0152]
处理器1020耦接至存储器1010,可以作为一个或多个集成电路来实施,例如微处理器或微控制器。该处理器1020用于执行存储器中存储的指令,实现不同施工参数下路面再生回收料颗粒级配的预测,缩短施工时间。
[0153]
在一个实施例中,还可以如图11所示,用于获得铣削颗粒级配预测模型的装置1100包括存储器1110和处理器1120。处理器1120通过bus总线1130耦合至存储器1110。该装置1100还可以通过存储接口1140连接至外部存储装置1150以便调用外部数据,还可以通过网络接口1160连接至网络或者另外一台计算机系统(未标出),此处不再进行详细介绍。
[0154]
在该实施例中,通过存储器存储数据指令,再通过处理器处理上述指令,实现不同施工参数下路面再生回收料颗粒级配的预测,缩短施工时间。
[0155]
图12是示出根据本公开一个实施例的用于再生颗粒级配的预测装置的结构框图。如图12所示,该预测装置包括输入模块1210和计算模块1220。
[0156]
输入模块1210被配置为向铣削颗粒级配预测模型输入条件参数。该铣削颗粒级配预测模型通过如前所述的方法获得。
[0157]
在一些实施例中,条件参数包括:铣削转子的转速和铣削转子的前进速度。
[0158]
在一些实施例中,该条件参数还包括铣削深度。
[0159]
计算模块1220被配置为利用铣削颗粒级配预测模型并根据条件参数,计算得到每个筛所对应的筛余质量占比。
[0160]
至此,提供了根据本公开一些实施例中,用于再生颗粒级配的预测装置。该预测装置实现了不同施工参数下路面再生回收料级配的预测,节省了相关技术中所需要的人力和物力,缩短了施工时间。该装置也尽可能地防止出现沥青层材料的浪费等问题。
[0161]
本公开实施例所提供的用于再生颗粒级配的预测装置可执行本公开任意实施例所提供的用于再生颗粒级配的预测方法,具备执行方法相应的功能模块和有益效果。
[0162]
图13是示出根据本公开另一个实施例的用于再生颗粒级配的预测装置的结构框图。该预测装置包括存储器1310和处理器1320。其中:
[0163]
存储器1310可以是磁盘、闪存或其它任何非易失性存储介质。存储器用于存储图8所对应实施例中的指令。
[0164]
处理器1320耦接至存储器1310,可以作为一个或多个集成电路来实施,例如微处理器或微控制器。该处理器1320用于执行存储器中存储的指令,实现了不同施工参数下路面再生回收料级配的预测,缩短了施工时间。
[0165]
在本公开的一些实施例中,还提供了一种就地冷再生设备。该就地冷再生设备包括:如前所述的用于再生颗粒级配的预测装置;和/或如前所述的用于就地冷再生设备的铣削转子。
[0166]
在一些实施例中,本公开还提供了一种非瞬时性计算机可读存储介质,其上存储有计算机程序指令,该指令被处理器执行时实现图4和/或图8所对应实施例中的方法的步骤。本领域内的技术人员应明白,本公开的实施例可提供为方法、装置、或计算机程序产品。
因此,本公开可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本公开可采用在一个或多个其中包含有计算机可用程序代码的计算机可用非瞬时性存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0167]
本公开是参照根据本公开实施例的方法、设备(系统)和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0168]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0169]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0170]
至此,已经详细描述了本公开。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
[0171]
虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改。本公开的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1