利用探索性模拟由数字孪生自动生成工艺清单的制作方法
1.本技术涉及工厂自动化。更具体地,本技术涉及自主的制造过程。
背景技术:
2.第四次工业革命旨在将批量定制纳入大规模生产成本。这是能够实现的,因为自主的机器无须再使用详细的指令进行编程,例如机器人路点或手动设定路径,而是利用待生产的产品的设计信息自动定义其任务。此类目标能够用于将一套物品(例如,刀架、剃须刀手柄、剃须膏、肥皂等)基于其数字孪生组装或包装成泡罩包装。信息(例如,使用什么对象、物品需要插入的顺序、姿态、如何拾取以及物品需要插入的路径)能够在产品的设计阶段进行定义。因此,过程应基于物料清单(bom)和工艺清单(bop),而不需要对例如机器人处理系统进行额外编程。
3.然而,为了真正实现自主系统并有效降低产品的生产成本,重要的是,生成足够的bom和bop不需要与传统的自动编程任务(例如机器人处理系统使用的任务)相当的高技能和昂贵资源。如果bop需要与编码机器人处理系统类似的详细程度,则这些要求仅仅是转移到另一方或另一流程,而不是真正自动化。bom定义产品的部件,而bop定义应生产的产品。bom的自动创建在可用的设计工具中进行,能够通过包括生成性设计在内的方法来增强。bop定义产品的制造方式,并为自主系统提供定义执行步骤/流程的参照。此过程取决于bom,但其他约束条件(例如能够用于制造的工具和机器)也有助于准备用于生产产品的工作流程。
4.bop在将产品设计付诸实物方面起着重要作用。bop将使工厂拥有能够根据待执行的生产订单进行自我组织和优化的自主生产单元或模块(例如,机器人)。这种方法将实现对生产订单和市场波动的灵活性和反应能力,从而使生产小批量件或大规模定制件成为可能,继而提高行业竞争力。因此,需要用于自动生成bop以实现自主制造的方法。
技术实现要素:
5.根据本发明的实施例,公开了一种用于在制造系统600中自主生成bop 620的方法,该方法包括:接收代表待生产的产品300的设计信息603;迭代地进行该制造系统的模拟420;基于该模拟来识别制造动作612;优化所识别的制造动作619,用以有效地生产待生产的产品300;以及通过制造系统600生成用于生产该产品的bop 620。
6.根据其他实施例,制造系统600包括用于生产该产品的自主的机器(例如,工业机器人)520。
7.在其他实施例中,接收产品300的数字孪生601和环境的数字孪生601,制造系统600在该环境中运行以进行模拟420。
8.根据一些实施例,接收与环境的不确定性605相关的信息,制造系统600在该环境中运行。
9.其他实施例包括通过在强化学习过程610中处理所接收到的输入来优化所识别的
制造动作619。
10.在一些实施例中,bop 620包括按组装顺序排列的产品300的部件列表、经优化的组装顺序,以及将每个部件组装到正在生产的产品300中的相关运动规划。为了组装,工艺清单620能够包括部件列表、生产方法、操作顺序、以及组装方法等。
11.包括任何一个前述实施例的实施例,其中,强化学习过程610包括用于创建策略618的神经网络617,该策略定义了智能体(agent)611的下一个动作612,该智能体用于生产产品300。
12.根据一些实施例,利用环境601和产品300的模拟对神经网络617进行离线训练。在其他实施例中,在制造系统600的实时生产期间收集制造过程数据,并训练神经网络617。
13.一些其他实施例包括将用于制造产品的候选解决方案标记为类型,例如整数变量成功或不成功,作为神经网络的训练期间向神经网络的输入。该标记也能够是连续值,例如生产效率或周期时间。
14.在本发明的其他实施例中,所识别的制造动作619基于以下因素中的一个或多个因素进行优化,例如:摩擦产生的力;夹持产生的力;以及使产品的部件相对于轴移动的力。
15.在其他实施例中,忽略摩擦产生的力、夹持对象的部件而产生的力以及使产品的部件相对于轴移动的力的因素中的一个或多个因素,以加速优化所识别的制造动作619。
16.在一些实施例中,基于对对象的部件施加最小的力以及缩短用于定位产品的部件的路径长度,来优化所识别的制造动作619。
17.在其他实施例中,工艺清单620包括用于按照部件组装顺序构建产品的部件列表;以及包含部件被组装以制造产品时的每个部件的运动规划的列表。
附图说明
18.在结合附图阅读时,根据以下具体实施方式能够最好地理解本发明的前述和其他方面。为了阐述本发明,附图中示出了当前优选的实施例,但是应当理解,本发明不限于所公开的特定装置。附图中包括以下图示:
19.图1示出了根据本发明所述的实施例的各个方面的包含用于生产产品的材料的箱子的示图。
20.图2示出了根据本发明所述的实施例的各个方面的包括制造机器人的制造站的等距视图。
21.图3示出了根据本发明所述的实施例的各个方面的能被制造的产品的示图。
22.图4示出了根据本发明所述的实施例的各个方面的用于使机器人控制系统自主生成工艺清单的过程流程图。
23.图5示出了根据本发明所述的实施例的各个方面的改进的机器人控制系统的示图。
24.图6示出了根据本发明所述的实施例的各个方面的用于自主生成工艺清单的强化学习架构的框图。
25.图7示出了能够用于实现本发明所述的实施例的特定方面的计算系统的框图。
具体实施方式
26.传统上,工艺清单是在产品的设计阶段创建的,通常用作组装说明书,例如由工人使用。考虑这样一个实例,如图3所示,将一套刀架、剃须刀手柄、剃须膏、肥皂等组装成泡罩包装。这些组装说明书能够在分解视图中表示,也能够以印刷的说明书或电子形式提供,例如以pdf文件等可读的计算机文件提供。说明书指示工人先施加胶水,然后将优惠券放置在预定位置,然后将瓶子放置为便于消费者阅读瓶子上的图片。随后,指示装配工按照建议的顺序插入剃须刀手柄、刀架和刀盖。虽然这足以指导工作人员完成该任务,但该bop对向机器解释如何执行该任务提出了挑战。
27.举例来说,考虑机器读取pdf图像的难度。机器需要识别相应的3d零件、确定箭头含义的原因,以及指定零件组装顺序的书面条件。此外,机器将推断缺失或隐含的信息,以确定是否需要以特殊角度插入部件,以对齐位置。虽然这些方面可能会给工作人员带来问题,但能够教他/她如何制造第一个产品,并通过反复试验确定后续要求,以平衡多个性能指标,例如准确性和速度。然而,这种方法不适用于受期望限制车间的熟练工人和减少产品之间随时间的变化相结合的生产量要求约束的自主的机器。
28.因此,使用自主的机器的当前技术需要手动创建文件可读格式的bop,包括关于每个产品夹持点的信息(例如,以确保机器人末端执行器的接触点与泡罩卡扣特征对齐,这是防止产品在高速插入时意外旋转所必需的)。自主的机器还能够配备有用于对象姿态检测的模型(例如,能够放置对象以提供图片的可读性)。此外,自主的机器必须了解对象相对于产品坐标系(例如泡罩包装)的插入位置和方向,以及要遵循的路径,以防止发生可能导致产品损坏的碰撞。还必须选择正确执行任务的工具选择。这包括在需要时移交产品的能力(例如,防止吸盘发生物理滑动等)。尽管创建此信息所需的工作量远小于编程机器人处理系统所需的工作量,但它仍需要大量的技能和时间。例如,基于视觉和先进机器人功能编程一个具有灵活性的复杂的配套问题,可能需要机器人专家一个月或更长的时间,而手动定义与bop相关的模型和参数可能还额外需要几个小时。
29.在考虑到快速转换的情况时,手动定义bop面临着挑战。例如,如果需要系统每4-5小时制造一次不同的产品,那么在转换之间重新编程机器人处理系统就变得不可行。即使对于不需要重新编程而需要创建bop的自主系统,手动生成此bop也会成为一个障碍,因为生成新产品的bop可能需要大约几个小时。当将此外推为批量为1(lot size one)的完全定制生产时(例如,以每分钟50个零件的速度),显然手动编辑bop不会按要求缩放。本文将参考图1至图3描述将部件组装成套件的过程。这些附图突出了定义组装顺序、放置位置、取向、插入路径、插入速度和编码到bop中的其他方面所必须承担的挑战和任务。
30.图1示出了零件的套件100和组装所需的工具。每个零件的位置和取向对于下一个过程步骤是重要的。将这些零件进行组合以实现产品供应。套件100包括用于保持零件和工具的托盘121。套件100包括诸如十字头螺丝刀101、一字头螺丝刀103和钻头107的工具。套件100还包括多个零件,包括测量仪115、阀门117、螺钉111、蝶形螺母113和钩环105。每个工具都能够由自主的机器操纵,例如使用机械手爪或专门设计的机器人致动器。例如,机械臂能够配置有旋转工具和用于接收钻头107的卡盘。机械手爪能够被配置为用于保持、定位和转动蝶形螺母113。机械臂还能够被配置为用于操纵如测量仪115和阀门117的零件。为了自动处理套件100,机器必须了解托盘121的尺寸和布局,并识别托盘121中的工具和零件。为
了正确处理套件100中的工具和零件,自主的机器必须识别这些零件或工具,并识别其在托盘121中相对于其它零件或工具的姿态。零件和工具能够在套件100内具有预定位置,或者这些零件和工具能够松散地坐落在托盘121中。在这种情况下,它们的相对姿态能够是随机的或重叠的。
31.图2示出能用于实现本发明的实施例的各个方面的自主机柜组件的示图。例如,图2所示的自主机柜组件能用于高度定制的制造,例如生产批量为1的产品。该组件包括第一机械臂203和第二机械臂201。工具209能够与机械臂201相关联,以在工件205上进行工作。提供了将结合到工件205中的附加工件207。机械臂203能够装备有图像传感器,用于在附加工件207或工件205上提供机器视觉。通过图像传感器获取的信息,自主的机器能够确定过程步骤,例如产品的bop中包含的步骤。机械臂201和机械臂203能够被配置为彼此协作地工作,以生产期望的产品。例如,由机械臂203通过图像传感器获取的信息能被用于告知系统如何以及在何处移动机械臂201及其相关联的工具209。每个零件的位置和取向对于确定后续过程步骤是重要的。如果工件207例如由于手动切割过程而产生长度变化,则工件207可能无法安置在工件205中先前放置的其它部件之间。如果需要在严格的公差约束内将工件207放置在其它零件之间,则可能需要以特定方式插入附加工件207,例如在插入期间倾斜零件。
32.图3示出根据本发明所述实施例的能够利用bom和bop进行组装的产品300的示图。图3所示的产品300是与剃须有关的礼品套装。产品300包括由塑料制成的泡罩包装301。泡罩包装301模制为包括用于容纳该礼品套装部件的腔体313。该礼品套装包括剃须刀手柄303、三个剃须刀架305、剃须刀盖307、剃须凝胶或剃须膏罐311,以及促销品309(例如,水瓶)。每个部件都与腔体313相关联,腔体313专门设计为接收其关联部件。腔体313能够形成为包括突出部315,突出部315是弹性的,并且允许部件经过突出部315插入腔体313中,突出部315在部件插入空腔313中时被向外推动。当部件完全插入腔体313中时,突出部315将返回至其原始位置,并使部件保持在泡罩包装301内的适当位置。
33.本发明的一个重要方面是寻求仅利用bom来自动生成bop,代表设计阶段中的产品定义。也就是说,不同零件以及最终产品的计算机辅助设计(cad)或纹理cad信息(如果需要取决于图片的放置)被用作该步骤的输入。最终产品的信息隐含地提供了产品的最佳位置和取向,而单个零件的设计信息则告知了所需的过程步骤和起始点。
34.除产品信息外,还需要考虑物理可生产性。也就是说,一个零件是否能够放置在另一个零件之后而不发生碰撞,或者机器是否能够到达所需位置或者根据其物理约束或与其他对象的潜在碰撞而遵循所需的路径?此外,可能需要考虑其他取决于产品的约束。例如,在一些情况下,力应当被限制在特定水平。另一个限制能够是,对象不应该绕特定轴移动,以防止产品漏出或能够导致产品掉落的剪切力。
35.在实施例中,所提出的解决方案利用环境的数字孪生和产品的数字孪生来模拟物理现象(例如,摩擦、力、碰撞),并部署强化学习激励的方法来探索从其零件制造产品的可能性空间。然后使用最小力、周期时间等标准对不同的成功选项(与其他对象无碰撞以及运动学的可访问路径)进行加权。强化学习方法的奖励函数能够是组装零件与产品设计中相关对象位置之间的距离。只有当所有零件都到达其最终位置且没有发生碰撞时,才考虑候选解决方案。然后将零件组装的顺序以及插入前最后几厘米距离的路径信息存储为bop。为
了简化问题,从而加快收敛速度,能够根据手头的任务忽略某些方面。例如,能够忽略摩擦力、力和运动学方面,并将测试限制为碰撞(包括末端执行器)。在某些情况下,零件供应能够位于其在组件中的最终位置上方较近的距离(例如10cm)处。因此,重点可能不是如何明确处理对象(拾取、移交、旋转和传输),而是如何以及以何种顺序放置它们。
36.灵活的处理和组装问题源自于产品的bom和bop。虽然bom是产品定义并因此是设计过程的结果,但bop描述了产品的生产方式。生成bop的过程可能需要数小时,并且必须是自动的,以实现小批量的高效生产。目前生成bop的方法需要熟练(需要掌握用于组装的产品和工具(例如,机器人和末端执行器)的知识)的人为劳动力,因此对于弹性制造而言,成本高昂且时间紧迫。
37.根据本文所述实施例的各个方面,强化学习能用于自动探索组装产品的可能性空间。执行会受到物理模拟而产生的碰撞和力的信息的惩罚。奖励函数基于所有组装零件与设计信息(组装的bom)之间的距离。该过程只考虑成功的解决方案(无剩余距离和碰撞)。随后能够将最后几厘米距离的插入策略/路径的成功顺序存储为bop。
38.当前的设计工具只关注bom及其关联组件的创建。然后,bop必须由经验丰富的专家手动编码。通过自动生成bop,创建了改进的设计和生产系统。这是对现有自主制造系统的一种改进,之前这些系统无法自行确定可行的bop。随着如何自动生成实用bop的技术问题得到解决,这些自主制造系统的能力得到了提高,能够实现更大的潜力,进行高度复杂和能定制的生产。这些能力的改进为未开拓的市场提供了机会,例如从小批量制造降低到批量为1的制造。
39.现在参考图4,其示出了用于通过自主的机器人的控制系统自动生成工艺清单的过程400。该过程的输入能够包括与待生产的产品有关的几何信息。几何信息能够以由设计工具在产品的设计阶段作为计算机文件生成的cad信息的形式提供。此外,与自主的机器人的运行环境有关的信息也能够作为过程400的输入。在一些实施例中,关于产品和/或环境的信息能够以数字孪生来提供。数字孪生是真实世界的对象或环境基于数字或计算机的复制。给定真实世界对象经历的输入或状态,该对象的数字孪生将创建相同的输出或状态变化,这些输出或状态变化将在相同输入的真实世界对应对象中观察到。
40.过程400的其他输入能够包括表征运行环境的不确定性的信息。不确定性量化了能够影响整个生产过程的小的不可预测的时变条件。在进行优化时,考虑生产过程中的不确定性能够提供改进的解决方案。通过考虑不确定性,优化的解决方案会考虑到轻微的不可预测的变化,并获得更稳健的优化解决方案。能够作为输入提供的另一个因素是与机器人在制造过程中能执行的机器人任务特有的规范相关的信息。此附加信息将指导根据正在执行的任务专门开发的经优化的解决方案的开发。回到过程400,将所选择的输入提供至强化学习过程,用于自动生成工艺清单410。
41.利用所提供的输入进行模拟,以用于探索解空间420。将成功的解决方案标识为整个解空间的子集。一个成功的解决方案的特点是,制造过程中的每个动作都是按照设计进行的,并且没有与机器人发生碰撞。在图3所示的配套实例中,成功的解决方案会使剃须刀套件的每个部件被放置在其预期位置,并且在将每个部件插入其最终位置时不会发生碰撞。
42.在探索解空间时,根据模拟结果标记每个潜在解决方案430。每个被标记的解决方
案向神经网络提供输入,神经网络根据解决方案的质量对解决方案进行评估440。
43.采用强化学习对神经网络进行优化。有利于满足有利标准的解决方案的奖励函数根据标准调整神经网络中的权重,以实现满足设计要求同时显示出最有利特性的最佳解决方案450。此外,能够对该过程进行评估,以确定哪些成功的解决方案达到了设计要求,同时最小化了机械臂的移动路径。当神经网络集中于最优解决方案时,神经网络输出产生最佳解决方案的工艺清单460。该工艺清单能够包括每个部件在套件中的放置顺序,以及机械臂用于将每个部件放置在套件中的路径。
44.上述过程400能够在作为机器人控制系统一部分的计算机处理器中进行。该机器人控制系统用作该工业机器人的组成部分。改进后的计算机控制系统能够自动生成从强化学习过程模拟派生的工艺清单,为以能由机器消耗和执行的工艺清单的形式提供指令的现有问题提供了技术解决方案。之前的解决方案需要大量的专家人力投入,涉及时间要求,这阻碍了快速切换制造流程的期望。改进后的机器人控制系统提供了实现工业4.0目标的能力。例如,自动生成工艺清单将使制造更接近批量为1的制造目标。
45.图5示出了根据本发明所述的实施例的各个方面的用于自动生成工艺清单的改进机器人控制系统500的示图。工业机器人520包括机械臂521。机械臂521包括若干铰接接头。在机械臂521的末端能够附接工具。例如,手爪523能够附接到机械臂521的端部。工业机器人520还能够配备有用于辅助机器人520的传感器525。传感器525能够是用于使工业机器人520实现机器视觉的成像装置。能够使用其它类型的传感器525。例如,力传感器或扭矩传感器能用于提供机械臂521的运行状态信息。应当认识到,能够使用多种类型的传感器525来执行工业机器人520的多种支持功能。工业机器人能够被配置为使用工具和零件托盘100。来自零件和工具托盘100的零件或部件能够由工业机器人520拾取并且放置在最终产品中,例如泡罩包装301中。
46.工业机器人520由机器人控制器501控制。机器人控制器包括计算机处理器和存储器503。计算机存储器能够包括数据和软件形式的数字资产。数字资产能够包括数字孪生505、神经网络507和/或用于机器人操作系统相关的专门的任务规范509。机器人控制器501生成机器人指令511,机器人指令511被传输到工业机器人520并且使得工业机器人520执行与所接收到的机器人指令511相关的任务。当机器人采取动作时,传感器525能够捕获机器人的状态及其环境的变化。关于状态变化的信息能够以反馈513的形式被传输回机器人控制器501。
47.根据本发明的实施例,改进计算机控制器501以对机器人520提供更好的控制。计算机处理器和存储器包含使机器人控制器501仅利用产品设计信息来自动生成工艺清单的指令。使用产品和环境的数字孪生505将设计信息提供至模拟。探索用于生产该产品的所有候选解决方案的解空间。将候选解决方案应用于神经网络507中的强化学习过程,以学习用于生产产品的最优解决方案。最佳解决方案能够提供一种以生产机器人520不会与产品部件或机器人520的周围环境发生碰撞的形式生产产品的方式。还能够使用其它标准。
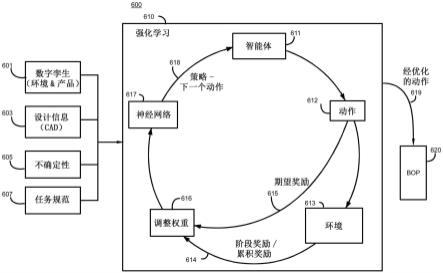
48.图6示出了根据本发明所述实施例的各个方面的用于使用强化学习过程自动生成bop的被改进的制造系统600的框图。
49.被改进的制造系统600的输入包括与正在生产的产品和环境有关的数字孪生601、产品的设计信息(例如cad文件)603、不确定性因素605,以及与生产任务有关的详细任务规
范607。这些输入被提供给强化学习过程610。进行机器学习以优化解决方案。经优化的动作619以自动生成的bop 620的形式输出。
50.强化学习过程610包括智能体611。智能体611能够是执行动作612以生产所设计产品的工业机器人或自主的机器。智能体611所采取的每个动作612都会影响智能体运行的环境613。当智能体611采取动作612时,环境613的一个或多个状态发生变化。强化学习过程610的目标是使智能体611采取最优动作612以有效生产所设计的产品。为此,强化学习过程610使用评估智能体611正在进行的动作612的神经网络617。神经网络617评估智能体611的动作612,并输出确定智能体611待采取的下一个动作的策略618。对于智能体611的每个动作612,将用于采取给定动作612的期望奖励615与通过相对于环境613模拟动作612而生成的实际奖励614进行比较。将期望奖励615与实际奖励614进行比较,以调整神经网络617的权重616来更新策略618。调整神经网络617以产生智能体611的最佳下一个动作612。最佳动作将智能体611推向根据设计规范生产产品的目标。当确定了成功完成所设计产品的一组最佳动作619时,这些动作被编制到工艺清单620中。工艺清单620由充当智能体611的机器人控制系统自动生成。通过这种方式,制造系统600表示能够自动生成工艺清单620的机器人控制系统的改进。被改进的制造系统600使得能够自动生成经优化的动作619,从而朝着工业4.0中设想的快速适应制造业流程转换的目标前进。
51.图7示出了能够实现本发明实施例的示例性计算环境700。诸如计算机系统710和计算环境700的计算机和计算环境是本领域技术人员已知的,因此在此简要描述。
52.如图7所示,计算机系统710能够包括诸如系统总线721的通信机制,或用于在计算机系统710内传送信息的其它通信机制。计算机系统710还包括与系统总线721耦合的用于处理信息的一个或多个处理器720。
53.处理器720能够包括一个或多个中央处理单元(cpu)、图形处理单元(gpu)或本领域已知的任何其他处理器。更一般地讲,本文所使用的处理器是用于执行存储在计算机可读介质上以执行任务的机器可读指令的设备,并且能够包括硬件和固件中的任何一个或它们的组合。处理器还能够包括存储能够被执行用于执行任务的机器可读指令的存储器。处理器通过操纵、分析、修改、转换或传输信息以供可执行流程或信息设备使用,和/或通过将信息路由到输出设备来对信息进行操作。处理器能够使用或包括例如计算机、控制器或微处理器的功能,并且能够使用可执行指令来进行调节,以执行通用计算机无法执行的特殊用途功能。处理器能够与任何其他处理器耦合(电耦合和/或包括可执行部件),以实现它们之间的交互和/或通信。用户界面处理器或生成器是已知的元件,其包括用于生成显示图像或其部分的电子电路或软件或两者的组合。用户界面包括使用户能够与处理器或其它设备交互的一个或多个显示图像。
54.继续参考图7,计算机系统710还包括耦合到系统总线721的系统存储器730,用于存储信息和待由处理器720执行的指令。系统存储器730能够包括易失性和/或非易失性存储器形式的计算机可读存储介质,例如只读存储器(rom)731和/或随机存取存储器(ram)732。ram 732能够包括其它动态存储设备(例如,动态ram、静态ram和同步dram)。rom 731能够包括其它静态存储设备(例如,可编程rom、可擦除prom和电可擦除prom)。此外,系统存储器730能够用于在处理器720执行指令期间存储临时变量或其它中间信息。基本输入/输出系统733(bios)包含有助于例如在启动期间在计算机系统710内的元件之间传递信息的基
本例程,其能够被存储在rom 731中。ram 732能够包含能由处理器720立即访问和/或当前正由处理器720运行的数据和/或程序模块。系统存储器730还能够包括例如操作系统734、应用程序735、其它程序模块736和程序数据737。
55.计算机系统710还包括耦合到系统总线721以控制用于存储信息和指令的一个或多个存储设备的磁盘控制器740,例如硬磁盘741和可移动介质驱动器742(例如,软盘驱动器、光盘驱动器、磁带驱动器和/或固态驱动器)。能够使用合适的设备界面(例如,小型计算机系统界面(scsi)、集成设备电子器件(ide)、通用串行总线(usb)或火线)将存储设备添加到计算机系统710。
56.计算机系统710还能够包括耦合到系统总线721的显示控制器765,以控制用于向计算机用户显示信息的显示器或监视器766,例如阴极射线管(crt)或液晶显示器(lcd)。该计算机系统包括输入界面760和一个或多个输入设备,例如键盘762和指点设备761,用于与计算机用户交互并向处理器720提供信息。例如,指点设备761能够是鼠标、光笔、轨迹球或指点杆,用于向处理器720传送方向信息和指令选择以及用于控制显示器766上的光标移动。显示器766能够提供触摸屏界面,其允许输入以补充或替代指点设备761的方向信息和指令选择的通信。在一些实施例中,能够由用户穿戴的增强现实设备767提供允许用户与物理世界和虚拟世界交互的输入/输出功能。增强现实设备767与显示控制器765和用户输入界面760通信,使得用户能够与由显示控制器765在增强现实设备767中生成的虚拟物体交互。用户还能够提供由增强现实设备767检测并作为输入信号发送至用户输入界面760的手势。
57.计算机系统710能够响应于处理器720执行诸如系统存储器730的存储器中包含的一个或多个指令的一个或多个序列,来执行本发明实施例的部分或全部过程步骤。这些指令能够从另一个计算机可读介质(例如硬磁盘741或可移动介质驱动器742)读入系统存储器730中。硬磁盘741能够包含本发明实施例使用的一个或多个数据存储器和数据文件。能够加密数据存储器的内容和数据文件以提高安全性。处理器720还能用于多处理配置中,以执行系统存储器730中包含的一个或多个指令序列。在替代的实施例中,能够使用硬连线电路代替软件指令或与软件指令结合使用。因此,实施例不限于硬件电路和软件的任何特定组合。
58.如上所述,计算机系统710能够包括至少一个计算机可读介质或存储器,用于保存根据本发明实施例编程的指令,和用于包含本文所述的数据结构、表、记录或其他数据。本文所使用的术语“计算机可读介质”是指参与向处理器720提供执行指令的任何介质。计算机可读介质能够采用许多形式,包括但不限于非瞬态、非易失性介质、易失性介质和传输介质。非易失性介质的非限制性实例包括光盘、固态驱动器、磁盘和磁光盘,例如磁硬盘741或可移动介质驱动器742。易失性介质的非限制性实例包括动态存储器,例如系统存储器730。传输介质的非限制性实例包括同轴电缆、铜线和光纤,包括构成系统总线721的导线。传输介质也能够采用声波或光波的形式,例如在无线电波和红外数据通信期间产生的声波或光波。
59.计算环境700还能够包括利用与一个或多个远程计算机(例如远程计算设备780)的逻辑连接在联网环境中运行的计算机系统710。远程计算设备780能够是个人计算机(笔记本型计算机或台式计算机)、移动设备、服务器、路由器、网络pc、对等设备或其他公共网
络节点,并且通常包括以上相对于计算机系统710描述的多个元件或所有元件。当在联网环境中使用时,计算机系统710能够包括调制解调器772,用于在诸如因特网的网络771上建立通信。调制解调器772能够经由用户网络界面770或经由另一适当机制连接到系统总线721。
60.网络771能够是本领域通常已知的任何网络或系统,包括因特网、内联网、局域网(lan)、广域网(wan)、城域网(man)、直接连接或串联连接、蜂窝电话网络,或能够促进计算机系统710与其它计算机(例如,远程计算设备780)之间通信的任何其它网络或介质。网络771能够是有线、无线或其组合的。有线连接能够使用以太网、通用串行总线(usb)、rj-6或本领域公知的任何其它有线连接来实现。无线连接能够使用wi-fi、wimax和蓝牙、红外、蜂窝网络、卫星或本领域公知的任何其它无线连接方法来实现。此外,多个网络能够单独工作或彼此通信以促进网络771中的通信。
61.图3示出了为例如基于泡罩的礼品包装配套的批量-1。插入这些零件的顺序是重要的,因为它们能够放置在彼此上面,例如首先是胶水,然后是优惠券,之后是瓶子。而且,产品图片的取向对于展示也很重要。此外,泡罩具有约束对象能够被放置的位置的卡扣特征,可能需要以特定角度或速度插入。
62.本文所使用的可执行应用程序包括代码或机器可读指令,用于例如响应于用户指令或输入而调节处理器以实现预定功能,例如操作系统、情景数据获取系统或其它信息处理系统的功能。可执行程序是用于执行一个或多个特定过程的代码段或机器可读指令、子例程或其他不同的代码段或可执行应用程序的一部分。这些过程能够包括接收输入数据和/或参数,运行所接收到的输入数据和/或响应于所接收到的输入数据而执行功能,以及提供得出的输出数据和/或参数。
63.如本文所使用的,图形用户界面(gui)包括由显示处理器生成,并使得用户能够与处理器或其他设备交互的一个或多个显示图像,以及相关联的数据采集和处理功能。gui还包括可执行程序或可执行应用程序。可执行过程或可执行应用程序调节显示处理器以生成表示gui显示图像的信号。将这些信号提供至能够显示图像以供用户观看的显示设备。处理器在可执行程序或可执行应用程序的控制下,响应于从输入设备接收的信号来操纵gui显示图像。通过这种方式,用户能够使用输入设备与显示图像交互,使得用户能够与处理器或其他设备交互。
64.本文的功能和过程步骤能够自动地或全部或部分地响应于用户指令来执行。响应于一个或多个可执行指令或设备运行即可执行自动执行的活动(包括步骤),而无需用户直接启动该活动。
65.附图所示的系统和过程并不是排他的。能够根据本发明的原理导出其它系统、过程和菜单以实现相同的目的。尽管已经参照特定实施例描述了本发明,但是应当理解,本文示出和描述的实施例和变型仅出于说明的目的。在不脱离本发明范围的情况下,本领域技术人员能够对当前的设计进行修改。如本文所述,能够使用硬件组件、软件组件和/或其组合来实现各种系统、子系统、代理、管理器和过程。
66.本发明描述了用于由产品设计信息支持的bom自动生成bop的实施例。这些总结了一个实施例,该实施例包括用于在制造系统600中自动生成bop 620的方法,该方法包括:接收代表待生产的产品300的设计信息603;迭代地进行该制造系统的模拟420;基于该模拟来识别制造动作612;优化所识别的制造动作619,用以有效地生产待生产的产品300;以及通
过制造系统600生成用于生产该产品的工艺清单620。
67.包括任何一个前述实施例的实施例,其中,制造系统600包括用于生产该产品的工业机器人520。
68.包括任何一个前述实施例的实施例,该实施例还包括接收产品300的数字孪生601和环境的数字孪生601,制造系统600在该环境中运行以进行模拟420。
69.包括任何一个前述实施例的实施例,该实施例还包括接收与环境的不确定性605相关的信息,制造系统600在该环境中运行。
70.包括任何一个前述实施例的实施例,该实施例还包括通过在强化学习过程610中处理所接收到的输入来优化所识别的制造动作619。
71.包括任何一个前述实施例的实施例,其中,工艺清单620包括按组装顺序排列的产品300的部件列表,以及将每个部件组装到正在生产的产品300的相关运动规划。
72.包括任何一个前述实施例的实施例,其中,工艺清单620包括按组装顺序排列的部件列表。
73.包括任何一个前述实施例的实施例,其中,强化学习过程610包括用于创建策略618的神经网络617,该策略定义了智能体611的下一个动作612,该智能体用于生产产品300。
74.包括任何一个前述实施例的实施例,该实施例还包括利用环境601和产品300的模拟对神经网络617进行离线训练。
75.包括任何一个前述实施例的实施例,该实施例还包括在制造系统600的实时生产期间训练神经网络617。
76.包括任何一个前述实施例的实施例,该实施例还包括在神经网络的训练期间将用于制造产品的候选解决方案标记为向神经网络的输入。
77.包括任何一个前述实施例的实施例,该实施例还包括:优化所识别的制造动作619,用以补偿不确定因素,例如:摩擦产生的力;夹持产生的力;以及使产品的部件相对于轴移动的力。
78.包括任何一个前述实施例的实施例,其中,忽略摩擦产生的力、夹持产品的部件而产生的力以及使产品的部件相对于轴移动的力的因素中的一个或多个因素,用于加速优化所识别的制造动作619。
79.包括任何一个前述实施例的实施例,其中,基于对对象的部件施加最小的力以及缩短用于定位产品部件的路径长度或周期时间,来优化所识别的制造动作619。
80.包括任何一个前述实施例的实施例,其中,工艺清单620包括用于按照部件组装顺序构建产品的部件列表;以及包含部件被组装以制造产品时的每个部件的运动规划的列表。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1