一种研磨机轴承钢夹具的设计方法、装置及存储介质
1.本文件涉及计算机技术领域,尤其涉及一种研磨机轴承钢夹具的设计方法、装置及存储介质。
背景技术:
2.现有的强化研磨机只能大概的加工去加工轴承钢,每换一种轴承钢或者其他多种类型的不同尺寸的轴承钢都要更换夹具的夹紧位置,都要人工手动的去更改夹具的固定零部件,而且由于研磨机工作时震动比较剧烈,容易造成夹具夹紧的松动,从而导致工件移动,最终使加工质量降低。
技术实现要素:
3.本发明的目的在于提供一种研磨机轴承钢夹具的设计方法、装置及存储介质,旨在解决现有技术中的上述问题。
4.本发明提供一种研磨机轴承钢夹具的设计方法,包括:
5.根据被加工零件的几何尺寸,确定若干控制点,基于所述若干个控制点,根据回归方程确定所要构建的腔体的多个点;
6.根据确定的所述多个点计算b样条曲线,根据所述b样条曲线计算b样条曲面;
7.根据多个b样条曲面确定被加工零件的数学模型;
8.基于所述数学模型确定多种与被加工零件相配合的夹紧装置。
9.本发明提供一种研磨机轴承钢夹具的设计装置,包括:
10.第一确定模块,用于根据被加工零件的几何尺寸,确定若干控制点,基于所述若干个控制点,根据回归方程确定所要构建的腔体的多个点;
11.计算模块,用于根据确定的所述多个点计算b样条曲线,根据所述b样条曲线计算b样条曲面;
12.第二确定模块,用于根据多个b样条曲面确定被加工零件的数学模型;
13.第三确定模块,用于基于所述数学模型确定多种与被加工零件相配合的夹紧装置。
14.本发明实施例还提供一种研磨机轴承钢夹具的设计装置,包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现上述研磨机轴承钢夹具的设计方法的步骤。
15.本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有信息传递的实现程序,所述程序被处理器执行时实现上述研磨机轴承钢夹具的设计方法的步骤。
16.采用本发明实施例,可以解决强化研磨机夹紧不同的轴承钢都要更换夹具夹紧方式以及夹紧容易松动的这个巨大问题,可以基于b样条曲面以及响应曲面智能形成多种与被加工试件相配合的加工夹紧装置,从而可以方便准确的加工各种不同尺寸的轴承钢,为
研究除了固定轴承钢之外的其他材料提供了加工方法。
附图说明
17.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
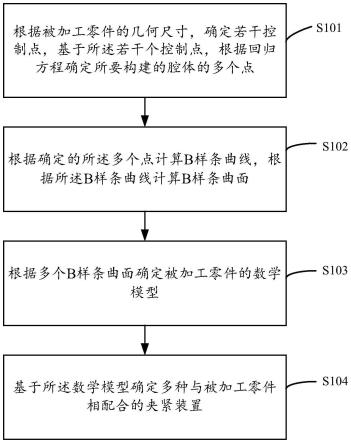
18.图1是本发明实施例的研磨机轴承钢夹具的设计方法的路程图;
19.图2是本发明装置实施例一的研磨机轴承钢夹具的设计装置的示意图;
20.图3是本发明装置实施例二的研磨机轴承钢夹具的设计装置的示意图。
具体实施方式
21.为了使本技术领域的人员更好地理解本说明书一个或多个实施例中的技术方案,下面将结合本说明书一个或多个实施例中的附图,对本说明书一个或多个实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本说明书的一部分实施例,而不是全部的实施例。基于本说明书一个或多个实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都应当属于本文件的保护范围。
22.方法实施例
23.根据本发明实施例,提供了一种研磨机轴承钢夹具的设计方法,图1是本发明实施例的研磨机轴承钢夹具的设计方法的流程图,如图1所示,根据本发明实施例的研磨机轴承钢夹具的设计方法具体包括:
24.步骤101,根据被加工零件的几何尺寸,确定若干控制点,基于所述若干个控制点,根据回归方程确定所要构建的腔体的多个点;具体地,
25.根据如公式1所示的回归方程确定所要构建的腔体的无数个点:
[0026][0027]
其中,t为一个初始已知值,knot代表节点,knoti代表节点表中的第i个元素,b
i,deg
(t)是基本函数表的参数,参数i和deg分别表示第几个元素和阶数,b
i,deg
(t)表示用户输入值为t时,基本函数表在deg阶的第i个元素的值。
[0028]
步骤102,根据确定的所述多个点计算b样条曲线,根据所述b样条曲线计算b样条曲面;具体包括如下处理:
[0029]
通过两个deg-1阶的元素获得当前deg阶的元素,以此类推逐渐退回到零阶,在回到零阶时,基于公式2确定t在基本函数表的位置:
[0030][0031]
其中,零阶时,t处于第i个knot值和第i+1个knot值之间时t=1,其他情况下t=0;
[0032]
根据在deg中能够递归推到该位置的值,算出t值在b样条曲线对应的位置,设最终t值在b样条曲线的对应位置为c(t),根据公式3计算得到b样条曲线:
[0033][0034]
其中,n为控制点的总数,pi为第i个控制点,c(t)是基本函数表中第deg阶下所有元素的权重值,和对应位置控制点坐标乘积,即b
0,deg
(t)p0,b
1,deg
(t)p1,
……
,b
n-1,deg
(t)p
n-1
一一相加后得到的总和;
[0035]
基于b样条曲线,根据公式4计算得到b样条曲面:
[0036][0037]
其中,uk≤u≤u
m+l
,v
l
≤v≤v
n+l
,p
i,j
是控制点集,m表示控制点d的横坐标i的个数,j表示控制点d的纵坐标,l表示给定参数v的次数。
[0038]
步骤103,根据多个b样条曲面确定被加工零件的数学模型;
[0039]
步骤104,基于所述数学模型确定多种与被加工零件相配合的夹紧装置。
[0040]
优选地,上述方法进一步包括:
[0041]
根据基于所述数学模型确定的所述加紧装置,通过电火花或者数控铣床生产出夹紧装置。
[0042]
本发明实施例基于b样条曲面以及响应曲面智能设计出一种与被加工试件相配合的夹紧装置,确保使强化研磨机可以百分之一百覆盖地准备的加工除了固定轴承钢之外的不规则轴承钢。响应曲面设计是利用合理的试验设计方法并通过实验得到一定的数据,采用多元二次回归方程来拟合因素与响应值之间的函数关系,通过对回归方程的分析来寻求最优工艺参数解决多变量问题的一种统计方法。具体:根据要被加工的试件通过大量的量测试验数据例如通过多元线性回归的方法建立一个合适的数学模型,首先根据被加工零件的几何尺寸,确定若干控制点,再根据以下回归方程:找出所要构建的腔体的无数个点,其中t为一个初始已知值,knot代表节点,而knoti代表节点表中的第i个元素,b
i,deg
(t)是基本函数表的参数,参数i和deg分别表示第几个元素和阶数。进一步b
i,deg
(t)的意思就是用户输入值为t时,基本函数表在deg阶的第i个元素的值。当前deg阶的元素需要通过两个deg-1阶的元素获得,以此类推逐渐退回到零阶。回到零阶再根据使用公式即零阶的时候,t处于第i个knot值和第i+1个knot值之间的时候才会=1,其他时候都等于0,其作用就是确认t在元素表的位置,再根据其在deg中能够递归推到该位置的值,最后算出t值在b样条曲线对应的位置。然后再设最终t值在b样条曲线的对应位置为c(t),再根据b样条曲线的计算公式其中n为控制点总数,pi为第i个控制点,c(t)是基本函数表中第deg阶下所有元素的权重值,和对应位置控制点坐标乘积,即b
0,deg
(t)p0,b
1,deg
(t)p1,
……
,b
n-1,deg
(t)p
n-1
一一相加后得到的总和。之后再根据b样条曲线进一步得出b样条曲面其中p
i,j
是控制点集。从而根据多个b样条曲面确定其数学模型,然后作出多种与被加工试件相配合的夹紧装置,再通过电火花或者数控铣床生产出夹紧装置。通过此方法可以智能地加工出多种与被加工试件相对应的夹紧装置,此夹紧装置可以提高多种材料的实验准确性。
[0043]
装置实施例一
[0044]
根据本发明实施例,提供了一种研磨机轴承钢夹具的设计装置,图2是本发明实施例的研磨机轴承钢夹具的设计装置的示意图,如图2所示,根据本发明实施例的研磨机轴承钢夹具的设计装置具体包括:
[0045]
第一确定模块20,用于根据被加工零件的几何尺寸,确定若干控制点,基于所述若干个控制点,根据回归方程确定所要构建的腔体的多个点;所述第一确定模块20具体用于:
[0046]
根据如公式1所示的回归方程确定所要构建的腔体的无数个点:
[0047][0048]
其中,t为一个初始已知值,knot代表节点,knoti代表节点表中的第i个元素,b
i,deg
(t)是基本函数表的参数,参数i和deg分别表示第几个元素和阶数,b
i,deg
(t)表示用户输入值为t时,基本函数表在deg阶的第i个元素的值。
[0049]
计算模块22,用于根据确定的所述多个点计算b样条曲线,根据所述b样条曲线计算b样条曲面;所述计算模块22具体用于:
[0050]
通过两个deg-1阶的元素获得当前deg阶的元素,以此类推逐渐退回到零阶,在回到零阶时,基于公式2确定t在基本函数表的位置:
[0051][0052]
其中,零阶时,t处于第i个knot值和第i+1个knot值之间时t=1,其他情况下t=0;
[0053]
根据在deg中能够递归推到该位置的值,算出t值在b样条曲线对应的位置,设最终t值在b样条曲线的对应位置为c(t),根据公式3计算得到b样条曲线:
[0054][0055]
其中,n为控制点的总数,pi为第i个控制点,c(t)是基本函数表中第deg阶下所有元素的权重值,和对应位置控制点坐标乘积,即b
0,deg
(t)p0,b
1,deg
(t)p1,
……
,b
n-1,deg
(t)p
n-1
一一相加后得到的总和;
[0056]
基于b样条曲线,根据公式4计算得到b样条曲面:
[0057][0058]
其中,uk≤u≤u
m+l
,v
l
≤v≤v
n+l
,p
i,j
是控制点集,m表示控制点d的横坐标i的个数,j表示控制点d的纵坐标,l表示给定参数v的次数。
[0059]
第二确定模块24,用于根据多个b样条曲面确定被加工零件的数学模型;
[0060]
第三确定模块26,用于基于所述数学模型确定多种与被加工零件相配合的夹紧装置。
[0061]
上述装置还可以进一步包括:
[0062]
生产模块,用于根据基于所述数学模型确定的所述加紧装置,通过电火花或者数控铣床生产出夹紧装置。
[0063]
本发明实施例是与上述方法实施例对应的装置实施例,各个模块的具体操作可以参照方法实施例的描述进行理解,在此不再赘述。
[0064]
装置实施例二
[0065]
本发明实施例提供一种研磨机轴承钢夹具的设计装置,如图3所示,包括:存储器30、处理器32及存储在所述存储器30上并可在所述处理32上运行的计算机程序,所述计算机程序被所述处理器32执行时实现如方法实施例中所述的步骤。
[0066]
装置实施例三
[0067]
本发明实施例提供一种计算机可读存储介质,所述计算机可读存储介质上存储有信息传输的实现程序,所述程序被处理器32执行时实现如方法实施例中所述的步骤。
[0068]
本实施例所述计算机可读存储介质包括但不限于为:rom、ram、磁盘或光盘等。
[0069]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1