一种基于视觉识别技术的一字螺钉自动认帽方法及系统与流程
1.本发明涉及一种基于视觉识别技术的一字螺钉自动认帽方法及系统,属于自动化装配领域。
背景技术:
2.螺钉自动拧紧技术是实现自动化装配的基础,已成为提高整个机械制造系统的生产率、降低成本、稳定产品质量的关键环节,能够有效从提高装配精度的一致性,摆脱简单和繁重的手工装配劳动,避免恶劣或危险的装配环境等多种优势。为了实现螺钉自动拧紧装配,首先需要进行螺钉认帽,现有的认帽技术主要针对十字、内六角等类型的螺钉,一字螺钉由于对准误差大、易滑脱等问题,容易划伤螺钉或零件,尚缺乏稳定可靠的认帽方法,从而影响了一字螺钉的自动化装配的研制和应用。
技术实现要素:
3.本发明要解决的技术问题在于:克服螺钉一字槽偏心误差、认帽易滑脱的问题,提供一种基于视觉识别技术的一字螺钉认帽方法及系统,实现一字螺钉的自动认帽及自动拧紧装配。
4.本发明的技术方案为:
5.一种基于视觉识别技术的一字螺钉自动认帽方法,包括:
6.(1)搭建自动认帽装置硬件环境,包括机械臂及装配产品的工作台面;所述机械臂上固定有螺钉视觉识别系统、自动拧紧工具,所述自动拧紧工具的末端有放置批头的连接口,所述螺钉视觉识别系统、所述自动拧紧工具两者之间相对位置保持固定不变,随所述机械臂同步运动;在所述装配产品的工作台面上固定有批头视觉识别系统,批头视觉识别系统的镜头垂直向上;
7.(2)在所述自动拧紧工具末端的连接口上放置任一规格的批头,控制机械臂移动,使批头在所述批头视觉识别系统的视场内;对所述批头进行拍照和识别,获取不同角度下此批头的矩形轮廓模板;对一字螺钉进行拍照和识别,获取不同角度下此一字螺钉的最小外接矩形轮廓模板;
8.(3)建立批头视觉识别系统和螺钉视觉识别系统的角度转换关系,得到批头视觉识别系统与螺钉视觉识别系统角度差值δα';建立螺钉视觉识别系统与机械臂之间的坐标转换关系;
9.(4)更换待认帽的批头,所述批头的规格与待认帽的一字螺钉规格相同,计算此批头在批头视觉识别系统的角度值α1;
10.(5)计算待认帽的一字螺钉在螺钉视觉识别系统的角度值α2、位置坐标(x,y);
11.(6)计算批头与一字螺钉的初始角度差值,根据步骤(3)得到的角度差值计算角度补偿值;根据步骤(3)得到的坐标转换关系,计算一字螺钉在机械臂坐标系下的位置坐标(x,y);控制批头旋转补偿角度差值,控制机械臂移动至机械臂坐标系下的坐标位置(x,y),
将批头插入一字螺钉,实现首个一字螺钉的自动认帽;
12.(7)对与当前已认帽螺钉规格相同的其他一字螺钉,通过重复步骤(5)、(6),实现自动认帽;对与当前已认帽螺钉规格不同的一字螺钉,需要更换对应的批头,再重复步骤(4)(5)(6),实现自动认帽。
13.优选的,所述步骤(2)包括:
14.(21)拍摄机械臂上的批头,截取所拍摄图片中包含批头的区域;对截取的区域进行旋转,从0度旋转至180度,每次旋转相同的度数且度数不大于1度,每次旋转后识别批头的矩形轮廓;存储所有的矩形轮廓作为批头模板,并记录每一模板相对于0度的旋转角度;
15.(22)拍摄一字螺钉,截取拍摄图片中包含螺钉一字槽的区域;对截取的区域进行旋转,从-180度旋转至180度,每次旋转的度数与(21)中批头截取区域旋转的度数相同,每次旋转后识别螺钉一字槽轮廓,找出轮廓的最小外接矩形;存储所有的最小外接矩形作为一字螺钉模板,并记录每一模板相对于0度的旋转角度。
16.优选的,所述步骤(3)包括:
17.(31)在不旋转批头角度的情况下,手动调整一字螺钉角度,控制机械臂将批头插入一字螺钉中;保持批头与一字螺钉的角度不变,再次控制机械臂将一字螺钉处于螺钉识别系统的视场内;
18.(32)螺钉识别系统对一字螺钉拍照,截取拍摄图片中包含螺钉一字槽的区域,识别螺钉一字槽轮廓的最小外接矩形;
19.(33)对此最小外接矩形进行图像金字塔操作,将操作完成后的图像与所有的一字螺钉模板分别进行模型匹配,得到多个相应的匹配结果,找出匹配结果中的最大值;
20.(34)此最大值对应的旋转角度即为螺钉在螺钉识别系统下的角度值,记为α'2;
21.(35)根据(32)识别得到的最小外接矩形,计算最小外接矩形的中心点坐标,即为螺钉在螺钉识别系统下的位置坐标,记为(x1,y1);
22.(36)计算批头视觉识别系统与螺钉视觉识别系统的坐标系角度差值,δα'=0-α'2,δα'即为上述两个识别系统坐标系角度差值;
23.(37)控制机械臂,沿机械臂坐标系的x轴运动δx'的距离,进行步骤(32),计算最小外接矩形的中心点坐标,即为螺钉在螺钉识别系统下的位置坐标,记为(x2,y2),横坐标差值δx=x2-x1,纵坐标差值δy=y2-y1;
24.(38)按照如下公式计算得到机械臂坐标系的偏移角α和标定值k:
25.偏移角:
[0026][0027]
标定值:
[0028][0029]
(39)得到机械臂坐标系的坐标(x,y)与螺钉视觉识别系统坐标(x,y)的转换关系,如下所示:
[0030]
x=k*(y*sinα+x*cosα)
[0031]
y=k*(y*cosα-x*sinα)。
[0032]
优选的,所述步骤(4)包括:
[0033]
(41)控制机械臂,将批头运动至批头视觉识别系统的视场内,批头视觉识别系统对此批头拍照,截取所拍摄图片中包含批头的区域,识别批头的矩形轮廓;
[0034]
(42)对矩形轮廓进行图像金字塔操作,将完成操作后的图像,与所有的批头模板进行模型匹配计算,得到匹配结果;
[0035]
(43)找出匹配结果中的最大值,此最大值对应的旋转角度即为批头在批头视觉识别系统坐标系下的角度值,记为α1。
[0036]
优选的,所述步骤(5)包括:
[0037]
重复步骤(32)(33),最大值对应的旋转角度为一字螺钉在螺钉视觉识别系统坐标系下的角度值,记为α2,并计算最小外接矩形的中心点坐标,即为螺钉在螺钉识别系统下的位置坐标,记为(x,y)。
[0038]
优选的,所述步骤(6)包括:
[0039]
(61)计算批头与一字螺钉的初始角度差值:δα=α1-α2;
[0040]
(62)根据在螺钉识别系统下的位置坐标(x,y),通过步骤(3)中(39)所推导的公式计算,得出螺钉在机械臂坐标系中的位置坐标(x,y);
[0041]
(63)控制批头旋转δα-δα'的角度补偿值,进行补偿;
[0042]
(64)控制机械臂运动至坐标(x,y)位置,插入一字螺钉,实现认帽。
[0043]
优选的,所述螺钉为满足国标要求的一字螺钉。
[0044]
优选的,所述批头视觉识别系统包括相机、光源、镜头,相机分辨率不低于1920
×
1200。
[0045]
优选的,所述螺钉视觉识别系统包括相机、光源、镜头,相机分辨率不低于1920
×
1200。
[0046]
一种基于视觉识别技术的一字螺钉自动认帽系统,包括所述的硬件环境、控制器,控制器用来控制上述步骤(2)至步骤(7)中除手动操作以外的自动操作。
[0047]
本发明与现有技术相比具有如下有益效果:
[0048]
(1)本发明提供的认帽方法及系统对一字螺钉能够实现自动识别认帽,对螺钉的材质、一字槽位置精度均无要求,对各种公差的一字螺钉能够实现精准自动认帽。
[0049]
(2)本发明提供的认帽方法及系统,仅需要对首个螺钉进行认帽校准,之后同种规格的螺钉均可以快速认帽;不同规格的螺钉需要手动更换批头,重新识别批头角度后也可以快速认帽。
[0050]
(3)本发明提供的认帽方法及系统能够有效减少认帽过程中对螺钉的磨损,提高螺钉的力矩控制精度。
附图说明
[0051]
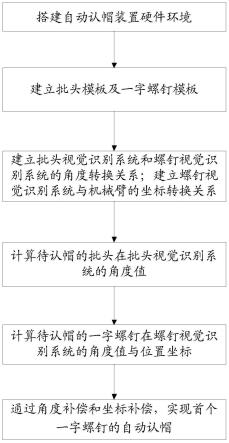
图1为本发明提供的自动认帽方法流程图。
[0052]
图2为本发明实施例中螺钉视觉识别系统与自动拧紧装置的位置示意图。
具体实施方式
[0053]
下面结合附图和具体实施方式对本发明所述的一种基于视觉识别技术的一字螺钉自动认帽方法进行详细说明。
[0054]
本发明提供的一种基于视觉识别技术的一字螺钉自动认帽方法及系统,通过机器视觉识别以及坐标转换,控制机械臂完成自动校准补偿,实现一字螺钉的自动认帽。该方法适应性强,对各种公差的一字螺钉均能够准确认帽。
[0055]
一种基于视觉识别技术的一字螺钉自动认帽方法,首个一字螺钉认帽的方法如图1所示,具体步骤如下:
[0056]
步骤一、搭建自动认帽装置硬件。如图2所示,包括机械臂及装配产品的工作台面;所述机械臂上固定有螺钉视觉识别系统、自动拧紧工具,所述自动拧紧工具的末端有放置批头的连接口,所述螺钉视觉识别系统、所述自动拧紧工具两者之间相对位置保持固定不变,随所述机械臂同步运动;在所述装配产品的工作台面上固定有批头视觉识别系统,批头视觉识别系统的镜头垂直向上。其中,装配产品上,在需要装一字螺钉的位置虚放着对应规格的、需要认帽的一字螺钉;一字螺钉为满足国标要求的一字螺钉,批头视觉识别系统和视觉识别系统均包括相机、光源、镜头,相机分辨率不低于1920
×
1200。
[0057]
步骤二、在所述自动拧紧工具末端的连接口上放置任一规格的批头,控制机械臂移动,使批头在所述批头视觉识别系统的视场内;对所述批头进行拍照和识别,获取不同角度下此批头的矩形轮廓模板;对一字螺钉进行拍照和识别,获取不同角度下此一字螺钉的最小外接矩形轮廓模板。。具体内容如下:
[0058]
(21)拍摄机械臂上的批头,截取所拍摄图片中包含批头的区域;对截取的区域进行旋转,从0度旋转至180度,每次旋转相同的度数且度数不大于1度,每次旋转后识别批头的矩形轮廓;存储所有的矩形轮廓作为批头模板,并记录每一模板相对于0度的旋转角度;根据此批头模板,可以使批头角度识别精度优于1度。
[0059]
(22)拍摄一字螺钉,截取拍摄图片中包含螺钉一字槽的区域;对截取的区域进行旋转,从-180度旋转至180度,每次旋转的度数与(21)中批头截取区域旋转的度数相同,每次旋转后识别螺钉一字槽轮廓,找出轮廓的最小外接矩形;存储所有的最小外接矩形作为一字螺钉模板,并记录每一模板相对于0度的旋转角度。根据此一字螺钉模板,可以使批头角度识别精度优于1度。
[0060]
步骤三、建立批头视觉识别系统和螺钉视觉识别系统的角度转换关系,得到批头视觉识别系统与螺钉视觉识别系统角度差值δα';建立螺钉视觉识别系统与机械臂之间的坐标转换关系。具体内容如下:
[0061]
(31)在不旋转批头角度的情况下,手动调整一字螺钉角度,控制机械臂将批头插入一字螺钉中;保持批头与一字螺钉的角度不变,再次控制机械臂将一字螺钉处于螺钉识别系统的视场内;
[0062]
(32)螺钉识别系统对一字螺钉拍照,截取拍摄图片中包含螺钉一字槽的区域,识别螺钉一字槽轮廓的最小外接矩形;
[0063]
(33)对此最小外接矩形进行图像金字塔操作,将操作完成后的图像与所有的一字螺钉模板分别进行模型匹配,得到多个相应的匹配结果,找出匹配结果中的最大值;
[0064]
采用图像金字塔操作,可以满足不同尺寸规格的待认帽的一字螺钉,均可以与模
板中某一规格的螺钉模板进行准确的匹配处理,因此对进行匹配的待认帽的一字螺钉、螺钉模板使用的一字螺钉,两者的尺寸规格无需相同,增强了适用性。
[0065]
(34)此最大值对应的旋转角度即为一字螺钉在螺钉识别系统下的角度值,记为α'2;
[0066]
(35)根据(32)识别得到的最小外接矩形,计算最小外接矩形的中心点坐标,即为一字螺钉在螺钉识别系统下的位置坐标,记为(x1,y1);
[0067]
视觉识别系统坐标系是指反映相机像素排列情况的二维直角坐标系,原点o位于图像左上角,x轴和y轴分别与像面的两边平行。此坐标系为螺钉识别系统自有的坐标系。此步中,由于识别的是一字螺钉一字槽最小外接矩形的中心点坐标,一字螺钉位置坐标识别精度优于50μm,批头认帽精度与螺钉一字槽的偏心误差无关,可以不受偏心误差的影响。
[0068]
(36)计算批头视觉识别系统与螺钉视觉识别系统角度差值,δα'=0-α'2,δα'即为上述两个识别系统角度差值;
[0069]
(37)控制机械臂,沿机械臂坐标系的x轴运动δx'的距离,进行步骤(32),计算最小外接矩形的中心点坐标,即为螺钉在螺钉识别系统下的位置坐标,记为(x2,y2),横坐标差值δx=x2-x1,纵坐标差值δy=y2-y1;
[0070]
机械臂坐标系是指以机械臂安装基座为基准的坐标系,依据机械臂品牌不同略有区别,通常x轴正方向为基座的正前方,y轴正方向为机械臂基座的左侧。
[0071]
(38)按照如下公式计算得到机械臂坐标系的偏移角α和标定值k:
[0072]
偏移角:
[0073][0074]
标定值:
[0075][0076]
(39)得到机械臂坐标系的坐标(x,y)与螺钉视觉识别系统坐标(x,y)的转换关系,如下所示:
[0077]
x=k*(y*sinα+x*cosα)
[0078]
y=k*(y*cosα-x*sinα)
[0079]
步骤四、更换待认帽的批头,所述批头的规格与待认帽的一字螺钉规格相同,计算此批头在批头视觉识别系统的角度值α1。
[0080]
(41)控制机械臂,将批头运动至批头视觉识别系统的视场内,批头视觉识别系统对此批头拍照,截取所拍摄图片中包含批头的区域,识别批头的矩形轮廓;
[0081]
(42)对矩形轮廓进行图像金字塔操作,将完成操作后的图像,与所有的批头模板进行模型匹配计算,得到匹配结果;
[0082]
(43)找出匹配结果中的最大值,此最大值对应的旋转角度即为批头在批头视觉识别系统坐标系下的角度值,记为α1;
[0083]
步骤五、计算待认帽的一字螺钉在螺钉视觉识别系统的角度值α2、位置坐标(x,y)。
[0084]
重复步骤(32)(33),最大值对应的旋转角度为一字螺钉在螺钉视觉识别系统坐标系下的角度值,记为α2,并计算最小外接矩形的中心点坐标,即为螺钉在螺钉识别系统下的位置坐标,记为(x,y)。
[0085]
步骤六、计算批头与一字螺钉的初始角度差值,根据步骤三得到的坐标转换关系计算角度补偿值;根据步骤三得到的坐标转换关系,计算一字螺钉在机械臂坐标系下的位置坐标(x,y);控制批头旋转补偿角度差值,控制机械臂移动至机械臂坐标系下的坐标位置(x,y),将批头插入一字螺钉,实现首个一字螺钉的自动认帽。由于批头角度识别精度、螺钉角度识别精度均优于1
°
,补偿角度差值后,批头与螺钉角度的差值小于2
°
。具体内容如下:
[0086]
(61)计算批头与一字螺钉的初始角度差值:δα=α1-α2;
[0087]
(62)根据在螺钉识别系统下的位置坐标(x,y),通过步骤(3)中(39)所推导的公式计算,得出螺钉在机械臂坐标系中的位置坐标(x,y);
[0088]
(63)控制批头旋转δα-δα'的角度补偿值,进行补偿;
[0089]
(64)控制机械臂运动至坐标(x,y)位置,批头插入一字螺钉,实现认帽,按照需要的力矩完成首个一字螺钉拧紧。拧紧后,自动拧紧装置将批头回转到步骤四得到的批头角度,即批头处于未进行角度补偿时,批头在批头视觉识别系统的角度α1。
[0090]
对与当前已认帽螺钉规格相同的其他一字螺钉,通过重复步骤五、六,实现自动认帽;对与当前已认帽螺钉规格不同的一字螺钉,需要更换对应的批头,再重复步骤四、五、六,实现自动认帽。
[0091]
一种基于视觉识别技术的一字螺钉自动认帽系统,包括步骤一所述的硬件环境、控制器。控制器用来控制步骤二至步骤六中除手动操作以外的机械臂移动、待认帽批头照片识别及角度值计算、待认帽批头照片识别及角度值和位置坐标计算、批头视觉识别系统与螺钉视觉识别系统角度转换关系计算、螺钉视觉识别系统与机械臂的坐标转换计算、自动拧紧装置操作。
[0092]
本发明提出的一字螺钉认帽方法及系统,计算螺钉中心坐标识别精度优于50μm,角度差值小于2
°
,能够满足国标螺钉的认帽精度,因此自动认帽过程中,批头不会与一字槽的内侧、螺帽顶部发生摩擦,能够精准进入一字槽,不会发生滑脱的情况。
[0093]
以上所述,仅为本发明最佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
[0094]
本发明说明书中未作详细描述的内容属于本领域专业技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1