粉末烧结制造及面向粉末烧结制造的拓扑优化设计方法
1.本发明涉及粉末烧结制造技术领域,具体涉及一种粉末烧结制造及面向粉末烧结制造的拓扑优化设计方法。
背景技术:
2.随着人类对高铁、太空、深海、微纳等多种领域探索程度的逐步深入,工程设备的应用环境越来越极端与复杂,对设备的结构性能、制造成本甚至时间成本都提出了更加严格和高标准的要求。结构性能不足的设备不仅会阻碍人类对未知领域探索的进程,甚至会导致悲剧的发生。因此,发展新的适应时代要求的设计制造技术,实现高性能轻量化设备的设计与快速制备成为当前研究人员关注的重点。
3.以设计域内材料最优分布为目标的拓扑优化技术因其初始约束条件更少,所得优化结果性能更好,结构拓扑更加新颖而获得了众多结构创新研究人员的青睐,成为当今社会结构轻量化设计最有前景的研究方向之一,并在航空、航天、汽车、船舶、新能源和核能等领域的复杂产品轻量化研究中得到了广泛应用。
4.作为先进制造技术之一的粉末烧结技术可以用于实现多种复杂程度各异的构件的生产,而且可以赋予构件不同的物理、化学和机械性能,它可以在几乎无原材料浪费的基础上批量生产零部件。且由于该方法可以保证材料在加工过程中具有化学均质性,因此有望于应用到零部件性能改善。
5.当前对面向粉末烧结制造的产品进行结构设计时大多基于工程师自身经验进行,设计出来结构件的结构性能尚有提升空间。
技术实现要素:
6.本发明的主要目的是提供一种粉末烧结制造及面向粉末烧结制造的拓扑优化设计方法,旨在解决当前对面向粉末烧结制造的产品进行结构设计时大多基于工程师自身经验进行,设计出来结构件的结构性能尚有提升空间的问题。
7.本发明提出的技术方案为:
8.一种面向粉末烧结制造的拓扑优化设计方法,包括:
9.构造针对结构件的两相尺寸控制约束;
10.构造针对结构件的连通性限制约束;
11.构建同时包含所述两相尺寸控制约束和所述连通性限制约束的拓扑优化设计模型,并基于所述拓扑优化设计模型得到结构件的轻量化优化结果:
12.生成与所述优化结果对应的反向模具的三维模型,其中,所述反向模具用于在粉末烧结制造过程中作为包套,以使材料粉末收容在包套中进行烧结制造得到结构件。
13.优选的,所述构造针对结构件的两相尺寸控制约束,包括:
14.基于两相投影方法的特征,构造差值绝对值函数以限制中间密度;
15.通过过滤半径控制两相尺寸,从而实现结构件的两相尺寸控制约束。
16.优选的,所述构造针对结构件的连通性限制约束,包括:
17.基于封闭空腔结构的自身特征定义结构连续性作为结构连通性新的等效描述方法;
18.通过各向异性亥姆霍兹方程来限制封闭空腔结构的产生,从而实现结构件的连通性限制约束。
19.优选的,所述生成与所述优化结果对应的反向模具的三维模型,包括:
20.通过comsol软件将结构件的轻量化优化结果输出为二维优化结果;
21.将所述二维优化结果输出为vtk软件中能处理的非结构化网格数据;
22.通过软件vtk软件将非结构化网格数据沿法线方向复制叠加以生成三维数据集;
23.基于mc算法实现三维数据集的表面重建以生成与所述优化结果对应的反向模具的三维模型;
24.将所述优化结果对应的反向模具的三维模型可视化。
25.优选的,所述将所述二维优化结果输出为vtk软件中能处理的非结构化网格数据,包括:
26.通过comsol软件将输出的二维优化结果导出为vtu格式;
27.采用vtk软件的非结构化网格读取函数实现拓扑优化设计模型的导入;
28.所述通过软件vtk软件将非结构化网格数据沿法线方向复制叠加以生成三维数据集,包括:
29.创建与导入的二维非结构化网格数据相对应的空白vtkimagedata数据集;
30.采用kdtree算法寻找二维非结构化网格数据和对应的空白vtkimagedata数据集的最近值点;
31.采用插值函数将二维非结构化网格数据上点值转换为结构化网格上点值;
32.将赋值成功的vtkimagedata数据集在其法线方向上进行复制并形成一个三维数据集;
33.优选的,所述基于mc算法实现三维数据集的表面重建以生成与所述优化结果对应的反向模具的三维模型,包括:
34.采用vtkmarchingcubes类函数实现mc算法,以实现三维数据集的表面重建以生成与所述优化结果对应的反向模具的三维模型;
35.所述将所述优化结果对应的反向模具的三维模型可视化,包括:
36.将重建完成的三维数据集通过vtk可视化管线进行渲染,以实现可视化;
37.采用vtkstlwriter类函数将反向模具的三维模型输出为stl格式。
38.优选的,所述生成与所述优化结果对应的反向模具的三维模型,还包括:
39.通过comsol软件将结构件的轻量化优化结果输出为三维优化结果;
40.将所述三维优化结果输出为stl格式文件并导入vtk软件中;
41.通过vtk软件根据三维优化结果的形状生成相对应的三维实体原模;
42.将三维实体原模与三维优化结果进行布尔运算以获得与所述优化结果对应的反向模具的三维模型;
43.将所述优化结果对应的反向模具的三维模型可视化。
44.优选的,所述通过vtk软件根据三维优化结果的形状生成相对应的三维实体原模,
包括:
45.通过vtk软件获取三维优化结果对应的vtkpolydata数据,并基于vtkpolydata数据构建长方体,以形成三维实体原模;
46.所述将三维实体原模与三维优化结果进行布尔运算以获得与所述优化结果对应的反向模具的三维模型,包括:
47.采用vtktrianglefilter类函数将优化三维优化结果与长方体表述为三角面片数据结构;
48.采用vtkbooleanoperationpolydatafilter类函数实现三维实体原模与三维优化结果的布尔运算,以得到与所述优化结果对应的反向模具的三维模型。
49.优选的,所述将所述优化结果对应的反向模具的三维模型可视化,包括:
50.将布尔运算完成后得到的与所述优化结果对应的反向模具的三维模型通过vtk软件可视化管线进行渲染,以实现可视化;
51.采用vtkstlwriter类函数将反向模具的三维模型输出为stl格式。
52.本发明还提出一种粉末烧结制造方法,应用于如上述中任一项所述的面向粉末烧结制造的拓扑优化设计方法,所述制造方法,包括:
53.将制造得到的反向模具作为包套;
54.制取材料粉末,并以所述包套进行结构件的粉末烧结制造,包括:
55.制取材料粉末;
56.将材料粉末对包套进行填充和振实;
57.将振实后的包套进行封装密封并抽真空;
58.等待包套内的结构件静压成型;
59.将成型后的结构件进行烧结成型。
60.通过上述技术方案,能实现以下有益效果:
61.本发明提出的面向粉末烧结制造的拓扑优化设计方法能够充分发挥拓扑优化设计的优势;当前对面向粉末烧结制造的产品的进行结构设计时大多基于工程师经验,设计出来的产品的结构性能未达最优,而本技术中前面向粉末烧结制造的产品的结构设计由拓扑优化方案(本发明提出的拓扑优化方案同时包含两相尺寸控制约束和连通性限制约束)完成,经过本拓扑优化方案得到了反向模具的三维模型,反向模具所对应的产品的结构性能大大提升。
附图说明
62.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
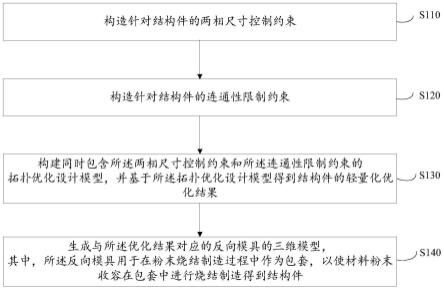
63.图1为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第一实施例的流程图;
64.图2为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第二实施例中未考虑粉末烧结模具与构件最小特征尺寸约束的结构件设计图;
65.图3为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第二实施例中考虑了粉末烧结模具与构件最小特征尺寸约束的结构件设计图;
66.图4为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第三实施例中未考虑粉末烧结封闭空腔结构限制的结构件设计图;
67.图5为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第三实施例中考虑了粉末烧结封闭空腔结构限制的结构件设计图;
68.图6为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第四实施例中未同时考虑粉末烧结两种制造约束的结构件设计图;
69.图7为本发明提出的一种面向粉末烧结制造的拓扑优化设计方法第四实施例中同时考虑了粉末烧结两种制造约束的结构件设计图;
70.图8为本发明提出的一种粉末烧结制造方法的粉末烧结构件实物图。
具体实施方式
71.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
72.本发明提出一种面向粉末烧结制造的拓扑优化设计方法。
73.如附图1所示,在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第一实施例中,本实施例包括如下步骤:
74.步骤s110:构造针对结构件的两相尺寸控制约束。
75.步骤s120:构造针对结构件的连通性限制约束。
76.步骤s130:构建同时包含所述两相尺寸控制约束和所述连通性限制约束的拓扑优化设计模型,并基于所述拓扑优化设计模型得到结构件的轻量化优化结果。
77.具体的,上述步骤主要研究考虑粉末烧结构件与模具最小特征尺寸约束控制、封闭空腔结构限制,以及同时考虑上述两种制造约束的拓扑优化方法,以确保结构件的优化结果可以直接采用粉末烧结进行生产加工。
78.步骤s140:生成与所述优化结果对应的反向模具的三维模型,其中,所述反向模具用于在粉末烧结制造过程中作为包套,以使材料粉末收容在包套中进行烧结制造得到结构件。
79.具体的,这个步骤主要是根据优化结果类型(二维或三维优化结果)采用相应的算法(mc算法或布尔运算)实现优化结果到三维反向模具的转换,以确保拓扑优化设计与粉末烧结制造的有机结合。
80.本发明提出的面向粉末烧结制造的拓扑优化设计方法能够充分发挥拓扑优化设计的优势;当前对面向粉末烧结制造的产品的进行结构设计时大多基于工程师经验,设计出来的产品的结构性能未达最优,而本技术中前面向粉末烧结制造的产品的结构设计由拓扑优化方案(本发明提出的拓扑优化方案同时包含两相尺寸控制约束和连通性限制约束)完成,经过本拓扑优化方案得到了反向模具的三维模型,反向模具所对应的产品的结构性能大大提升。
81.同时,基于该反向模具进行后续的结构制造,所得到的结构件的结构性能进一步提升,还可以充分发挥粉末烧结对于复杂结构的生产优势。
82.此外,本技术提出的技术方案提高了拓扑优化所得高性能结构的可制造性,采用
考虑制造约束的拓扑优化模型可以在设计阶段充分考虑制造方法的约束,获得可以直接采用该制造方法生产加工的高性能优化结果,增加了拓扑优化结果的可制造性。
83.传统设计制造方法通常仅考虑单一先进技术的优势,未能充分结合多种先进制造技术,而本技术提出的方案能够充分发挥拓扑优化及粉末烧结在各自领域内的优势,提供了新的高性能结构设计制造生产流程。
84.同时,本技术提出的技术方案还解决了粉末烧结复杂模具生产困难、制造成本高的问题;与传统铸模相比,采用增材制造进行复杂模具的生产加工可以降低成本及制造难度,由于粉末烧结过程中会将模具直接销毁,避免了复杂的脱模操作。
85.此外,本技术提出的技术方案只需要在拓扑优化模型中设置所需的设计域及边界条件和符合采用粉末烧结的制造约束即可获得高性能轻量化结构,上手难度较小。
86.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第二实施例中,基于第一实施例,步骤s110,包括如下步骤:
87.步骤s210:基于两相投影方法的特征,构造差值绝对值函数以限制中间密度。
88.步骤s220:通过过滤半径控制两相尺寸,从而实现结构件的两相尺寸控制约束。
89.具体的,如附图2和附图3所示,本实施例提出了考虑两相最小特征尺寸控制的拓扑优化设计方案:传统包含两相最小特征尺寸控制的拓扑优化方法包含大量中间密度单元不利于优化结果的生产制造,通过探究中间密度产生的数值原因,提出差值绝对值函数对中间密度尽心约束以获得优化结构清晰的包含两相最小特征尺寸约束的拓扑优化方法。
90.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第三实施例中,基于第二实施例,步骤s120,包括如下步骤:
91.步骤s310:基于封闭空腔结构的自身特征定义结构连续性作为结构连通性新的等效描述方法。
92.步骤s320:通过各向异性亥姆霍兹方程来限制封闭空腔结构的产生,从而实现结构件的连通性限制约束。
93.具体的,如附图4和附图5所示,本实施例提出了考虑连通性限制的拓扑优化设计方案:基于封闭空腔结构自身的特点定义结构连续性作为结构连通性新的等效描述方法,采用各向异性亥姆霍兹方程将其集成到拓扑优化模型中,在仅改变单一参数的情况下实现对拓扑优化结果封闭空腔结构的限制。
94.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第四实施例中,基于第三实施例,步骤s130,包括如下步骤:
95.步骤s410:采用考虑所述两相尺寸控制约束和所述连通性限制约束的simp方法来构建拓扑优化设计模型,并基于所述拓扑优化设计模型得到结构件的轻量化优化结果。
96.具体的,如附图6和附图7所示;在前述步骤的基础上将约束条件同时添加到拓扑优化模型中构造多约束拓扑优化问题,通过对参数的合理设置并平衡各约束条件实现同时包含粉末烧结两种制造约束的拓扑优化模型,确保优化结果可以直接采用粉末烧结进行生产加工。
97.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第五实施例中,基于第一实施例,步骤s140,包括如下步骤:
98.步骤s510:通过comsol软件将结构件的轻量化优化结果输出为二维优化结果。
99.步骤s520:将所述二维优化结果输出为vtk软件中能处理的非结构化网格数据。
100.步骤s530:通过软件vtk软件将非结构化网格数据沿法线方向复制叠加以生成三维数据集。
101.步骤s540:基于mc算法实现三维数据集的表面重建以生成与所述优化结果对应的反向模具的三维模型。
102.步骤s550:将所述优化结果对应的反向模具的三维模型可视化。
103.具体的,本实施例的目的在于基于mc表面重建的二维优化结果反向模具生成及可视化;对于comsol软件获得的二维优化结果,将其输出为vtk中可以处理的非结构化网格数据,在comsol软件内将二维数据集沿法线方向复制叠加生成三维数据集,并基于mc算法实现三维数据集的表面重建生成反向模具,以应用到模具生产中。
104.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第六实施例中,基于第五实施例,步骤s520,包括如下步骤:
105.步骤s610:通过comsol软件将输出的二维优化结果导出为vtu格式。
106.步骤s620:采用vtk软件的非结构化网格读取函数实现拓扑优化设计模型的导入。
107.步骤s530,包括如下步骤:
108.步骤s630:创建与导入的二维非结构化网格数据相对应的空白vtkimagedata数据集。
109.具体的,由于vtk中无法直接对非结构化网格进行表面重建,因此需要将其转化为相对应的结构化网格数据,以进行后续的三维数据集创建及表面重建。
110.步骤s640:采用kdtree算法寻找二维非结构化网格数据和对应的空白vtkimagedata数据集的最近值点。
111.步骤s650:采用插值函数将二维非结构化网格数据上点值转换为结构化网格上点值。
112.具体的,为了确保获得的反向模具中不只有空腔部分而且有外层包围的薄壁,需要在原始数据的基础上将薄壁所在位置的点赋值为0。
113.步骤s660:将赋值成功的vtkimagedata数据集在其法线方向上进行复制并形成一个三维数据集。
114.步骤s540,包括如下步骤:
115.步骤s670:采用vtkmarchingcubes类函数实现mc算法,以实现三维数据集的表面重建以生成与所述优化结果对应的反向模具的三维模型。
116.步骤s550,包括如下步骤:
117.步骤s680:将重建完成的三维数据集通过vtk可视化管线进行渲染,以实现可视化。
118.步骤s690:采用vtkstlwriter类函数将反向模具的三维模型输出为stl格式。
119.具体的,对于二维优化结果,通常采用拉伸的方式生成三维结构以进行生产加工。由于comsol软件无法直接对生成的结果进行拉伸,需要将其将以非结构化网格数据导出并导入到基于vtk软件中。在vtk软件内将二维数据集沿法线方向复制叠加生成三维数据集,并基于mc算法实现三维数据集的表面重建生成反向模具,以应用到模具生产中。
120.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第七实施例中,基
于第一实施例,步骤s140,还包括如下步骤:
121.步骤s710:通过comsol软件将结构件的轻量化优化结果输出为三维优化结果。
122.步骤s720:将所述三维优化结果输出为stl格式文件并导入vtk软件中。
123.步骤s730:通过vtk软件根据三维优化结果的形状生成相对应的三维实体原模。
124.步骤s740:将三维实体原模与三维优化结果进行布尔运算以获得与所述优化结果对应的反向模具的三维模型。
125.步骤s750:将所述优化结果对应的反向模具的三维模型可视化。
126.具体的,本实施例的目的在于基于布尔运算的三维优化结果对应的反向模具生成及可视化:对于comsol软件获得的三维优化结果,将其直接输出为stl格式文件并导入基于vtk开发的软件中,根据三维优化结果的形状生成相对应的三维实体原模,将原模与优化结果进行布尔运算获得反向模具。
127.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第八实施例中,基于第七实施例,步骤s730,包括如下步骤:
128.步骤s810:通过vtk软件获取三维优化结果对应的vtkpolydata数据,并基于vtkpolydata数据构建长方体,以形成三维实体原模。
129.具体的,三维实体原模的大小由导入的优化结果决定,以便于后续进行布尔运算获得反向模具。
130.步骤s740,包括如下步骤:
131.步骤s820:采用vtktrianglefilter类函数将优化三维优化结果与长方体表述为三角面片数据结构。
132.步骤s830:采用vtkbooleanoperationpolydatafilter类函数实现三维实体原模与三维优化结果的布尔运算,以得到与所述优化结果对应的反向模具的三维模型。
133.具体的,对于三维优化结果,由于comsol无法直接生成优化结果对应的反向模具,需要将优化结果以stl格式文件输出并导入到基于vtk软件中。在软件内生成与优化结果相对应的三维原模并与优化结果进行布尔运算获得反向模具,以应用到模具生产中。
134.在本发明提出的一种面向粉末烧结制造的拓扑优化设计方法的第九实施例中,基于第七实施例,步骤s750,包括如下步骤:
135.步骤s910:将布尔运算完成后得到的与所述优化结果对应的反向模具的三维模型通过vtk软件可视化管线进行渲染,以实现可视化。
136.步骤s920:采用vtkstlwriter类函数将反向模具的三维模型输出为stl格式。
137.本发明还提出的一种粉末烧结制造方法,在本发明提出的粉末烧结制造方法的第一实施例中,应用于上述任一项实施例,本实施例,包括如下步骤:
138.步骤s1010:将制造得到的反向模具作为包套。
139.制取材料粉末,并以所述包套进行结构件的粉末烧结制造,具体包括如下步骤:
140.步骤s1020:制取材料粉末。
141.具体的,根据基于等静压成形的粉末烧结加工方法对模具的属性要求,采用合适的增材制造方法和材料实现反向模具的加工制造。
142.步骤s1030:将材料粉末对包套进行填充和振实。
143.步骤s1040:将振实后的包套进行封装密封并抽真空。
144.步骤s1050:等待包套内的结构件静压成型。
145.步骤s1060:将成型后的结构件进行烧结成型。
146.具体的,本实施例的目的在于采用基于等静压成形的粉末烧结制造方法,将加工完成的反向模具作为包套实现最终构件的制造。
147.具体的,在优化结果对应的反向模具生成正确的基础上,采用增材制造实现模具的制造并基于等静压成形的粉末烧结制造方法实现高性能轻量化结构的生产制造,生产出来的产品实物图如附图8所示;并根据制造过程中可能出现的制造约束进一步改进拓扑优化方法,提高整个设计制造系统框架的适用性。
148.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
149.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,计算机软件产品存储在一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端(可以是手机,计算机,服务器,空调器,或者网络设备等)执行本发明各个实施例所述的方法。
150.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1