针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质与流程
1.本发明涉及管材切割技术领域,具体是指一种针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质。
背景技术:
2.现有技术当中的焊缝补偿采用的是外径和内径数据中最大切割轨迹作为补偿后的轨迹,在实际加工过程中,这类补偿方式在进行在跨楞处拼接时,如果管材较厚时,拼合效果不佳,缝隙较大。基于该缺陷问题,亟需一种能够实现焊缝补偿时大小头之间拼合服帖效果的管材切割补偿方法。
技术实现要素:
3.本发明的目的是克服了上述现有技术的缺点,提供了一种在跨愣处具有拼合服帖的效果的针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质。
4.为了实现上述目的,本发明的针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质如下:
5.该针对大小头焊缝补偿切割管材的方法,其主要特点是,所述的方法包括以下步骤:
6.(1)获得普通焊缝补偿的切割轨迹数据;
7.(2)根据普通焊缝补偿生成的刀路找到补偿对称端面;
8.(3)以所述的补偿对称端面为基准,找到补偿分割节点;
9.(4)根据当前判断出的所述的补偿对称端面所属的类型,对所述的补偿对称端面构建补偿数据,以完成对大小头的焊缝补偿处理。
10.较佳地,所述的步骤(1)中普通焊缝补偿的生成方式具体为:
11.将内截断线投影到外轮廓上,取投影线和截断线靠近零件中心的部分作为焊缝补偿的刀路,以获取所述的普通焊缝补偿的切割轨迹数据。
12.较佳地,所述的步骤(2)具体为:
13.对所述的普通焊缝补偿生成的刀路进行处理,找到远离零件中心位置的第一端面和靠近中心位置的第二端面,且所述的第一端面以及第二端面在管材上处于对称位置,将所述的第一端面以及第二端面作为进行焊缝补偿的对称端面。
14.较佳地,所述的步骤(3)具体为:
15.以所述的对称端面为基准,向端面内缩小厚度并增加补偿获得的距离的交点作为补偿分割节点,对于一个截面应当产生四个节点,其中,两个补偿分割节点位于远离所述的零件的中心位置的端面上,另外两个补偿分割节点位于靠近所述的零件的中心位置的端面上。
16.较佳地,所述的步骤(4)具体包括以下步骤:
17.(4.1)判断当前所述的对称端面属于大头还是小头,如果当前所述的对称端面属于大头,则进入步骤(4.2),否则,进入步骤(4.3);
18.(4.2)当所述的补偿分割节点位于靠近所述的中心位置的端面时,在跨楞处构建远离所述的中心位置的直角,当所述的补偿分割节点位于远离所述的中心位置的端面时,根据跨楞面的端点和所述的补偿分割节点修改远离中心面的位置,以构建补偿数据;
19.(4.3)当所述的补偿分割节点位于靠近所述的中心位置的端面时,在跨楞处构建靠近所述的中心位置的直角,当所述的补偿分割节点位于远离所述的中心位置的端面时,根据跨楞面的端点和所述的补偿分割节点修改靠近中心面的位置,以构建补偿数据。
20.较佳地,所述的方法还包括:
21.当所述的补偿对称端面的大头和小头均完成构建补偿数据后,系统将根据获得的所述的补偿数据对所述的大头和小头的焊缝进行拼接补偿处理,以完成所述的大头和小头的贴合。
22.该针对大小头焊缝补偿切割管材的装置,其主要特点是,所述的装置包括:
23.处理器,被配置成执行计算机可执行指令;
24.存储器,存储一个或多个计算机可执行指令,所述计算机可执行指令被所述处理器执行时,实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
25.该针对大小头焊缝补偿切割管材的处理器,其主要特点是,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
26.该计算机可读存储介质,其主要特点是,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
27.采用了本发明的该针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质,相较于现有技术而言,能够有效的解决跨楞处切割后,厚的方管在进行焊缝补偿切割时拼接效果不佳的问题,并且达到切割后的管材在跨愣处拼合服帖的效果。同时,由于计算补偿结果的速度快,还具有效率高的优点。
附图说明
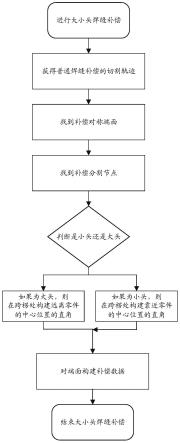
28.图1为本发明的针对大小头焊缝补偿切割管材的方法的流程图。
29.图2为本发明针对上截断线进行大头焊缝补偿的结果的界面显示示意图。
30.图3为本发明针对下截断线进行小头焊缝补偿的结果的界面显示示意图。
31.图4为本发明进行大头切割的管材的界面显示示意图。
32.图5为本发明进行小头切割的管材的界面显示示意图。
具体实施方式
33.为了能够更清楚地描述本发明的技术内容,下面结合具体实施例来进行进一步的描述。
34.在详细说明根据本发明的实施例前,应该注意到的是,在下文中,术语“包括”、“包含”或任何其他变体旨在涵盖非排他性的包含,由此使得包括一系列要素的过程、方法、物品或者设备不仅包含这些要素,而且还包含没有明确列出的其他要素,或者为这种过程、方
法、物品或者设备所固有的要素。
35.请参阅图1所示,该针对大小头焊缝补偿切割管材的方法,其中,所述的方法包括以下步骤:
36.(1)获得普通焊缝补偿的切割轨迹数据;
37.(2)根据普通焊缝补偿生成的刀路找到补偿对称端面;
38.(3)以所述的补偿对称端面为基准,找到补偿分割节点;
39.(4)根据当前判断出的所述的补偿对称端面所属的类型,对所述的补偿对称端面构建补偿数据,以完成对大小头的焊缝补偿处理。
40.作为本发明的优选实施方式,所述的步骤(1)中普通焊缝补偿的生成方式具体为:
41.将内截断线投影到外轮廓上,取投影线和截断线靠近零件中心的部分作为焊缝补偿的刀路,以获取所述的普通焊缝补偿的切割轨迹数据。
42.作为本发明的优选实施方式,所述的步骤(2)具体为:
43.对所述的普通焊缝补偿生成的刀路进行处理,找到远离零件中心位置的第一端面和靠近中心位置的第二端面,且所述的第一端面以及第二端面在管材上处于对称位置,将所述的第一端面以及第二端面作为进行焊缝补偿的对称端面。
44.作为本发明的优选实施方式,所述的步骤(3)具体为:
45.以所述的对称端面为基准,向端面内缩小厚度并增加补偿获得的距离的交点作为补偿分割节点,对于一个截面应当产生四个节点,其中,两个补偿分割节点位于远离所述的零件的中心位置的端面上,另外两个补偿分割节点位于靠近所述的零件的中心位置的端面上。
46.作为本发明的优选实施方式,所述的步骤(4)具体包括以下步骤:
47.(4.1)判断当前所述的对称端面属于大头还是小头,如果当前所述的对称端面属于大头,则进入步骤(4.2),否则,进入步骤(4.3);
48.(4.2)当所述的补偿分割节点位于靠近所述的中心位置的端面时,在跨楞处构建远离所述的中心位置的直角,当所述的补偿分割节点位于远离所述的中心位置的端面时,根据跨楞面的端点和所述的补偿分割节点修改远离中心面的位置,以构建补偿数据;
49.(4.3)当所述的补偿分割节点位于靠近所述的中心位置的端面时,在跨楞处构建靠近所述的中心位置的直角,当所述的补偿分割节点位于远离所述的中心位置的端面时,根据跨楞面的端点和所述的补偿分割节点修改靠近中心面的位置,以构建补偿数据。
50.作为本发明的优选实施方式,所述的方法还包括:
51.当所述的补偿对称端面的大头和小头均完成构建补偿数据后,系统将根据获得的所述的补偿数据对所述的大头和小头的焊缝进行拼接补偿处理,以完成所述的大头和小头的贴合。
52.在实际应用当中,本技术方案的该根据管材厚度和管材的内外轮廓投影优化切割效果的方法具体包括以下实现步骤:
53.步骤1:获取普通焊缝补偿的数据
54.普通焊缝补偿的生成方式:内截断线投影到外轮廓上,取投影线和截断线更靠近零件中心的部分作为焊缝补偿的刀路。
55.步骤2:找到补偿的对称端面
56.对普通焊缝补偿生成的刀路进行处理,找到远离中心位置的面和靠近中心位置的面且这两个面在管材上必须处于对称位置,作为补偿的对称端面
57.步骤3:找到补偿分割节点
58.以对称端面为基准,向端面内缩厚度加补偿的距离的交点为补偿分割节点。对于一个截面应该产生四个节点,两个位于远离中心位置的面上,两个位于靠近中心位置的面上。
59.步骤4:对端面构建补偿数据
60.在构建补偿数据时需要区分大小头,当端面属于大头时,根据补偿分割节点,当节点位于靠近中心位置的面时,在跨楞处构建一个远离中心位置的直角,当节点位于远离中心位置的面时,根据跨楞面的端点和分割节点修改远离中心面的位置。当端面属于小头时,根据补偿分割节点,当节点位于靠近中心位置的面时,在跨楞处构建远离中心位置靠近中心位置的直角,当节点位于远离中心位置的面时,根据跨楞面的端点和分割节点修改靠近中心面的位置。这样在拼接的时候的贴合效果更佳。
61.请参阅图2和3所示,为本发明针对上截断线和下截断线分别进行大头和小头焊缝补偿的界面显示结果示意图。
62.请参阅图4和5所示,为使用本发明的该该针对大小头焊缝补偿切割管材的方法对方管的焊缝补偿切割进行大头切割和小头切割的界面显示管材示意图。
63.该针对大小头焊缝补偿切割管材的装置,其中,所述的装置包括:
64.处理器,被配置成执行计算机可执行指令;
65.存储器,存储一个或多个计算机可执行指令,所述计算机可执行指令被所述处理器执行时,实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
66.该针对大小头焊缝补偿切割管材的处理器,其中,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
67.该计算机可读存储介质,其中,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述所述的针对大小头焊缝补偿切割管材的方法的各个步骤。
68.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
69.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行装置执行的软件或固件来实现。
70.本技术领域的普通技术人员可以理解实现上述实施例方法携带的全部或部分步骤是可以通过程序来指令相关的硬件完成的,程序可以存储于一种计算机可读存储介质中,该程序在执行时,包括方法实施例的步骤之一或其组合。
71.上述提到的存储介质可以是只读存储器,磁盘或光盘等。
72.在本说明书的描述中,参考术语“一实施例”、“一些实施例”、“示例”、“具体示例”、
或“实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
73.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
74.采用了本发明的该针对大小头焊缝补偿切割管材的方法、装置、处理器及其计算机可读存储介质,相较于现有技术而言,能够有效的解决跨楞处切割后,厚的方管在进行焊缝补偿切割时拼接效果不佳的问题,并且达到切割后的管材在跨愣处拼合服帖的效果。同时,由于计算补偿结果的速度快,还具有效率高的优点。
75.在此说明书中,本发明已参照其特定的实施例作了描述。但是,很显然仍可以作出各种修改和变换而不背离本发明的精神和范围。因此,说明书和附图应被认为是说明性的而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1