考虑客户满意度的柔性综合调度方法
1.本发明涉及一种考虑客户满意度的柔性综合调度方法。
背景技术:
2.关于存在交货期约束的综合调度问题已有大量研究,而对于具有提前及拖期惩罚的产品的柔性综合调度问题,研究成果较少,还需要进一步的研究。
3.在实际生产中,产品的交货期一般会有一个弹性范围,客户的满意度和产品的交货期是有一定数量关系的,是随着产品的交货时间变化的,可能存在产品提前完工或超时完工从而未达到客户预满意度的情况,而对于对于柔性调度问题,产品的工序可以选择在多个设备上进行加工,且工序在多个设备上的加工时间可能会不同,所以对具有提前及拖期惩罚的产品的柔性综合调度问题,不仅需要考虑产品和工序的调度顺序,还需要考虑工序如何选择设备的问题;假设有两个产品a、b,产品a、b具有提前及拖期惩罚的交货期,a和b的工序可以在多台设备上加工,在不同设备上的加工时间不同,加工过程中出现以下几种情况对不符合客户满意度的产品不给予调度:情况一:当仅加工产品a或b后,发现该产品已不满足其客户预满意度和交货期窗口;情况二:当分别加工产品a和b后,此时都满足其客户满意度和交货期窗口,但先加工产品a再加工产品b,或先加工产品b在加工产品a后,导致产品a或b不满足其客户满意度和交货期窗口。
技术实现要素:
4.本发明的目的是提供一种考虑客户满意度的柔性综合调度方法,该方法通过产品松紧度方法求得产品的松紧度,根据产品松紧度大小确定产品的调度次序。
5.对于开始时间和交货期窗口都不同的产品,由产品松紧度重构策略重新计算产品的松紧度,更加精确了产品的调度次序。
6.对于满意度和交货期窗口未达到客户与满意度和交货期窗口的产品,通过满意度柔性调整策略对产品工序进行调整,确定工序最终开始时间和加工设备,判断产品的满意度和完工时间是否满足客户预满意度其交货期窗口,如果满足,就按调度甘特图安排生产。
7.上述的目的通过以下的技术方案实现:考虑客户满意度的柔性综合调度方法,其特征是:该调度方法包括如下步骤:首先,为了确定产品的调度次序,采用产品松紧度策略,计算出每个产品的松紧度,按照产品的松紧度从大到小依次调度;其次,对于开始时间和交货期窗口都不同的产品,采用产品松紧度重构策略重新计算产品的松紧度并确定其调度次序;最后,针对不满足客户预满意度和交货期窗口的产品,采用满意度柔性调整策略对产品工序的加工设备进行调整,判断具有满意度和交货期窗口约束的产品的满意度和完工时间是否满足客户预满意度和交货期窗口,如果满足,就按调度甘特图安排生产;所述的考虑客户满意度的柔性综合调度方法,所述的调度方法具体实施步骤如下:
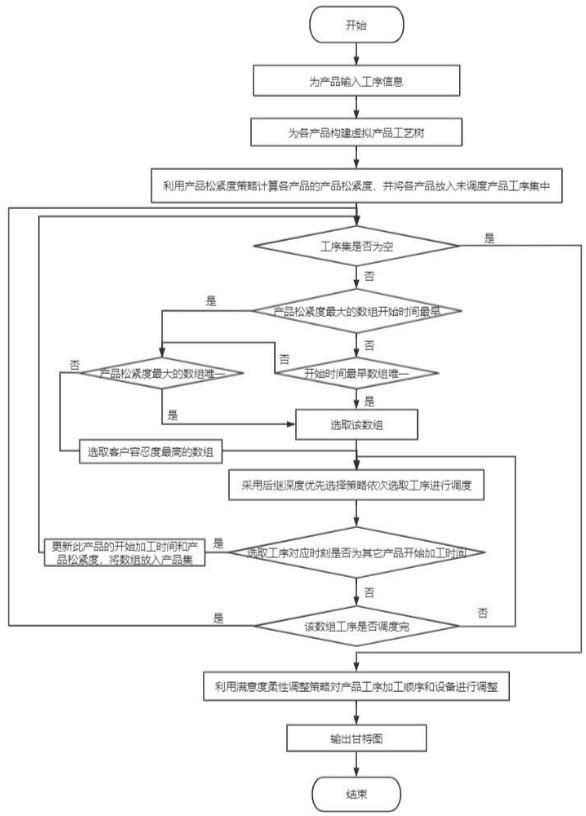
步骤1:输入产品工艺树的工序信息,工序与设备柔性对应信息,包括工序号、加工设备、加工时间和产品的开始时间、产品具有提前或拖期惩罚的交货期窗口;步骤2:计算产品松紧度和客户容忍度,先由后继深度优先选择策略计算出产品的预完工时间,再通过产品松紧度策略计算出产品松紧度和客户容忍度;步骤3:将产品按照产品松紧度降序放入产品集合中;步骤4:若产品集合为空的话,跳转到步骤8;若否,判断松紧度最大的产品开始时间是否最早,若否,在开始时间最早的产品中选取松紧度最大的产品,若松紧度不唯一,选取客户容忍度最高的产品;步骤5:通过后继深度优先选择策略依次选取工序进行调度,在调度工序时,判断此工序的开始时间是否为产品集某产品的开始时间,若是且此产品的松紧度更大,继续调度,若否,跳转到步骤6;步骤6:判断产品工序是否全部插入,若是,将产品从产品集合中移除并跳转到步骤7;若否,利用产品松紧度重构策略重新确定产品松紧度和开始加工时间,跳转到步骤3;步骤7:判断产品集合是否为空,若是,跳转到步骤8,若否跳转到步骤4;步骤8:利用满意度柔性调整策略进行调整;步骤9:输出产品调度甘特图,并将满足客户预满意度和交货期窗口的产品按照调度甘特图生产。
8.所述的具有提前及拖期惩罚的交货期和客户满意度,产品的交货期一般会有一个弹性范围,在此范围内客户满意度和产品的交货时间是满足一定数量关系的,产品提前或拖期完工都会导致客户的满意度降低,即对于具有提前或拖期惩罚交货期约束的柔性制造任务,产品不仅需要在具有提前及拖期惩罚交货期窗口内完工,还需要满足客户预满意度。
9.所述的考虑客户满意度的柔性综合调度方法,所述的产品松紧度重构方法,为了解决开始时间和交货期窗口都不同的产品调度次序,若开始时间晚的产品的松紧度大于开始时间早的产品,为了合理安排产品的调度次序,让开始时间早的产品先加工,当开始时间早的产品加工到开始时间晚的产品的开始时间时,对此产品的剩余工序重新构造工艺树并由产品松紧度策略计算其松紧度,重新确定产品的调度次序。
10.所述的考虑客户满意度的柔性综合调度方法,所述的满意度柔性调整方法,为了提高客户满意度,对未达到客户预满意度的产品工序的加工设备进行调整,首先判断该产品的完工时间是否处于交货期窗口内满意度下降的时间段,若是,寻找此产品最后一个加工工序所处设备上的紧前工序,判断在其开始时间是否有其他可选设备,若有,对其进行加工设备调整,并将此工序及其在此设备上的紧后工序在满足工艺树约束关系的条件下进行前移,并判断其余产品满意度是否降低,若是,则不调整,遍历其所处设备上的紧前工序寻找可调整工序,若不处于交货期窗口内满意度下降的时间段,则对此产品最后一个加工工序所处设备上的紧后工序进行遍历,满足工艺树约束的条件下,交换此工序和其紧后工序的调度次序,判断其余产品满意度是否降低,若是,则不交换,直至完成交换或遍历结束。
11.有益效果:1.本发明针对具有提前及拖期惩罚交货期产品的特点,提出产品松紧度策略,由产品松紧度公式计算出各产品的松紧度,根据产品松紧度大小分别对产品进行调度,在一定程度上确保了产品的调度次序。2.本发明针对开始时间和交货期窗口都不同的产品,提出了产品松紧度重构策略,设计了一种重新确定产品的调度顺序的方式,对开始
时间和交货期窗口都不同的产品重新确调度顺序,更加精确的确定了产品的调度顺序。3.本发明针对产品加工可能会低于客户预满意度的情况,提出了满意度柔性调整策略,对产品工序的开始时间和加工设备进行调整,使得产品能在具有提前及拖期惩罚的交货期窗口内完工的同时达到客户预期满意度。
附图说明
12.附图1是本发明的考虑客户满意度的柔性综合调度算法流程图。
13.附图2是本发明的产品松紧度策略流程图。
14.附图3是本发明的满意度柔性调整策略流程图。
15.附图4是本发明的具有提前及拖期惩罚的交货期窗口。
16.附图5、附图6、附图7分别是本发明具有提前及拖期惩罚的交货期窗口约束的产品a、b、c的加工工艺树图例。
17.附图8是本发明针对附图5、附图6、附图7所示工艺树的调度结果甘特图。
18.附图9是基于交货期紧迫度的综合调度算法针对附图5、附图6、附图7所示工艺树的调度结果甘特图。
具体实施方式
19.实施例1:考虑客户满意度的柔性综合调度方法,其特征是:该调度方法包括如下步骤:首先,为了确定产品的调度次序,采用产品松紧度策略,计算出每个产品的松紧度,按照产品的松紧度从大到小依次调度;其次,对于开始时间和交货期窗口都不同的产品,采用产品松紧度重构策略重新计算产品的松紧度并确定其调度次序;最后,针对不满足客户预满意度和交货期窗口的产品,采用满意度柔性调整策略对产品工序的加工设备进行调整,判断具有满意度和交货期窗口约束的产品的满意度和完工时间是否满足客户预满意度和交货期窗口,如果满足,就按调度甘特图安排生产。
20.实施例2:上述的考虑客户满意度的柔性综合调度方法,所述的调度方法具体实施步骤如下:步骤1:输入产品工艺树的工序信息,工序与设备柔性对应信息,包括工序号、加工设备、加工时间和产品的开始时间、产品具有提前或拖期惩罚的交货期窗口;步骤2:计算产品松紧度和客户容忍度,先由后继深度优先选择策略计算出产品的预完工时间,再通过产品松紧度策略计算出产品松紧度和客户容忍度;步骤3:将产品按照产品松紧度降序放入产品集合中;步骤4:若产品集合为空的话,跳转到步骤8;若否,判断松紧度最大的产品开始时间是否最早,若否,在开始时间最早的产品中选取松紧度最大的产品,若松紧度不唯一,选取客户容忍度最高的产品;步骤5:通过后继深度优先选择策略依次选取工序进行调度,在调度工序时,判断此工序的开始时间是否为产品集某产品的开始时间,若是且此产品的松紧度更大,继续调度,若否,跳转到步骤6;
步骤6:判断产品工序是否全部插入,若是,将产品从产品集合中移除并跳转到步骤7;若否,利用产品松紧度重构策略重新确定产品松紧度和开始加工时间,跳转到步骤3;步骤7:判断产品集合是否为空,若是,跳转到步骤8,若否跳转到步骤4;步骤8:利用满意度柔性调整策略进行调整;步骤9:输出产品调度甘特图,并将满足客户预满意度和交货期窗口的产品按照调度甘特图生产。
21.实施例3:所述的具有提前及拖期惩罚的交货期和客户满意度,产品的交货期一般会有一个弹性范围,在此范围内客户满意度和产品的交货时间是满足一定数量关系的,产品提前或拖期完工都会导致客户的满意度降低,即对于具有提前或拖期惩罚交货期约束的柔性制造任务,产品不仅需要在具有提前及拖期惩罚交货期窗口内完工,还需要满足客户预满意度;所述的产品松紧度重构方法,为了解决开始时间和交货期窗口都不同的产品调度次序,若开始时间晚的产品的松紧度大于开始时间早的产品,为了合理安排产品的调度次序,让开始时间早的产品先加工,当开始时间早的产品加工到开始时间晚的产品的开始时间时,对此产品的剩余工序重新构造工艺树并由产品松紧度策略计算其松紧度,重新确定产品的调度次序;所述的满意度柔性调整方法,为了提高客户满意度,对未达到客户预满意度的产品工序的加工设备进行调整,首先判断该产品的完工时间是否处于交货期窗口内满意度下降的时间段,若是,寻找此产品最后一个加工工序所处设备上的紧前工序,判断在其开始时间是否有其他可选设备,若有,对其进行加工设备调整,并将此工序及其在此设备上的紧后工序在满足工艺树约束关系的条件下进行前移,并判断其余产品满意度是否降低,若是,则不调整,遍历其所处设备上的紧前工序寻找可调整工序,若不处于交货期窗口内满意度下降的时间段,则对此产品最后一个加工工序所处设备上的紧后工序进行遍历,满足工艺树约束的条件下,交换此工序和其紧后工序的调度次序,判断其余产品满意度是否降低,若是,则不交换,直至完成交换或遍历结束。
22.实施例4:上述的考虑客户满意度的柔性综合调度方法,如附图1所示,即为本发明的产品加工流程图例,图中介绍了产品加工过程以及用到的算法:以下将结合附图1中的产品加工流程图来对本技术的具体执行流程进行说明,如附图5、附图6、附图7所示,产品a、b、c的加工工序数分别为5、9、8,分别在3台设备上加工,每个工序有不同的属性信息,图中矩形框分别表示:产品工序名/产品工序加工设备名/产品工序加工用时。
23.实施例5:上述的考虑客户满意度的柔性综合调度方法,下面将用本调度方法针对附图5、附图6、附图7所示产品加工工艺树图例,在产品的开始加工时间为为60、0、0,客户预满意度为0.9、1、1,具有提前及拖期惩罚的交货期窗口分别为(110,120,150,160)、(90,100,130,140)、(100,110,140,150)的条件下执行调度;首先通过产品松紧度策略分别对附图5、附图6、附图7中的产品求的其产品的松紧度,计算产品a、b、c的松紧度确定加工顺序分别为产品b、a、c,由于产品 a的开始时间为60,
因此对开始时间较早的产品b、c先采用后继深度优先策略进行调度,产品b、c的调度顺序b、c,当产品c调度到60时,由于产品c的松紧度大于产品a,所以保留产品b、c在60之前的甘特图,将产品b、c的剩余工序重新虚拟成加工工艺树,并用松紧度重构策略对产品b、c的松紧度重构,重新比较产品a、b、c的产品松紧度,确定产品a、b、c的调度顺序为c、a、b,再由后继深度优先选择策略依次选择产品进行调度,当产品全部调度完时,发现产品a和b调度完时发现其满意度均达不到客户的预满意度,所以对产品b的工序进行调整,在甘特图上寻找b的最后一个工序b1,完工时间为140,加工设备为m3,遍历b1在m3设备上的紧前工序,并由满意度柔性调整策略对工序a4进行调整,将a4移到设备m1上加工,并将a4和b1在工艺树上的紧前和紧后工序前移,此时产品a和b的完工时间为150、130,客户满意度均满足客户预满意度;按照附图1所示流程,采用本调度方法对附图5、附图6、附图7所示产品加工工艺树进行调度,直至所有工序加工完成,调度结果甘特图如附图8所示。
24.实施例6:上述的考虑客户满意度的柔性综合调度方法,实例对比:下面将本发明调度方法与基于交货期紧迫度的综合调度方法进行实例对比,附图9为采用基于交货期紧迫度的综合调度算法分别针对于附图5、附图6、附图7所示产品加工工艺树图例,在产品的开始加工时间为为60、0、0,客户预满意度为0.9、1、1,具有提前及拖期惩罚的交货期窗口分别为(110,120,150,160)、(90,100,130,140)、(100,110,140,150)的条件下执行调度,产品a的工序调度次序为a5、a4、a3、a2、a1,产品b的工序调度次序b8、b9、b7、b4、b6、b5、b3、b2、b1,产品c的工序调度次序c7、c4、c8、c5、c2、c6、c3、c1,产品调度次序分别为b、c、a;通过对比附图8和附图9可以看出,本发明与基于交货期紧迫度的综合调度方法不仅产品加工顺序的选不同,产品的工序的调度次序也不同,附图9中的算法调度产品a、b、c的完工时间分别为160、130、140,客户满意度为0、0、1产品a和b的满意度远低于客户满意度预期值,而本发明的算法调度产品a、b、c的客户满意度不仅都达到了客户的预期值,而且比交货期紧迫度的综合调度算法提前了10个加工时间,说明本发明调度算法更符合要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1