用于门窗制造的质量检测方法、系统及装置与流程
1.本发明涉及图像识别技术领域,具体涉及一种用于门窗制造的质量检测方法、系统及装置。
背景技术:
2.随着社会的发展,房屋门窗也从原来的木质门窗发展至铝合金门窗,由于铝合金门窗的生产工艺较为复杂,在铝合金门窗的生产过程中,难免会因为碰撞或工人的操作不当,导致门窗表面出现划痕,在门窗的外观的质量检测时需要对划痕检测,以免影响划痕质量。
3.现有技术利用边缘检测或者阈值分割算法对划痕的进行识别,当铝合金门窗上的划痕深浅不一,出现有些划痕较浅时,就难以确定检测阈值,进而难以实现对此类划痕的识别,尤其是对于需要喷砂处理的铝合金门窗,由于喷砂会提高铝合金门窗表面的粗糙度,使得铝合金门窗表面出现很多微小凹坑,这些微小的凹坑对光照产生反射现象,从而会使得相邻连续的微小凹坑形成一条线,进而在光照产生反射下的图像中表现为较浅的线,因此,当划痕较浅时其表现也为一条较浅的线,故相邻连续的微小凹坑在光照产生反射下表现出来的线会影响铝合金门窗表面划痕的识别,使得利用阈值分割识别的划痕并不准确,进而影响门窗制造的质量的识别检测。
4.因此,需要提供一种用于门窗制造的质量检测方法、系统及装置予以解决上述问题。
技术实现要素:
5.本发明提供一种用于门窗制造的质量检测方法、系统及装置,以解决现有的划痕识别不准确,影响门窗制造的质量的识别的问题。
6.本发明的一种用于门窗制造的质量检测方法采用如下技术方案:该方法包括:获取铝合金门窗的表面图像;获取表面图像中各个像素点的梯度值,将非0梯度值对应的像素点转换至霍夫空间得到每个像素点对应的正弦曲线;获取正弦曲线的峰值大于预设峰值的所有目标亮点,获取每个目标亮点对应的直线,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率;根据极角相同的目标亮点获取极坐标序列,并得到多个极坐标序列,获取每个极坐标序列中每两个目标亮点对应的极坐标的极径差值,其中,极坐标序列中两个目标亮点对应的直线为平行直线;根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、所有平行线段之间的最小距离计算该平行直线属于划痕的第二概率;
根据第二概率及第二概率阈值确定平行直线中的平行划痕线,根据所有平行划痕线的像素点的梯度值获取门窗表面质量的影响程度,根据影响程度判断待检测门窗表面质量是否合格。
7.优选的,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段的步骤包括:沿直线自上到下的方向遍历直线上各个非0梯度值的像素点;获取属于每个非0梯度值的像素点对应的8邻域中非0梯度值的像素点,并将属于该直线上的非0梯度值的像素点划分为一组得到非0梯度值的像素点组成的线段。
8.优选的,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率的步骤包括:获取每条直线的所有线段上非0梯度值的像素点个数的和值;计算和值的反正切值;将反正切值与的乘积作为该直线上存在划痕的第一概率。
9.优选的,根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、所有平行线段之间的最小距离计算该平行直线属于划痕的第二概率的步骤包括:获取两个目标亮点对应的直线上存在划痕的第一概率中小的第一概率作为目标概率;计算目标概率与该两个目标亮点对应的极经差值的第一比值;获取两个目标亮点的直线上每个平行线段之间的最小距离;计算每个最小距离与该两个目标亮点对应的极经差值的第二比值;根据第一比值与第二比值计算两个目标亮点对应平行直线属于划痕的第二概率。
10.优选的,计算该平行直线属于划痕的第二概率公式为:式中,目标亮点与目标亮点对应的平行直线属于划痕的第二概率;表示目标亮点与目标亮点对应的第一概率中小的第一概率,即目标概率;表示目标亮点与目标亮点的平行线段中线段与线段之间的最小距离;表示目标亮点与目标亮点的极坐标的极经差值;表示目标亮点对应的直线中线段的数量;表示目标亮点对应的直线中线段的数量;表示指数函数中的e,且e为常数,其中,表示第二比值与第一概率为负相关关系。
11.优选的,获取所有平行划痕线的像素点的梯度值的和值;对所有平行划痕线的像
素点的梯度值的和值作负相关得到门窗表面质量的影响程度。
12.一种用于门窗制造的质量检测系统,该系统包括:图像采集模块,用于获取铝合金门窗的表面图像;图像处理模块,用于获取表面图像中各个像素点的梯度值,将非0梯度值对应的像素点转换至霍夫空间得到霍夫空间中对应的正弦曲线;第一参数计算模块,用于获取正弦曲线的峰值大于预设峰值的所有目标亮点,获取每个目标亮点对应的直线,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率;第二参数计算模块,用于根据极角相同的目标亮点获取极坐标序列,并得到多个极坐标序列,获取每个极坐标序列中每两个目标亮点对应的极坐标的极径差值,其中,极坐标序列中两个目标亮点对应的直线为平行直线;根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、所有平行线段之间的最小距离计算该平行直线属于划痕的第二概率;判断模块,用于根据第二概率及第二概率阈值确定平行直线中的平行划痕线,根据所有平行划痕线的像素点的梯度值获取门窗表面质量的影响程度,根据影响程度判断待检测门窗表面质量是否合格。
13.一种用于门窗制造的质量检测装置,该装置包括:存储器、处理器及存储在存储器上并可在处理器上运行的质量识别程序,质量识别程序被所述处理器执行时实现一种用于门窗制造的质量检测方法中的步骤。
14.本发明的一种用于门窗制造的质量检测方法、系统及装置的有益效果是:1、通过对喷砂形成的凹坑的分布以及划痕和门窗轮廓边缘的方向进行分析,确定凹坑是随机分布的,故将非0梯度值的像素点转换到霍夫空间,从而确定表面图像中的直线上存在划痕可能,即存在划痕的直线方向即为划痕的可能方向,根据从而避免凹坑边缘点形成细线对轻微划痕线的影响。
15.2、通过对霍夫空间中亮点的极坐标进行分析,确定平行直线之间的距离,根据每条平行直线上像素点的连续程度以及平行直线之间的距离判断每组平行直线属于划痕的概率,从而实现对不同深浅划痕的进行精确识别,进而实现对铝合金门窗的质量的精确判断。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
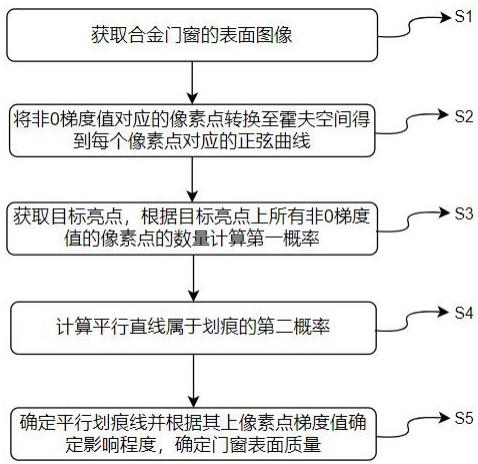
17.图1为本发明的一种用于门窗制造的质量检测方法的实施例的结构示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.本发明的一种用于门窗制造的质量检测方法的实施例,如图1所示,该方法包括:s1、获取铝合金门窗的表面图像,具体的,将相机朝向传输带,通过相机采集传送带上的铝合金门窗的表面图像。
20.s2、获取表面图像中各个像素点的梯度值,将非0梯度值对应的像素点转换至霍夫空间得到霍夫空间中对应的正弦曲线。
21.具体的,为了计算各个像素点的梯度值,需要先对铝合金门窗的表面图像进行灰度化处理得到铝合金表面的灰度图,然后在使用sobel算子对图像进行梯度检测得到梯度图像,即得到梯度图像中各个像素点的梯度值,由于喷砂形成的凹坑也会与铝合金门窗表面的灰度存在差异,因此,此时获得梯度图像中,非0梯度值的像素点包含铝合金门窗本身的轮廓边缘、凹坑边缘以及可能包含的划痕边缘,故先需要排除凹坑边缘点的干扰,将非0梯度值对应的像素点进行霍夫变换,即将非0梯度值对应的像素点转换至霍夫空间得到每个像素点对应的正弦曲线,其中,将非0梯度值对应的像素点作为目标像素点;将目标像素点转换至霍夫空间得到霍夫空间得到目标像素点对应的正弦曲线,即霍夫空间中每条正弦曲线与梯度图像中的目标像素点存在一一对应关系,同时霍夫空间中的亮点对应直线。
22.s3、获取正弦曲线的峰值大于预设峰值的所有目标亮点,获取每个目标亮点对应的直线,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率。
23.具体的,由于任意两点都可以组成一条直线,要想在表面图像中显示为线形,则必须要保证存在连续分布的三个以上的像素点共线,即霍夫空间中亮点的峰值最小为3,故本实施例以3作为预设峰值,当正弦曲线的峰值大于预设峰值时,则该正弦曲线对应的亮点为目标亮点。
24.具体的,由于表面图像中存在由喷砂形成的凹坑,这些凹坑随机分布在铝合金门窗表面,其形成的非0梯度像素点也可能存在共线的现象,即喷砂会提高铝合金门窗表面的粗糙度,使得铝合金门窗表面出现很多微小凹坑,这些微小的凹坑对光照产生反射现象,从而会使得相邻连续的微小凹坑形成一条线,进而在光照产生反射下的图像中表现为较浅的线,导致不排除存在凹坑边缘点共线,从而使得在霍夫空间内形成的峰值大于等于3的亮点,因此,经过该分析,形成一个亮点的所有正弦曲线并非全部属于划痕,然而局部划痕或者正常纹理的非0梯度像素点都是连续分布的,故,可以根据形成各个亮点的正弦曲线在梯度图像中所对应的像素点的连续程度计算各个亮点为疑似划痕像素点(本实施例中疑似划痕像素点包含划痕以及正常纹理)的概率,以排除凹坑边缘点的干扰。
25.具体的,获取每个目标亮点对应的直线,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率的步骤包括:沿直线自上到下的方向遍历直线上各个非0梯度值的像素点;获取属于每个非0梯度值的像素点对应的8邻域中非0梯度值的像素点,并将属于该直线上的非0梯度值的像素点划分为一组得到非0梯度值的像素点组成的线段,然后,获取每条直线的所有线段上非0梯度值的像素点个数的和值;计算和值的反正切值;将反正切值与
的乘积作为该直线上存在划痕的第一概率,其中,计算直线上存在划痕的第一概率的公式:式中,表示第个亮点对应的直线上存在划痕的第一概率;表示第个亮点所包含的第个线段中所包含的连续像素点的个数;表示第个亮点对应的直线上的线段的总数;()表示归一化,目的是为了保证第一概率的值位于,范围内;需要说明的是,由于凹坑的边缘点在梯度图像中也是连续分布的,划痕以及铝合金门窗的正常轮廓边缘也是连续分布的,因此,无法直接根据边缘点的连续性判断是否为划痕,即梯度图像中连续分布的非0梯度值的像素点并不一定是划痕像素点,但是划痕以及正常轮廓边缘点都具有较强的方向性,因此通过固定方向上的连续程度计算即可以排除凹坑边缘点的干扰,故计算直线方向上的非0梯度值的像素点的连续程度,即每一个线段上的连续的像素点个数越少,则该亮点由凹坑边缘形成的概率越大的,即对应该亮点属于划痕边缘的概率越小。
26.s4、根据极角相同的目标亮点获取极坐标序列,并得到多个极坐标序列,获取每个极坐标序列中每两个目标亮点对应的极坐标的极径差值,其中,极坐标序列中两个目标亮点对应的直线为平行直线;根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、所有平行线段之间的最小距离计算该平行直线属于划痕的第二概率。
27.具体的,由于划痕是由局部平行且连续的短直线组成,但是门窗本身的轮廓边缘也是连续分布的平行线,相对于门窗的边缘平行线,划痕平行线之间的距离较小,即两个亮点对应的极坐标之间的极经差异较小,因此,需要结合平行线之间的极经差值对属于划痕平行线的概率进行综合判断。
28.故,本实施例先获取目标亮点的极坐标,然后将目标亮点的极坐标的极角相同的目标亮点分为一组,然后对同一组的目标亮点对应的极坐标进行依次排序即得到了每组目标亮点对应的极坐标序列,然后计算每个极坐标序列中每两个目标亮点对应的极坐标的极径差值,这里需要说明的是,极角相同的目标亮点其在灰度空间内对应的直线是平行的,故极坐标序列中两个目标亮点对应的直线为平行直线,根据极坐标序列中每两个目标亮点对应的极坐标的极径差值即可得到两直线之间的距离,如此,便可得到所有平行直线之间的距离,故便可根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、平行直线的线段之间的最小距离计算平行直线属于划痕的第二概率。
29.具体的,根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、平行直线的线段之间的最小距离计算平行直线属于划痕的第二概率的步骤包括:获取两个目标亮点对应的直线上存在划痕的第一概率中小的第一概率作为目标概率;计算目标概率与该两个目标亮点对应的极经差值的第一比值;获取两个目标亮点的直线上每个平行线段之间的最小距离;计算每个最小距离与该两个目标亮点对应的极经差值的第二比值;根据第一比值与第二比值计算两个目标亮点对应平行直线属于划痕的第二概率,其中计算
对应的线段属于划痕的第二概率的公式为:式中,目标亮点与目标亮点对应的平行直线属于划痕的第二概率;表示目标亮点与目标亮点对应的第一概率中小的第一概率,即目标概率;表示目标亮点与目标亮点的平行线段中线段与线段之间的最小距离;表示目标亮点与目标亮点的极坐标的极经差值,即目标亮点与目标亮点对应的两条平行线之间的距离,极经差值值越大,则表示两条平行线之间的距离也越大,则该两条平行线属于划痕的概率也越小,从而避免了门窗轮廓边缘直线的干扰;表示目标亮点对应的直线中线段的数量;表示目标亮点对应的直线中线段的数量;表示指数函数中的e,且e为常数,其中,表示第二比值与第一概率为负相关关系;需要说明的是,由于划痕出现的位置随机,不排除识别到的两条平行线并非属于同一段划痕的情况,而划痕在短距离移动过程中表现为一组平行短直线,因此,当平行直线的两条直线中的两个线段上像素点之间的最小距离越接近于平行直线对应的目标亮点与目标亮点之间极经差值,即接近平行直线的距离时,这时趋于1,即该组平行线属于同一段划痕的概率越大,然后通过所有线段之间的最小距离与该两个目标亮点对应的极经差值的第二比值减1,进行负相关之后进行求和,用来表示整个平行直线的为划痕的概率。
30.s5、根据第二概率及第二概率阈值确定平行直线中的平行划痕线,根据所有平行划痕线的像素点的梯度值获取门窗表面质量的影响程度,根据影响程度判断待检测门窗表面质量是否合格。
31.具体的,本实施例设置第二概率阈值,当平行直线的划痕概率时,本实施例认为平行直线属于平行划痕线,否则认为该平行直线不是平行划痕线。
32.由于划痕深浅不同,在铝合金门窗上的明显程度不同,当划痕越多,划痕深度越大,对应铝合金门窗制造过程中的生产质量越差,故根据行划痕线的像素点的梯度值获取门窗表面质量的影响程度,其中,根据下式计算门窗表面质量的影响程度:
式中,表示门窗表面质量的影响程度;表示第组平行划痕线上所有像素点的梯度值之和;表示铝合金门窗表面平行划痕线的组数;表示指数函数中的e,且e为常数,其中,表示梯度值与门窗表面质量的影响程度负相关关系;具体的,需要说明的是,由于划痕深浅不同,在铝合金门窗上的明显程度不同,当划痕越多,划痕深度越大,对应铝合金门窗制造过程中的生产质量越差,故根据行划痕线的像素点的梯度值获取门窗表面质量的影响程度,从而根据影响程度判断铝合金门窗的外观质量,由于不同等级的铝合金门窗对表面划痕存在的要求存在差异,因此,由厂家自行设置影响程度阈值,当影响程度影响程度阈值时,认为当前生产的铝合金门窗外观质量不合格;否则认为当前生产的铝合金门窗质量合格。
33.由于同一个物体与门窗表面接触并相对移动产生划痕的过程中,由于短时间内接触面积不变,相对移动距离也较短的特点,故本实施例认为非直线的划痕是多组平行线之间的集合,故利用本实施例的方法,将所有非0梯度值的像素点转换到霍夫空间内,根据亮点之间的等间隔特性确定非直线划痕位置,从而实现对铝合金门窗表面上不同形状、不同深浅的划痕进行自动识别,并确定铝合金门窗质量。
34.一种用于门窗制造的质量检测系统,该系统包括:图像采集模块,用于获取铝合金门窗的表面图像;图像处理模块,用于获取表面图像中各个像素点的梯度值,将非0梯度值对应的像素点转换至霍夫空间得到霍夫空间中对应的正弦曲线;第一参数计算模块,用于获取正弦曲线的峰值大于预设峰值的所有目标亮点,获取每个目标亮点对应的直线,根据直线上的连续且相邻的非0梯度值的像素点得到多个线段,根据直线的所有线段上的非0梯度值的像素点个数获取该直线上存在划痕的第一概率;第二参数计算模块,用于根据极角相同的目标亮点获取极坐标序列,并得到多个极坐标序列,获取每个极坐标序列中每两个目标亮点对应的极坐标的极径差值,其中,极坐标序列中两个目标亮点对应的直线为平行直线;根据每两个目标亮点对应的极经差值、对应的直线上存在划痕的第一概率、所有平行线段之间的最小距离计算该平行直线属于划痕的第二概率;判断模块,用于根据第二概率及第二概率阈值确定平行直线中的平行划痕线,根据所有平行划痕线的像素点的梯度值获取门窗表面质量的影响程度,根据影响程度判断待检测门窗表面质量是否合格。
35.一种用于门窗制造的质量检测装置,该装置包括:存储器、处理器及存储在存储器上并可在处理器上运行的质量识别程序,质量识别程序被所述处理器执行时实现实施例步骤s1-s5中的用于门窗制造的质量检测方法的步骤。
36.基于此,本发明的一种用于门窗制造的质量检测方法、系统及装置,通过对喷砂形成的凹坑的分布以及划痕和门窗轮廓边缘的方向进行分析,确定凹坑是随机分布的,故将非0梯度值的像素点转换到霍夫空间,从而确定表面图像中的直线上存在划痕可能,即存在划痕的直线方向即为划痕的可能方向,根据从而避免凹坑边缘点形成细线对轻微划痕线的影响,其次,通过对霍夫空间中亮点的极坐标进行分析,确定平行直线之间的距离,根据每条平行直线上像素点的连续程度以及平行直线之间的距离判断每组平行直线属于划痕的概率,从而实现对不同深浅划痕的进行精确识别,进而实现对铝合金门窗的质量的精确判
断。
37.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1