一种用于指导烧结机台车更换的定位方法及系统与流程
1.本发明涉及烧结机技术领域,尤其涉及一种用于指导烧结机台车更换的定位方法及系统。
背景技术:
2.烧结是钢铁生产工艺过程中非常重要的环节。烧结是将铁矿粉、石灰粉及煤粉按一定比例混均,通过煅烧使其达到足够的强度与粒度,这种通过煅烧后的混合矿料叫做烧结矿,烧结矿主要用于高炉炼铁,它能提高高炉的利用系数、降低焦比、提高高炉的通透性。烧结生产工艺流程主要有原料的接受、筛分破碎及溶剂燃料的破碎筛分,配料,布料,抽风烧结,抽风冷却,破碎筛分,除尘等环节组成。烧结机的台车是烧结工艺中重要的运动机构,它盛装混合料,并通过点火、保温、煅烧几个区域,将混合料变成烧结矿。
3.在实际工作过程中,烧结机台车的车轮因长时间高温环境下运行、挤压、磨损而使得台车容易损坏,通常烧结机台车的部件损坏需要及时停机更换台车,否则影响烧结机的正常生产。
4.目前烧结机台车主要靠人工操作航车更换,多个工人相互配合,在更换过程中需要专人操控航车起吊,并依靠人工近距离观察定位烧结机备用台车及运行台车轨道位置,在吊耳到达定位附近后,需要专人手动调整吊钩位置,直到吊耳挂到烧结机台车,再操作航车起吊烧结机台车,这种方式存在需要多人配合、远距离观察定位不准造成调整准确吊耳位置需要较长的调整时间、整体更换烧结机台车的时间较长的问题。并且由于多次配合,特别是手动调整吊耳的过程易出现人员刮擦,容易发生安全事故。
5.鉴于此,有必要提出一种用于指导烧结机台车更换的定位方法及系统以解决或至少缓解上述缺陷。
技术实现要素:
6.本发明的主要目的在于提供一种用于指导烧结机台车更换的定位方法及系统,以解决现有技术中检修工在更换烧结机台车时,依靠人工近距离观察定位烧结机备用台车及运行台车轨道位置,在操作吊耳到达定位附近后,需要手动调整吊耳的位置,直到吊耳挂到台车,再操作航车起吊台车,这种方式存在远距离观察定位不准造成调整准确吊耳位置需要较长调整时间、整体更换烧结机台车的时间较长的问题。
7.第一方面,为实现上述目的,本发明提供了一种用于指导烧结机台车更换的定位方法,包括步骤:
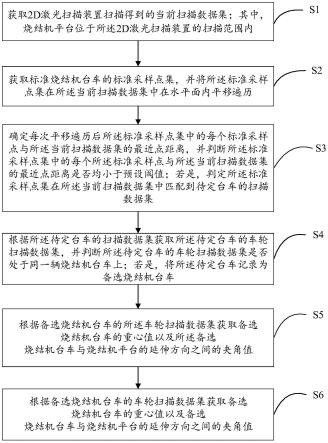
8.s1,获取2d激光扫描装置扫描得到的当前扫描数据集;其中,烧结机平台位于所述2d激光扫描装置的扫描范围内;所述2d激光扫描装置的移动方向为所述烧结机平台的延伸方向;
9.s2,获取标准烧结机台车的标准采样点集,并将所述标准采样点集在所述当前扫描数据集中在水平面内平移遍历;
10.s3,确定每次平移遍历后所述标准采样点集中的每个标准采样点与所述当前扫描数据集的最近点距离,并判断所述标准采样点集中的每个所述标准采样点与所述当前扫描数据集的最近点距离是否均小于预设阈值;若是,判定所述标准采样点集在所述当前扫描数据集中匹配到待定台车的扫描数据集;
11.s4,根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,并判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车上;若是,将所述待定台车记录为备选烧结机台车;
12.s5,根据所述备选烧结机台车的所述车轮扫描数据集获取所述备选烧结机台车的重心值以及所述备选烧结机台车与烧结机平台的延伸方向之间的夹角值;
13.s6,根据所述重心值和所述夹角值确定所述备选烧结机台车的定位更换位置。
14.优选地,所述步骤s4中判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车上,具体包括如下步骤:
15.s41,获取图像采集装置得到的当前图像信息,并从所述当前图像信息中提取出当前烧结机台车的台车编码牌图像和车轮图像;
16.s42,根据所述图像位置装置的坐标和视场角度,得到所述台车编码牌的坐标和车轮坐标;
17.s43,根据所述台车编码牌的坐标和所述车轮坐标,得到所述当前扫描数据集中相邻两辆烧结机台车的分割线;
18.s44,判断所述待定台车的所述车轮扫描数据集是否处于两根所述分割线之间;若是,判定所述待定台车的车轮扫描数据集处于同一辆烧结机台车上。优选地,所述步骤s1中的所述当前扫描数据集,通过如下步骤得到:
19.s11,获取所述2d激光扫描装置单次扫描得到的在二维坐标系下的二维截面扫描数据集;
20.s12,将所述二维截面扫描数据集转化为在世界坐标系下的世界截面扫描数据集;
21.s13,获取航车的运行速度和间隔扫描时间,将多次扫描后的所有世界截面扫描数据集作为所述当前扫描数据集。
22.优选地,所述步骤s2中的标准采样点集,通过如下步骤得到:
23.s21,根据烧结机台车设计尺寸数据,建立单辆烧结机台车的粗略三维模型;
24.s22,根据所述粗略三维模型建立所述标准采样点集;其中,所述标准采样点集包括车轮标准采样点、台车底板标准采样点以及台车栏板标准采样点。
25.优选地,所述步骤s4中根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,具体包括如下步骤:
26.s401,获取烧结机台车的运行轨道的轨道扫描数据集;
27.s402,根据公式x∈[k1-δl,k1+δl]得到单根运行轨道对应的中间扫描数据集;其中,x=k1为运行轨道的中心线,δl为车轮的厚度;
[0028]
s403,筛选出两根运行轨道对应的所述中间扫描数据集中高度坐标大于所述轨道扫描数据集的扫描数据集作为所述待定台车的车轮扫描数据集。
[0029]
优选地,所述步骤s5中的重心值,具体包括如下步骤:
[0030]
s51,根据公式获取所述备选烧结机台车中单个车轮的重心坐标值;其中,pl
i-j
第i个车轮中第j个点,pli为第i个车轮的所有扫描数据集;
[0031]
s52,根据公式ti=(c
i-1
+c
i-2
+c
i-3
+c
i-4
)/4获取所述备选烧结机台车的整车重心坐标值,并将所述整车重心坐标值作为所述重心值;其中,第i辆台车的四个车轮的重心点c
i-1
、c
i-2
、c
i-3
、c
i-4
;其中,c
i-1
、c
i-2
为同一侧车轮的重心点,c
i-3
、c
i-4
为另一侧车轮的重心点。
[0032]
优选地,所述步骤s5中的夹角值,通过如下步骤得到:
[0033]
根据公式获取所述备选烧结机台车与所述烧结机平台的延伸方向之间的锐角值作为所述夹角值;其中,c
i-12
、c
i-34
为车轮的方向向量,c
i-12
.x为第i点的x坐标值;c
i-12
.z为第i点的z坐标值。
[0034]
优选地,所述步骤s3中的最近距离,通过如下步骤得到:
[0035]
s31,根据公式获取距离当前标准采样点最近的点云数据点;其中,p
c-i
为所述标准采样点集中的第i个点;p
s-ni
为所述当前扫描数据集中距离p
c-i
的最近扫描数据点;为阈值。
[0036]
优选地,所述预设阈值设置在5mm-45mm之间。
[0037]
第二方面,本发明还提供一种用于指导烧结机台车更换的定位系统,包括航车、2d激光扫描装置、图像采集装置、烧结机平台以及控制系统;其中,所述烧结机平台上运行有多辆依次连接的烧结机台车,所述烧结机平台位于所述2d激光扫描装置的扫描范围内;所述2d激光扫描装置固定于所述航车上且跟随所述航车沿所述烧结机平台的延伸方向可移动地设置;所述图像采集装置设于所述烧结机台车的一侧,所述航车、2d激光扫描装置、图像采集装置均与所述控制装置电连接,所述控制系统用于执行如上述的用于指导烧结机台车更换的定位方法,所述控制系统包括扫描数据集获取模块、标准采样点集模块、目标台车获取模块、定位更换位置获取模块;其中,
[0038]
所述扫描数据集获取模块,用于获取2d激光扫描装置扫描得到的当前扫描数据集;
[0039]
所述标准采样点集模块,用于获取标准烧结机台车的标准采样点集,
[0040]
所述目标台车获取模块,用于确定每次平移遍历后所述标准采样点集中的每个标准采样点与所述当前扫描数据集的最近距离,并判断所述标准采样点集中的每个所述标准采样点与所述当前扫描数据集的最近距离是否均小于预设阈值;若是,判定所述标准采样点集在所述当前扫描数据集中匹配到待定台车的扫描数据集;根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,并判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车上;若是,将所述待定台车记录为备选烧结机台车;
[0041]
所述定位更换位置获取模块,用于根据所述备选烧结机台车的所述车轮扫描数据集获取所述备选烧结机台车的重心值以及所述备选烧结机台车与烧结机平台的延伸方向之间的夹角值;根据所述重心值和所述夹角值确定所述备选烧结机台车的定位更换位置。
[0042]
与现有技术相比,本发明具有如下的有益效果:
[0043]
本发明提供一种用于指导烧结机台车更换的定位方法及系统,获取2d激光扫描装置扫描得到的当前扫描数据集,获取标准烧结机台车的标准采样点集,并将标准采样点集在当前扫描数据集中在水平面内平移遍历,确定每次平移遍历后标准采样点集中的每个标准采样点与当前扫描数据集的最近点距离,并判断标准采样点集中的每个标准采样点与当前扫描数据集的最近点距离是否均小于预设阈值,根据待定台车的扫描数据集获取待定台车的车轮扫描数据集,并判断待定台车的车轮扫描数据集是否处于同一辆烧结机台车上,若是,将待定台车记录为备选烧结机台车,然后根据备选烧结机台车的重心值和备选烧结机台车烧结机平台的延伸方向之间的夹角值确定备选烧结机台车的定位更换位置,本发明得到的定位更换位置可以用于指导航车对烧结机台车的自动搬运,迅速准确,并且整套设备安装比较简单,维护成本较低,配套的设备较少,稳定可靠。
附图说明
[0044]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
[0045]
图1为本发明一个实施例中的流程示意图;
[0046]
图2为本发明一个实施例中的步骤s4包括的步骤流程示意图;
[0047]
图3为本发明一个实施例中的2d激光扫描装置的安装截面示意图;
[0048]
图4为本发明一个实施例中的世界坐标系示意图;
[0049]
图5为本发明一个实施例中的烧结机台车的正视图;
[0050]
图6为本发明一个实施例中的烧结机台车的俯视图;
[0051]
图7为本发明一个实施例中的运行轨道上烧结机台车的俯视图;
[0052]
图8为本发明一个实施例中的烧结机台车侧面示意图;
[0053]
图9为本发明一个实施例中的车轮数据在yz平面的投影图。
[0054]
本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
[0055]
10、航车;20、2d激光扫描装置;30、烧结机平台;40、烧结机台车;410、台车车轮;420、台车底板;430、台车栏板;440、台车编码牌;50、运行轨道。
具体实施方式
[0056]
应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0057]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0058]
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0059]
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0060]
请参考附图1-9,本发明提供的一实施例中的一种用于指导烧结机台车更换的定位方法,包括步骤:
[0061]
s1,获取2d激光扫描装置20扫描得到的当前扫描数据集;其中,烧结机平台30位于所述2d激光扫描装置20的扫描范围内;所述2d激光扫描装置20的移动方向为所述烧结机平台30的延伸方向;
[0062]
需要说明的是,激光测距是利用时间飞行(time of flight)原理,当激光发射器发出激光脉冲,内部定时器开始计算时间(t1),当激光波碰到物体部分能量返回,当激光接收器收到返回激光波时,停止内部定时器(t2),因为光速v已知,所能精测量出与被测物体的距离信息d=(t2-t1)*v。
[0063]
2d激光扫描装置20,例如2d激光扫描仪,2d激光扫描装置20指能连续不停的发射激光脉冲,通过设备自身所带的光学机构将激光脉冲按一定角度间隔(角度分辨率)发射向扫描角度内的各个方向,而形成一个径向坐标为基准的二维扫描面。被测物体位置信息通过扫描器到物体的距离及对应的角度数据给出。也就是说2d激光扫描装置20能快速测量出一个截面上的距离数据。2d激光扫描仪装置因为测量范围广、测量速度快、测量精度高、性能稳定及受扬尘、雾霾影响小等优点,能很好的适用有工业检测领域,这部分的原理为所属领域技术人员熟知的技术内容。
[0064]
请参阅附图3-4,本发明实施例中的2d激光扫描装置20安装在航车10上面,并靠近中间位置,2d激光扫描装置20的安装不影响航车10的正常工作,从上向下俯视扫描烧结机平台30,具体的安装位置可以根据现场环境及航车10工艺需求确定。
[0065]
为了便于本领域技术人员更好的理解本技术技术方案,作为具体的示例,请再次参阅附图3-4,2d激光扫描装置20是以自身光心为圆心o,能检测出oxy平面内圆心o点到被测物体点的距离,其中,ab为烧结机平台30截面区域,a平台左侧位置,b平台右侧区域,h1为2d激光扫描装置20距离平台的高度、l1为2d激光扫描装置20距离右侧边界的距离、l2为2d激光扫描装置20距离左侧边界的距离。
[0066]
2d激光扫描装置20在激光扫描平面内,每隔一个角度(旋转角度在0.01
°
到10
°
可调)返回一个从被测对象到激光发射器的距离信息,其扫描0
°
位置定为x轴的负方向,激光逆时针旋转。
[0067]
2d激光扫描装置20每次可以测量n个点,记为p1、p2、p3、
…
pi、
…
pn,第i个点的距离信息为di,角度信息为θi,则第i个点的坐标为:
[0068]
pi(x)=di*cos(θi)
[0069]
pi(y)=di*sin(θi)
[0070]
其中,pi(x)为第i个位置点的x坐标,pi(y)为第i个位置点的y坐标。
[0071]
作为本发明一较佳的实施方式,所述步骤s1中的所述当前扫描数据集,通过如下
步骤得到:
[0072]
s11,获取所述2d激光扫描装置20单次扫描得到的在二维坐标系下的二维截面扫描数据集;s12,将所述二维截面扫描数据集转化为在世界坐标系下的世界截面扫描数据集;s13,获取航车10的运行速度和间隔扫描时间,将多次扫描后的所有世界截面扫描数据集作为所述当前扫描数据集。
[0073]
需要注意的是,由于2d激光扫描装置20得到的坐标为二维坐标系下的坐标,为了建立完整的料层数据,这里需要先定义一个世界坐标系。台车pi(x)的运动方向为z轴,也就是烧结机平台30的延伸方向,以地面为起点,也就是烧结机平台30的顶面,与激光的y轴反方向为y轴,x轴不变。
[0074]
则将二维坐标系下的点pi转化到世界坐标系下表示为点pi,pi是一个包含三维坐标的一列三行的数据,从上到下,每一行分别代表x、y、z的坐标值,则点pi为:
[0075][0076]
第k次检测的截面数据记为pc(k):
[0077][0078]
台车的运行速度为v,每隔时间t采集一次数据,则第k次检测后,所有的数据记为pa(k):
[0079]
pa(1)=pc(1)
[0080][0081]
通过上述转换,可以将烧结机台车40的侧面截面数据统一到世界坐标系中,随着台车的不断运动,就能构建出台车侧面轮廓的整体数据集。根据整体数据模型可以直观的反馈烧结机台车40侧面的各个轮子及栏板的状态。
[0082]
s2,获取标准烧结机台车40的标准采样点集,并将所述标准采样点集在所述当前扫描数据集中在水平面内平移遍历;
[0083]
值得说明的是,本技术通过将标准采样点集在当前扫描数据集中进行遍历的方式,从而通过将与标准采样点集匹配,以得到当前扫描数据集中存在的待定台车的车轮扫描数据集,也就是初步判断出当前扫描数据集可能是一节完整烧结机台车40的情况。
[0084]
作为本发明较佳的实施方式,所述步骤s2中的标准采样点集,通过如下步骤得到:s21,根据烧结机台车40设计尺寸数据,建立单辆烧结机台车40的粗略三维模型;s22,根据所述粗略三维模型建立所述标准采样点集;其中,所述标准采样点集包括车轮标准采样点、台车底板420标准采样点以及台车栏板430标准采样点。
[0085]
具体的,根据台车设计尺寸数据,建立单节台车的粗略三维模型,如图6-7所示,选取一些关键部位的点作为台车的标准采样点集,标准采样点的选取要求优选的按照如下进
行设定:能够涵盖关键部位:台车车轮410、台车底板420、台车栏板430;能包含整个台车的区域,比如栏板较长,但是宽度窄,所以选取一排采样点,台车底板420的长宽都较大,所以选取了多排点;能够体现高度差:以烧结机平台30为基准,台车车轮410的高度、台车栏板430的高度、台车底板420的高度都不在同一水平面上;同时采样点不能太多,太多降低的运算效率;
[0086]
通过建立台车标准采样点集的目的是能通过标准采样点集确定可能是一节台车的扫描数据集。
[0087]
请再次参阅附图6-7,黑色圆点代表单个的标准采样点,选取的标准采样点集pc包含34个点,每个点都包含xyz三维坐标点,包含了台车的真实尺寸。
[0088]
s3,确定每次平移遍历后所述标准采样点集中的每个标准采样点与所述当前扫描数据集的最近点距离,并判断所述标准采样点集中的每个所述标准采样点与所述当前扫描数据集的最近点距离是否均小于预设阈值;若是,判定所述标准采样点集在所述当前扫描数据集中匹配到待定台车的扫描数据集;
[0089]
作为一较优的示例说明,标准采样点集在xz平面上平移遍历,也即在俯视图上,将标准采样点集对应的标准台车作为窗口,并将该窗口在俯视图上遍历滑动,每次滑动后,计算标准采样点集中每个标准采样点与所述当前扫描数据集的最近点距离,并判断所述标准采样点集中的每个所述标准采样点与所述当前扫描数据集的最近点距离是否均小于预设阈值,比如40mm,则说明查找到一节待定台车。此处,需要本领域技术人员注意的是,为了便于说明,以烧结机台车40的单侧进行说明,由于同一辆烧结机台车40上的两个车轮间距和相邻两辆烧结机台车40的车轮距离差不多,因此,所述待定台车可能是完整的一辆烧结机台车40,也有可能是相邻两辆烧结机台车40组合形成的待定台车。
[0090]
其中,预设阈值设置在5mm-45mm之间,本领域技术人员可以根据需要设定;最近点查询可以采用八叉树octree算法查找。也就是当第i个标准点集中的点满足如下方程时该点成功匹配到对应点。
[0091]
进一步地,所述步骤s3中的最近距离,通过如下步骤得到:
[0092]
s31,根据公式获取距离当前标准采样点最近的点云数据点;其中,p
c-i
为所述标准采样点集中的第i个点;p
s-ni
为所述当前扫描数据集中距离p
c-i
的最近扫描数据点;为阈值。
[0093]
s4,根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,并判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车40上;若是,将所述待定台车记录为备选烧结机台车40;需要注意的是,工作人员最终选定的烧结机台车可以根据烧结机台车的编号定或者用户根据位置指定作为最终进行更换的烧结机台车40。
[0094]
作为一较佳的实施方式,所述步骤s4中根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,具体包括如下步骤:
[0095]
s401,获取烧结机台车40的运行轨道50的轨道扫描数据集;
[0096]
s402,根据公式x∈[k1-δl,k1+δl]得到单根运行轨道50对应的中间扫描数据集;其中,x=k1为运行轨道50的中心线,δl为车轮的厚度;
[0097]
s403,筛选出两根运行轨道50对应的所述中间扫描数据集中高度坐标大于所述轨
道扫描数据集的扫描数据集作为所述待定台车的车轮扫描数据集。
[0098]
作为本发明一优选的实施方式,所述步骤s4中判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车40上,具体包括如下步骤:
[0099]
s41,获取图像采集装置得到的当前图像信息,并从所述当前图像信息中提取出当前烧结机台车40的台车编码牌440图像和车轮图像;
[0100]
s42,根据所述图像位置装置的坐标和视场角度,得到所述台车编码牌440的坐标和车轮坐标;
[0101]
s43,根据所述台车编码牌440的坐标和所述车轮坐标,得到所述当前扫描数据集中相邻两辆烧结机台车40的分割线;
[0102]
s44,判断所述待定台车的所述车轮扫描数据集是否处于两根所述分割线之间;若是,判定所述待定台车的车轮扫描数据集处于同一辆烧结机台车40上。
[0103]
s5,根据所述备选烧结机台车40的所述车轮扫描数据集获取所述备选烧结机台车40的重心值以及所述备选烧结机台车40与烧结机平台30的延伸方向之间的夹角值;
[0104]
作为另一较佳的实施方式,所述步骤s5中的重心值,具体包括如下步骤:
[0105]
s51,根据公式获取所述备选烧结机台车40中单个车轮的重心坐标值;其中,pl
i-j
第i个车轮中第j个点,pli为第i个车轮的所有扫描数据集;
[0106]
s52,根据公式ti=(c
i-1
+c
i-2
+c
i-3
+c
i-4
)/4获取所述备选烧结机台车40的整车重心坐标值,并将所述整车重心坐标值作为所述重心值;其中,第i辆台车的四个车轮的重心点c
i-1
、c
i-2
、c
i-3
、c
i-4
;其中,c
i-1
、c
i-2
为同一侧车轮的重心点,c
i-3
、c
i-4
为另一侧车轮的重心点。
[0107]
s6,根据所述重心值和所述夹角值确定所述备选烧结机台车40的定位更换位置。
[0108]
作为一较优的实施方式,所述步骤s5中的夹角值,通过如下步骤得到:
[0109]
根据公式获取所述备选烧结机台车40与所述烧结机平台30的延伸方向之间的锐角值作为所述夹角值;其中,c
i-12
、c
i-34
为车轮的方向向量,c
i-12
.x为第i点的x坐标值;c
i-12
.z为第i点的z坐标值。
[0110]
第二方面,本发明还提供一种用于指导烧结机台车40更换的定位系统,包括航车10、2d激光扫描装置20、图像采集装置、烧结机平台30以及控制系统;其中,所述烧结机平台30上运行有多辆依次连接的烧结机台车40,所述烧结机平台30位于所述2d激光扫描装置20的扫描范围内;所述2d激光扫描装置20固定于所述航车10上且跟随所述航车10沿所述烧结机平台30的延伸方向可移动地设置;所述图像采集装置设于所述烧结机台车40的一侧,所述航车10、2d激光扫描装置20、图像采集装置均与所述控制装置电连接,所述控制系统用于执行如上述的用于指导烧结机台车40更换的定位方法,所述控制系统包括扫描数据集获取模块、标准采样点集模块、目标台车获取模块、定位更换位置获取模块;其中,
[0111]
所述扫描数据集获取模块,用于获取2d激光扫描装置20扫描得到的当前扫描数据集;
[0112]
所述标准采样点集模块,用于获取标准烧结机台车40的标准采样点集,
[0113]
所述目标台车获取模块,用于确定每次平移遍历后所述标准采样点集中的每个标准采样点与所述当前扫描数据集的最近距离,并判断所述标准采样点集中的每个所述标准采样点与所述当前扫描数据集的最近距离是否均小于预设阈值;若是,判定所述标准采样点集在所述当前扫描数据集中匹配到待定台车的扫描数据集;根据所述待定台车的扫描数据集获取所述待定台车的车轮扫描数据集,并判断所述待定台车的车轮扫描数据集是否处于同一辆烧结机台车40上;若是,将所述待定台车记录为备选烧结机台车40;
[0114]
获取模块,用于根据所述备选烧结机台车40的所述车轮扫描数据集获取所述备选烧结机台车40的重心值以及所述备选烧结机台车40与烧结机平台30的延伸方向之间的夹角值;根据所述重心值和所述夹角值确定所述备选烧结机台车40的定位更换位置。
[0115]
第三方面,便于本领域技术人员更进一步地理解本技术的技术方案,本发明提供一种具体的指导更换烧结机台车40的指导方法。
[0116]
具体的,烧结机台车的更换也就是指定一节台车从一个地方放置到另一个地方的过程,该过程采用航车10吊装的方式完成。更换台车需要人工指定更换哪节在线台车,即人工指定有故障的台车。然后从备用区域的台车中选一节替换掉有故障的台车。台车更换就是将在线台车中有故障的台车调入备用台车区域,其中,备用台车同样可以放在烧结机平台30上,再从备用台车区域指定台车调入在线台车中。也就是指定台车吊运到指定的地方的过程,下面细说这种调运的过程。
[0117]
当要更换第i节台车,通过上述计算知道该台车的重心ti、夹角δi,控制航车10进行如下步骤:
[0118]
1)将航车10运行到起吊点
[0119]
先升起吊钩,将吊钩运行的到指定的位置,也就是x方向运动到ti.x;z轴方向运动到ti.z;旋转挂钩方向至δi;
[0120]
2)挂钩起吊
[0121]
降低吊钩,当挂钩高度到达台车车轮410高度时停止,即向y方向调整挂钩,至ti.y,也就是当挂钩搭在车轮上停止;控制挂钩勾起车轮轴部,起吊,拉起挂钩;此时的卷扬机电机电流会剧升;本领域技术人员容易理解的是,可以控制吊钩的质心和烧结机台车的重心位置重合即可快速指导完成定位。
[0122]
3)吊装到指定位置
[0123]
控制航车10运动到台车指定存放点,完成台车的自动搬运;
[0124]
通过该方式,能够对烧结机平台30的台车定位,并计算出定位参数重心及转角,该参数用于指导航车10完成台车的吊装。
[0125]
以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1