一种车轮自动信息采集系统的制作方法
1.本发明具体涉及一种车轮自动信息采集系统,属于车轮自动化技术领域。
背景技术:
2.现有机车车轮的加工过程中,对于批量采购的毛胚车轮需要人工将其搬运至适合下一个加工环节的转运箱内,该种操作方式工作效率很低,且对于信息的传递出错率较高。
技术实现要素:
3.本发明针对现有的车轮的搬运与分类多为人工搬运,费时费力,工作效率低的技术问题,提出一种车轮自动信息采集系统。
4.本发明提出一种车轮自动信息采集系统,包括吊装桁架、吊装滑台和定心扫码识别系统,所述吊装滑台沿吊装桁架上的桁架直线导轨移动,所述吊装滑台用于抓取车轮,所述定心扫码识别系统包括定心装置和扫码识别装置,所述扫码识别装置用于对车轮进行扫码和位置提取,然后将数据传输给定心装置,通过位置调整最终将车轮移动到理论坐标点的位置。
5.更进一步地,所述扫码识别装置包括摄像头,所述摄像头用于对定心装置最上面的车轮进行拍照。
6.更进一步地,所述扫码识别装置还包括磁码识别器,用于对车轮毛坯进行磁码条码识别。
7.更进一步地,所述扫码识别装置还包括线性模组、一号气缸、二号气缸和伺服电机,所述摄像头固定在一号气缸的前端,所述磁码识别器固定在二号气缸的前端,所述一号气缸和二号气缸分别通过对应的气缸连接板固定在线性模组上,所述伺服电机控制线性模组上下移动,所述ccd摄像头、磁码识别器和条码识别器可随着车轮毛坯位置的变化上下移动。
8.更进一步地,所述定心装置包括数控十字滑台和定心装置旋转台,所述数控十字滑台上连接有定心装置旋转台。
9.更进一步地,所述数控十字滑台包括滑台本体、x轴移动导轨、y轴移动导轨和对应的驱动电机,所述滑台本体安装在x轴移动导轨和y轴移动导轨上,所述滑台本体的x轴方向和y轴方向上分别安装有驱动电机,控制滑台本体进行x方向和y方向移动,对车轮毛坯进行位置调整。
10.更进一步地,所述定心装置旋转台包括旋转平台、旋转电机、大齿轮和小齿轮,所述旋转电机驱动小齿轮,进而驱动大齿轮,使旋转平台能360度旋转。
11.更进一步地,所述定心装置旋转台上安装有托盘,车轮毛坯被吊装放置在托盘上。
12.更进一步地,通过ccd摄像头对托盘最上面的车轮进行拍照,系统储存了标准位置的坐标数据,将拍照得到的车轮实际坐标位置,与标准位置进行比对,通过计算机计算出需要调整的方向数据,然后将数据传输给数控十字滑台,数控十字滑台通过伺服电机控制进
行x方向和y方向进行调整,最终将车轮移动到理论坐标点的位置。
13.更进一步地,当托盘最上面的车轮毛坯定心完成之后,磁码识别器开始工作,定心装置旋转台同时旋转,当车轮磁码被磁码识别器识别出后,旋转台马上停止,并且条码识别器扫描条码;当旋转台旋转360
°
后没有发现磁码,视为扫描失败,则系统提示报警,请求人为干预,待人为输入该车轮型号后生产线会继续工作。
14.与现有技术相比,本发明所述的一种车轮自动信息采集系统的有益效果为:
15.1、本发明所述的车轮自动信息采集系统,采用定心扫码识别系统,通过与吊装桁架配合,在侧面扫码每个毛坯车轮,直到扫描到二维码并读取二维码,解决了人工找到二维码才能够实现二维码的读取的问题,更加高效与便捷。
16.2、本发明所述的车轮自动信息采集系统,采用条码识别器将轮胎上的编码读取并转换(国外码转换为国内码),实现了编码的高效转换。将读取的每个毛坯的二维码参数准确的传递到下一个加工环节,以及传递过程中如何保证信息与毛坯车轮的一一对应,即:保证毛坯车轮传递的准确性。
17.3、本发明所述的车轮自动信息采集系统,采用定心装置,解决了多个轮胎毛坯堆放错位的问题,其通过摄像头拍照后校对偏正,然后通过十字滑台进行定位。
附图说明
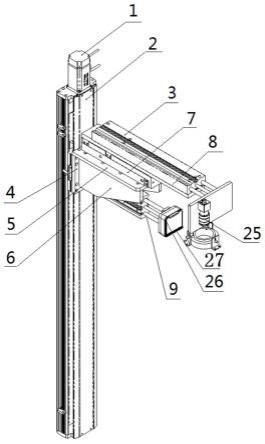
18.图1为本发明所述的扫码识别装置的结构示意图;
19.图2为本发明所述的扫码识别装置的主视图;
20.图3为本发明所述的扫码识别装置的侧视图;
21.图4为本发明所述的定心装置的主视图;
22.图5为本发明所述的定心装置的右视图;
23.图6为本发明所述的定心装置的俯视图;
24.图7为本发明所述的定心装置的立体图;
25.图8为本发明所述的吊装桁架的主视图;
26.图9为本发明所述的吊装桁架的侧视图;
27.图10为本发明所述的吊装桁架的俯视图;
28.图11为本发明所述的吊装桁架的立体图;
29.图12为本发明所述的吊装桁架工作状态的主视图;
30.图13为本发明所述的吊装桁架工作状态的侧视图;
31.图14为本发明所述的吊装桁架工作状态的俯视图;
32.图15为本发明所述的吊装桁架工作状态的立体图;
33.图16为整个生产线的结构示意图;
34.图17为扫码识别装置、定心装置和吊装桁架的整体结构示意图;
35.图18为相机拍摄定位的示意图;
36.图中:1-伺服电机;2-线性模组,3-一号气缸,4-一号气缸连接板,5-二号气缸连接板,6-三号气缸连接板,7-滑台气缸,8-模组连接组件,9-二号气缸,10-数控十字滑台,11-定心装置旋转台,12-横梁上平台,13-立柱,14-立柱斜支撑管,15-立柱连接梁,16-桁架齿条,17-连接板,18-模组连接杆,19-桁架直线导轨,20-吊装桁架,21-吊装滑台,22-定心扫
码识别系统,23-操作面板,24-控制柜,25-摄像头,26-磁码识别器,27-条码识别器,28-标准位置坐标位置,29-车轮实际坐标位置。
具体实施方式
37.以下结合附图对本发明的具体实施方式作进一步详细的说明:
38.具体实施方式一:参见图1-18说明本实施方式。本实施方式所述的一种车轮自动信息采集系统,包括吊装桁架20、吊装滑台21、定心扫码识别系统22和定心装置,所述吊装滑台21沿吊装桁架20上的桁架直线导轨19移动,所述吊装滑台21用于抓取车轮,所述定心扫码识别系统22用于对车轮进行扫码和位置提取,然后将数据传输给定心装置,通过位置调整最终将车轮移动到理论坐标点的位置。
39.所述定心扫码识别系统22包括摄像头25,所述摄像头25用于对定心装置最上面的车轮进行拍照。所述定心扫码识别系统22还包括磁码识别器26和条码识别器27,用于对车轮毛坯分别进行磁码和条码识别。
40.所述定心扫码识别系统22还包括线性模组2、一号气缸3、二号气缸9和伺服电机1,所述摄像头25固定在一号气缸3的前端,所述磁码识别器26和条码识别器27固定在二号气缸9的前端,所述一号气缸3和二号气缸9分别通过对应的气缸连接板固定在线性模组2上,所述伺服电机1控制线性模组2上下移动,所述ccd摄像头25、磁码识别器26和条码识别器27可随着车轮毛坯位置的变化上下移动。
41.所述线性模组2为滚珠丝杆型直线模组,由滚珠丝杆、直线导轨、铝合金型材、滚珠丝杆支撑座、联轴器等组成,用于实现负载的直线运动。
42.所述定心装置包括数控十字滑台10和定心装置旋转台11,所述数控十字滑台10上连接有定心装置旋转台11。
43.所述数控十字滑台10包括滑台本体、x轴移动导轨、y轴移动导轨和对应的驱动电机,所述滑台本体安装在x轴移动导轨和y轴移动导轨上,所述滑台本体的x轴方向和y轴方向上分别安装有驱动电机,控制滑台本体进行x方向和y方向移动,对车轮毛坯进行位置调整。
44.所述定心装置旋转台11包括旋转平台、旋转电机、大齿轮和小齿轮,所述旋转电机驱动小齿轮,进而驱动大齿轮,使旋转平台能360度旋转。
45.所述定心装置旋转台11上安装有托盘,车轮毛坯被吊装放置在托盘上。
46.通过ccd摄像头25对托盘最上面的车轮进行拍照,系统储存了标准位置的坐标数据,将拍照得到的车轮实际坐标位置,与标准位置进行比对,通过计算机计算出需要调整的方向数据,然后将数据传输给数控十字滑台10,数控十字滑台10通过伺服电机控制进行x方向和y方向进行调整,最终将车轮移动到理论坐标点的位置。
47.当托盘最上面的车轮毛坯定心完成之后,磁码识别器26开始工作,定心装置旋转台11同时旋转,当车轮磁码被磁码识别器26识别出后,旋转台11马上停止,并且条码识别器27扫描条码;当旋转台旋转360
°
后没有发现磁码,视为扫描失败,则系统提示报警,请求人为干预,待人为输入该车轮型号后生产线会继续工作。
48.磁码识别器26和条码识别器27将读取出的车轮信息传输到设备系统里,信息可以进行记录、控制、数据传输。然后设备的控制系统能够与车间webservice数据进行通讯,通
过软件将车轮原有信息转换成车间自己的运营信息,进行匹配。
49.所述一种车轮自动信息采集系统的工作流程和工作原理为:
50.(1)定心扫码识别系统—定心过程
51.a、定心:由于木托盘上的车轮(最多4个)叠加在一起的时候不一定是同心的,会有倾斜,这样会影响后面车轮的抓取工作,所以在抓取翻转之前要先做定心工作,且抓取每个车轮之前都要进行定心,进而保证吊装滑台21根据定心的位置做移动、并准确的抓取相应的毛坯车轮,提高抓取的准确性,每个木托盘上的所有车轮抓取结束之后,数控十字滑台10都要回到原始位置。
52.定心装置主要包括旋转台11和十字滑台10组成。
53.十字滑台10由x轴移动导轨和y轴移动导轨组成,分别由伺服电机控制十字滑台10进行x方向和y方向移动,这样就可以对车轮毛坯进行位置调整。
54.旋转台11的旋转电机和减速机配合控制回转轴承大齿轮和小齿轮,使旋转平台能360度旋转。
55.b、拍照:ccd摄像头25固定在气缸推杆上,通过气缸连接板固定在线性模组2上,可随着车轮位置的变化上下移动。
56.定心装置首先是通过ccd摄像头25对木托盘最上面的车轮进行拍照,系统储存了标准位置的坐标数据(图18中标号28)。将拍照得到的车轮实际坐标位置(图18中标号29)与标准位置进行比对,通过计算机计算出需要调整的方向数据,然后将数据传输给数控十字滑台10,数控十字滑台10通过伺服电机控制进行x方向和y方向进行调整,最终将车轮移动到理论坐标点的位置。
57.(2)定心扫码识别系统—读卡过程
58.每个车轮毛坯的侧面都贴着磁码和条形码,磁码和条形码都存储着车轮的信息,但由于在翻转装箱之前,会存在木托板上的车轮的磁码和条形码不在同一水平面中即不在一条直线上,这就为后面一系列的装箱造成麻烦,由于车轮质量过重,通过人力来调整磁码、条码的位置,会使生产效率降低,因此本发明将在装车之前,通过磁码和条码识别装置和车轮旋转滑台来进行调整磁码、条码位置,节省成本并且提高生产效率。
59.磁码识别器26和条码识别器27固定在气缸推杆上,推杆与线性模组2连接,可以沿着x轴水平移动和沿着z轴竖直上下移动。
60.当托盘最上面的车轮毛坯定心完成之后,磁码识别器26开始工作,定心装置旋转台11同时旋转,当车轮磁码被磁码识别器26识别出后,旋转台11马上停止,并且条码识别器27扫描条码;当旋转台旋转360
°
后没有发现磁码,视为扫描失败,则系统提示报警,请求人为干预,待人为输入该车轮型号后生产线会继续工作。
61.(3)吊装桁架20和吊装滑台21—吊装放置过程
62.定心扫码识别系统22,先获得最上面毛坯车轮的中心位置,然后根据这个位置调整吊装滑台21的位置到确定的中心位置,进而保证准确的抓取最上面的毛坯车轮。所述吊装滑台21从生产线上抓取车轮毛坯,沿吊装桁架20移动到转运箱中、待放置的位置,将车轮毛坯放下。
63.所述吊装滑台21的吊装装置上设置有旋转电机,用于对抓取的车轮毛坯进行90
°
旋转,将水平方向的车轮毛坯旋转成竖直方向的车轮毛坯,然后插入下一个步骤的转运箱
中的相应位置。
64.所述转运箱是用于搬运毛坯车轮的箱体,每个箱体设置多个隔断,进而使得每个隔断内能够竖直插入一个毛坯车轮。
65.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明。所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,还可以是上述各个实施方式记载的特征的合理组合,凡在本发明精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1