一种最优用丝成本下的焊接工艺参数求解方法与流程
1.本发明属于智慧焊接技术领域,特别涉及一种最优用丝成本下的焊接工艺参数求解方法。
背景技术:
2.焊接工艺规程(wps)指的是为特定焊接结构设定制造条件的书面文件,一般包括材质及复验、接头及坡口、焊接方法及焊接参数、焊接热输入、焊前预热及焊后热处理、焊接顺序、检验及返修标准等。在大型机器人焊接过程中需要以wps为标准设置相关焊接参数,实际焊接过程中一般选取各项参数取值范围的中间值,选取中间值可以有效保证焊接质量位于合理的取值范围,但却不能保证焊丝成本最低,经常会造成大量的焊丝成本浪费的问题。在焊接工艺参数设计的过程中,焊丝成本的优化问题是一个很重要的课题。实际焊接过程中,如何在合理的质量前提下尽可能节约焊丝成本成为制造业企业在成本节约方面必须考虑的问题。
技术实现要素:
3.发明目的:针对上述背景技术中存在的问题,本发明提供了一种最优用丝成本下的焊接工艺参数求解方法,首先分别拟合出单位长度焊缝用丝成本和热输入关于电流和焊接速度的关系,接着通过改进的遗传算法,在保证焊接质量合格的情况下,求解用丝成本最优解对应的电流及焊接速度,作为最优选择。
4.技术方案:一种最优用丝成本下的焊接工艺参数求解方法,包括以下步骤:步骤s1、采集实际焊接过程中的电流、电压和送丝速度数据,并计算每个电流值及对应的送丝速度中位数;步骤s2、通过多元线性回归和最小二乘法拟合电流与送丝速度的关系;步骤s3、拟合电流与电压的关系;步骤s4、单位长度焊缝的用丝成本cost表达如下:单位长度焊缝的热输入heatinput表达如下:将步骤s2-s3中的拟合关系代入上式,分别获取cost、heatinput与电流、焊接速度间的关系;步骤s5、用单位长度焊缝的热输入表征质量区间,并约束合理质量区间,求解合理质量区间内,用丝成本最优解所对应的电流及焊接速度。
5.进一步地,所述步骤s1中遍历所有电流值i,获取电流数据中大于等于i且小于i+1的所有电流值对应的送丝速度,统计所述送丝速度的中位数,记为feedspeed_median,则每个电流值i对应一个feedspeed_median;将电流值i添加至电流列表current_list中,对应的送丝速度中位数feedspeed_median添加至送丝速度列表feedspeed_list中。
6.进一步地,所述步骤s2中拟合电流i与送丝速度feedspeed的关系如下:其中a、b、c为系数。
7.进一步地,所述步骤s3中拟合电流i与电压u的关系如下:其中k、b为系数。
8.进一步地,所述步骤s4中单位长度焊缝的用丝成本cost具体表达如下:单位长度焊缝的热输入heatinput具体表达如下:其中v代表焊接速度。
9.进一步地,所述步骤s5中以单位长度焊缝的热输入表征质量区间,并约束合理质量区间的方法包括:步骤l5.1、分别获取焊接工艺规程中电流i、焊接速度v取值范围的中间值,步骤l5.2、根据步骤s2-s4中获取的heatinput表达关系求取i、v中间值对应的heatinput,设置合理质量区间为[0.8heatinput,1.2heatinput]。
[0010]
进一步地,通过遗传算法求解焊接工艺规程范围内,用丝成本最优解所对应的电流及焊接速度,具体步骤包括:步骤s5.1、设定遗传算法初始值,包括初始种群规模p、最大遗传代数maxgen、交叉概率pc,变异概率pm,设计变量的二进制长度为l,其中变量包括电流和焊接速度;设计初始遗传代数计数器gen=0;步骤s5.2、根据焊接工艺规程中电流和焊接速度的设定范围,对变量进行二进制编码,染色体由两个变量的二进制顺序排列而成,长度为2l;步骤s5.3、开始遗传步骤,遗传代数计数器gen记录遗传代数;步骤s5.4、每一代遗传中,设置种群中个体的适应度f=-cost;步骤s5.5、通过轮盘赌法复制p/4的新个体,用所述新个体替换掉适应度最低的p/4个种群个体;计算种群中个体适应度的方差f_std,通过sigmoid函数计算出交叉概率与变异概率的系数如下:
其中为调整系数;步骤s5.6、基于种群中的个体适应度计算每个个体的交叉概率和变异概率;具体地,将种群个体中所有适应度除以最小值,进行归一化处理,获得个体的归一化适应度f1,计算个体交叉概率如下:计算个体变异概率如下:其中为系数;步骤s5.7、采用遍历随机抽样法从当前种群中选出2个父体进行交叉操作;具体地,设置随机数rand,取值范围为[0,1],当rand小于2个父体的交叉概率均值时,父体间随机选择一段二进制数值进行交叉;否则不进行交叉;步骤s5.8、随机选取种群中的个体,以个体变异概率pm进行变异操作,通过随机取反的方式对个体中的某一段二进制数值进行变异操作,产生新个体;步骤s5.9、统计出每代遗传过程中适应度最高的个体,比较相邻2代间适应度最高的个体对应的适应度,保留适应度较高的一代个体;当存在连续c代遗传过程中最高适应度个体未发生改变时,提取个体对应的电流和焊接速度作为最优焊丝成本下的电流和焊接速度;否则持续遗传过程,直至遗传代数计数器gen>maxgen,提取最后一代遗传过程中适应度最高的个体对应的电流和焊接速度作为最优焊丝成本下的电流和焊接速度。
[0011]
本发明采用的技术方案与现有技术方案相比,具有以下有益效果:(1)、本发明首先采集了实际焊接过程中的各项参数,根据不同焊机,拟合出符合焊机运行规律的电流与送丝速度、电流与电压的关系,进而分别得到用丝成本和热输入的表达关系。在约束热输入的情况下,通过遗传算法求解最优的焊丝成本方案对应的电流和焊接速度,为机器人焊接的参数设置提供了最佳标准。相比于传统焊丝用量计算方法,本发明提供了一种在合适质量区间内寻求最优焊丝成本的方法,可以有效节省焊丝成本,为机器人焊接的成本缩减提供最优方案。
[0012]
(2)本发明采用遗传算法对焊丝成本进行寻优,传统的自适应遗传算法更倾向于改变适应度不好的个体,当所有个体趋于一致时,使其变异或交叉的概率变大的问题则无法解决。本发明创造性地基于个体适应度方差设计了交叉概率和变异概率的系数,可以使计算结果跳出局部最优。同时设计了具体的交叉概率和变异概率的计算方法,使得交叉和变异过程更加符合焊接的实际规律。
[0013]
(3)本发明在wps规定的各项参数取值范围内,建立模糊的热输入优化求解范围,以此范围为合理质量区间,在此范围内进一步求解最优焊丝成本对应的电流、焊接速度,可以有效减少遗传代数,降低遗传算法的计算量,提升计算效率。
附图说明
[0014]
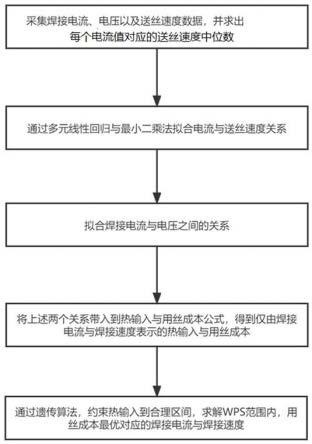
图1为本发明提供的最优焊丝成本优化求解方法流程图。
具体实施方式
[0015]
下面结合附图对本发明做更进一步的解释。
[0016]
如图1所示,本发明提供了一种焊接过程中最优焊丝成本的优化求解方法。首先通过采集实际焊接过程中的各项数据,计算实际电流值对应的送丝速度中位数。接着通过多元线性回归和最小二乘法拟合电流与送丝速度的关系,拟合电流与电压的关系。在此基础上,分别建立单位长度焊缝的用丝成本和单位长度焊缝的热输入关于电流、焊接速度的表达式。接着用单位长度焊缝的热输入表征质量区间,并约束合理质量区间,通过遗传算法求解合理质量区间内,用丝成本最优解所对应的电流及焊接速度。具体方法如下:步骤s1、采集实际焊接过程中的电流、电压和送丝速度数据,并计算每个电流值及对应的送丝速度中位数。具体地,遍历所有电流值i,获取电流数据中大于等于i且小于i+1的所有电流值对应的送丝速度,统计所述送丝速度的中位数,记为feedspeed_median,则每个电流值i对应一个feedspeed_median;将电流值i添加至电流列表current_list中,对应的送丝速度中位数feedspeed_median添加至送丝速度列表feedspeed_list中。通过上述操作,建立了电流值与送丝速度之间的离散对应关系。方便拟合电流和送丝速度的函数关系。
[0017]
步骤s2、通过多元线性回归和最小二乘法拟合电流i与送丝速度feedspeed的关系如下:本实施例中步骤s3、拟合电流i与电压u的关系如下:其中k、b为系数。本实施例中。
[0018]
步骤s4、单位长度焊缝的用丝成本cost表达如下:单位长度焊缝的热输入heatinput表达如下:将步骤s2-s3中的拟合关系代入上式,分别获取cost、heatinput与电流、焊接速度间的关系;具体如下:
步骤s5、用单位长度焊缝的热输入表征质量区间,并约束合理质量区间,通过遗传算法求解合理质量区间内,用丝成本最优解所对应的电流及焊接速度。
[0019]
本实施例中合理质量区间的确认步骤如下:首先分别获取焊接工艺规程中电流i、焊接速度v取值范围的中间值;接着根据heatinput表达式求取i、v中间值对应的heatinput值,设置合理质量区间为[0.8heatinput,1.2heatinput]。
[0020]
在约束了合理质量区间的基础上,本实施例通过改进的遗传算法求解焊接工艺规程范围内,用丝成本最优解所对应的电流及焊接速度,具体步骤如下:步骤s5.1、设定遗传算法初始值,包括初始种群规模p、最大遗传代数maxgen、交叉概率pc,变异概率pm,设计变量的二进制长度为l,其中变量包括电流和焊接速度;设计初始遗传代数计数器gen=0;步骤s5.2、根据焊接工艺规程中电流和焊接速度的设定范围,对变量进行二进制编码,染色体由两个变量的二进制顺序排列而成,长度为2l;步骤s5.3、开始遗传步骤,遗传代数计数器gen记录遗传代数;步骤s5.4、每一代遗传中,设置种群中个体的适应度f=-cost;步骤s5.5、通过轮盘赌法复制p/4的新个体,用所述新个体替换掉适应度最低的p/4个种群个体;计算种群中个体适应度的方差f_std,通过sigmoid函数计算出交叉概率与变异概率的系数如下:其中为调整系数,根据cost的大小进行调整,实施例中=1。在实际遗传过程中,当种群个体适应度趋于一致或者趋于局部最优时,sigmoid函数值在0.5左右浮动,则值在1左右上下浮动,确保后续计算交叉概率或者变异概率时,可以实现调整作用。
[0021]
步骤s5.6、基于种群中的个体适应度计算每个个体的交叉概率和变异概率;具体地,将种群个体中所有适应度除以最小值,进行归一化处理,获得个体的归一化适应度f1,计算个体交叉概率如下:计算个体变异概率如下:其中为系数;本实施例中选取=0.15。本发明选取arctan函数求取个体变异概率,一方面可以保证使适应度较高的个体对应较低的变异概率,使该个体得以保护进入下一代;而适应度较低的个体,相对应于较高的变异概率,使得该个体淘汰掉。另一方面需
要变异概率整体维持较低的水平,arctan函数的性质可以更好地契合变异概率的要求。另外通过系数进一步进行调整,使得变异概率整体维持较低水平。
[0022]
步骤s5.7、采用遍历随机抽样法从当前种群中选出2个父体进行交叉操作;具体地,设置随机数rand,取值范围为[0,1],当rand小于2个父体的交叉概率均值时,父体间随机选择一段二进制数值进行交叉;否则不进行交叉;本实施例中取λ=0.15。
[0023]
步骤s5.8、随机选取种群中的个体,以个体变异概率pm进行变异操作,通过随机取反的方式对个体中的某一段二进制数值进行变异操作,产生新个体;步骤s5.9、统计出每代遗传过程中适应度最高的个体,比较相邻2代间适应度最高的个体对应的适应度,保留适应度较高的一代个体;当存在连续c代遗传过程中最高适应度个体未发生改变时,提取个体对应的电流和焊接速度作为最优焊丝成本下的电流和焊接速度。
[0024]
本实施例中,设置一个空集合,用于存放所有遗传代数中适应度最高的个体,第1次遗传过程完毕后,将适应度最高的个体放入集合中并进入第2代遗传过程,选取第2代遗传过程中适应度最高的个体并与集合中的个体比较,留下最高适应度的个体,依次类推。当存在从第m代至第m+c代遗传过程中适应度最高的个体均为第m代个体,不曾发生改变时,则认为第m代个体对应的电流和焊接速度作为最优焊丝成本下的电流和焊接速度。
[0025]
如果不存在上述过程中的m,则持续遗传过程,直至遗传代数计数器gen>maxgen,遗传过程终止,提取最后一代遗传过程中适应度最高的个体对应的电流和焊接速度作为最优焊丝成本下的电流和焊接速度。
[0026]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1