一种基于BIM技术的模块化装配式机房实施方法与流程
一种基于bim技术的模块化装配式机房实施方法
技术领域
1.本发明涉及建筑施工技术领域,尤其涉及一种基于bim技术的模块化装配式机房实施方法。
背景技术:
2.当前,随着近年来全球气候变化带来的不利影响,低碳减碳成为当下趋势。建筑业总能耗和碳排放量较高,中国建筑业规模仍处在持续增长的阶段,建筑业总产值占据国民生产总值重要比重。低碳施工成为日前必然需求,而装配式施工是目前建筑业最为有效的减碳措施,国家也正在大力推行装配式施工技术。
3.在房建施工中,制冷换热机房管道设备工程量大,支吊架加工量多,耗费人工成本多,是机电安装施工中的关键工序,占用施工工期长,通常是现场施工重污染区域。以往的方式是:机房设备进场就位后,管道安装依据设计图纸,进行现场预排布,现场下料,切割焊接,此种方式,安装质量控制存在较大的不确定性,施工中产生大量的焊接烟尘污染并存在较大的火灾隐患。
4.本发明采用bim技术进行制冷机房的设备管线综合排布,将revit模型进行模块化拆分,形成预制管组、模块泵组装配模块单元,结合装配模块进行唯一编号,制作高精度加工详图,交付专业化工厂进行预制加工。预制管组在工厂局部预拼装合格后经物流配送运至施工现场,结合出具的加工装配图纸,进行现场吊装及装配施工。本发明可实现制冷机房的高效快速施工,节约施工工期80%,节约人工成本60%,现场焊接作业减少99.8%,施工极少产生烟尘及光污染,减少火灾隐患,同时提高施工安装质量。
技术实现要素:
5.本发明的目的是提供一种基于bim技术的模块化装配式机房实施方法,能够实现制冷机房的高效快速施工,缩短施工工期,节约人工成本,大大减少现场焊接作业,能够在施工时极少产生烟尘及光污染,减少火灾隐患,同时提高施工安装质量。
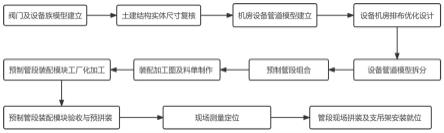
6.本发明采用以下技术方案:一种基于bim技术的模块化装配式机房实施方法,包括以下步骤:1)、阀门及设备族模型建立;2)、土建结构实体尺寸复核,控制尺寸偏差;3)、机房设备管道模型建立,根据机房原设计图纸,将制冷换热机房内空调水专业管道同其余通风、给排水、电气、消防喷淋管道建立至同一模型文件中;4)、设备机房排布优化设计,利用bim技术对制冷机房进行深化设计,充分利用有限的机房空间,对各个专业设备管线进行综合布置;5)、设备管道模型拆分;6)、预制管段组合,将上述拆分完成的设备管道模型进行组合,划分形成预制管组单元、模块泵组单元;
7)装配加工图及料单制作;8)预制管段装配模块工厂化加工;9)预制管段装配模块验收与预拼装;10)现场测量定位;11)管段现场拼装及支吊架安装就位。
7.优选地,所述的步骤1)中结合原设计图纸,收集各类设备、阀门附件厂家参数信息,依据收集到的各类阀门、设备信息,建立阀门、设备1:1精细化族模型;形成设备、阀门附件构件集库;另外结合图纸管道材质,查询规范标准中管道、管件的壁厚、外径等参数,并在revit中进行管段和尺寸设置。
8.优选地,所述的步骤4)具体优化步骤为:(41)、将除机房供回水管道外的其他专业管道分层排布在上部,以减少其与设备专业管道的交叉碰撞,减少40%的管线碰撞量;(42)、将制冷机组冷却、冷冻供回水接口立管排布在同一列,采用在成排供回水主管道上部进行接管的方式;(43)、循环泵组成列排布,接管位于泵组上方;(44)、设备机组立管上的同类阀门附件安装在同一高度,阀门高度控制在2.0m以内;最后依据综合排布结果,出具机房设备管道布置图。
9.优选地,所述的步骤4)中,机房设备距离墙面不小于1m,设备维护操作通道宽度不小于2.5m,管道距离地面净高度不小于2.8m。
10.优选地,所述的步骤4)中,将机房专业设备管道模型与机房区域其余管线模型拆分出来,形成两个revit文件。
11.优选地,所述的步骤5)中,结合管道规格参数、管道材质类型,考虑加工运输方面因素,将机房设备管道模型进行拆分;首先在revit软件“管道类型”、“布管系统配置”及“法兰”中添加管道法兰,而后利用revit“拆分图元”功能分别进行管道模型分段拆分,模型拆分时会在管道连接部位生成连接法兰。
12.优选地,所述的步骤6)中,预制管组单元在实施组合时遵从以下要点:(61)、在管段有阀门的位置利用阀门处法兰将管组进行分开,减少管段法兰用量30%;(62)、相邻预制管段的连接部位法兰设置在平直段上,将偏差控制在10mm以内;(63)、成排管道选择统一预制长度进行组合;(64)、在设备机房与机房界面外部管道碰口处设置活口;(65)、制冷机组出口立管设置单根立管为一个预制管组,在上部阀门处利用阀门法兰与主管道接管分开。
13.优选地,所述的步骤6)中,进行两类预制管段命名规则的定义;一类是包含各系统管道及其附件的预制管组,采用以下方式进行命名:预制管组代号-预制管组编号/预制管组管径尺寸-同一预制管组数量/预制管组所属系统;一类是包含循环水泵及其连接管道附件的模块泵组,采用以下方式进行命名:模块泵组代号-模块泵组中水泵数量/模块泵组所属系统-用于同一系统中模块泵组区分的代号,若只有一组可省略。
14.优选地,所述的步骤7)中,,利用revit软件的出图性进行预制管段模块化出图,并
整理制作预制管段加工安装图,导出预制管段加工料单优选地,所述的步骤9)中,依据加工图纸进行预制管段的验收,进行管段焊接质量检验,尺寸偏差校核,检查预制管段与图纸是否存在偏差,管段尺寸偏差不大于2mm;经检验合格的预制管段采取相邻管段预拼装的方式,进行预拼装检验,重点检查在自由状态下管段法兰同轴度与平行度,法兰平行度偏差不大于法兰外径的1.2
‰
;两端法兰应在同一轴线上,螺栓可自由穿过,偏差不大于螺栓孔外径3.5%,验收合格后贴上合格证及管段编码信息。
15.与现有技术相比本发明的有益效果是:本发明采用bim技术进行制冷机房的设备管线综合排布,将revit模型进行模块化拆分,形成预制管组、模块泵组装配模块单元,结合装配模块进行唯一编号,制作高精度加工详图,交付专业化工厂进行预制加工,具有质量优、安全高、工期省、成本低、环保利等多项优点;进一步地,通过将现场管道安装集成于工厂进行预制加工,可实现制冷机房的高效快速施工,实现节约施工工期80%。此外,本发明现场机房安装只进行设备及预制模块的就位,进行管组的装配连接,能够大大减少人工消耗,节约人工成本60%;由于现场只进行机房界面处预留活口部分的管道焊接作业,现场焊接作业能够减少99.8%,使施工极少产生烟尘及光污染,减少火灾隐患90%。
16.进一步地,本发明从机房布局的深化设计开始,进行设备布局的优化,并将管段进行工厂化的预制生产,提高实施过程的质量可控性,大大提高施工安装质量;通过本发明总结出的一套机电设备机房的工厂化预制加工及装配实施方法,可有效提高施工项目的管理水平,推动建筑行业的工业化、数字化转型。
附图说明
17.图1为本发明的方法流程图;图2为本发明制冷机组出口与供回水主管上部接管方式图;图3为本发明机房设备管道布置图;图4是本发明的设备管道模型拆分界面图;图5是本发明的管段布管系统配置界面图;图6是本发明的两类预制管段编码名称示例图;图7是本发明循环泵组模块示意图;图8是本发明循环泵组模块框架示意图;图9是本发明预制管段加工图;图10是本发明预制管段过滤器设置界面图;图11是本发明预制管段加工装配图;图12是本发明制冷换热机房整体三维图;图13是本发明图7在a点的剖面放大图;图14是本发明预制管段加工料单图;图15是本发明预制管组模块图;图16是本发明模块泵组实施图。
具体实施方式
18.以下将结合附图和实施例对本发明作以清楚和完整的描述:如图1至图16所示,本发明所述的一种基于bim技术的模块化装配式机房实施方法,包括以下步骤:1)、阀门及设备族模型建立;首先,结合原设计图纸,收集各类设备、阀门附件厂家参数信息。其中阀门附件主要包括阀门类型、形状、尺寸等;设备主要包括制冷机组及循环水泵;制冷机组主要包括机组的外形尺寸、重量、机组进出水接口尺寸、接口方向、接口位置;循环水泵主要包括水泵的形式,有立式和卧式;外形尺寸、重量、底座形式、水泵接口尺寸、接口位置;依据收集到的各类阀门、设备信息,建立阀门、设备1:1精细化族模型;形成设备、阀门附件构件集库。另外结合图纸管道材质,查询规范标准中管道、管件的壁厚、外径等参数,并在revit中进行管段和尺寸设置,确保机电模型创建的准确性。
19.2)、土建结构实体尺寸复核,控制尺寸偏差;利用三维扫描技术进行已完成的土建结构墙体扫描,依据扫描得到的点云模型与原设计图纸土建模型进行对比,进行原设计土建模型的修改,确保土建模型与现场实际施工完成的土建结构实体尺寸偏差控制在10mm以内,满足后续管段预制精度要求。
20.3)、机房设备管道模型建立,根据机房原设计图纸,将制冷换热机房内空调水专业管道同其余通风、给排水、电气、消防喷淋管道建立至同一模型文件中;具体为依据机房管道平面布置图及系统大样图,初步确定管道标高及管道路由,进行设备布置,并建立管道路由模型;再根据机房冷热源系统原理图及机房设备接管详图,完成设备与管道连接,并添加各类阀门附件,创建完成包含各类阀门附件的机房设备管道精细化模型。所用设备、阀门族为前述已经建立的族。
21.4)、设备机房排布优化设计;利用bim技术对制冷机房进行深化设计,充分利用有限的机房空间,对各个专业设备管线进行综合布置;在满足使用功能的同时,考虑足够的操作检修空间,将设备和管线排布实现成排成列,提升机房排布整体效果;其中,机房设备距离墙面不小于1m,设备维护操作通道宽度不小于2.5m,管道距离地面净高度不小于2.8m;具体采用以下步骤:(41)、将除机房供回水管道外的其他专业管道分层排布在上部,以减少其与设备专业管道的交叉碰撞,减少40%的管线碰撞量;(42)、将制冷机组冷却、冷冻供回水接口立管排布在同一列,采用在成排供回水主管道上部进行接管的方式,以减少下部检修空间的占用;(43)、循环泵组成列排布,接管位于泵组上方,以便于后续泵组模块的划分;(44)、设备机组立管上的同类阀门附件安装在同一高度,阀门高度控制在2.0m以内;最后依据综合排布结果,出具机房设备管道布置图。
22.为了进一步确保软件运行流畅,此时,将机房专业设备管道模型与机房区域其余管线,如喷淋、防排烟、电缆桥架等模型拆分出来,形成两个revit文件,保证下一步机房管道模型拆分工序的高效进行。
23.5)、设备管道模型拆分;结合管道规格参数、管道材质类型,考虑加工运输方面因素,将机房设备管道模型进行拆分;如图5所示,首先在revit软件“管道类型”、“布管系统配置”及“法兰”中添加管道法兰,而后利用revit“拆分图元”功能分别进行管道模型分段拆分,模型拆分时会在管道连接部位生成连接法兰。
24.6)、预制管段组合,将上述拆分完成的设备管道模型进行组合,划分形成预制管组单元、模块泵组单元;其中预制管段组合为重点控制步骤,事先进行组合方案的策划,并在
实施组合时遵从以下要点:(61)、在管段有阀门的位置利用阀门处法兰将管组进行分开,减少管段法兰用量30%;(62)、相邻预制管段的连接部位法兰设置在平直段上,提高管段工厂加工阶段的容错率,同时减少装配过程的累计误差,将偏差控制在10mm以内;(63)、成排管道选择统一预制长度进行组合,整齐美观且可批量加工,减少非标准节数量;(64)、在设备机房与机房界面外部管道碰口处设置活口,用以消除后续装配累计误差;(65)、制冷机组出口立管设置单根立管为一个预制管组,在上部阀门处利用阀门法兰与主管道接管分开,当存在多个制冷机组时,便于多个机组出口管组的批量预制。
25.随后进行预制管段命名规则的定义,命名规则代号即预制管段编码是后续工作的基础,是后续区分、出图、下料加工、安装等工作的前提。本发明设计两类预制管段编码名称,如图6所示:一类是包含各系统管道及其附件的预制管组,采用以下方式进行命名:预制管组代号-预制管组编号/预制管组管径尺寸-同一预制管组数量/预制管组所属系统;,一类是包含循环水泵及其连接管道附件的模块泵组,采用以下方式进行命名:模块泵组代号-模块泵组中水泵数量/模块泵组所属系统-用于同一系统中模块泵组区分的代号,若只有一组可省略。
26.其中,在进行预制管组组合时,依次选择将要组合的各个构件,创建“管道部件”,并进行“部件类型名称”命名;编辑类型进行“部件代码”填充,即“部件代码”与“部件类型名称”保持一致。因前述预制管段编码名称已经提前进行定义,即所创建的“管道部件”的“部件类型名称”、“部件代码”、预制管段编码名称均为同一名称。在进行模块泵组组合时,为了便于泵组模块整体运输及安装就位,设计循环泵组装配模块所需型钢框架及底座,形成“2233”循环泵组模块,即将2台或3台循环泵组连同泵组阀门附件、上部管段、装配框架组合成一个循环泵组装配模块,将循环泵组模块进行“机械设备部件”组合,并进行编码名称对应。重复上述管段组合操作逐个完成构件模型组合成编码唯一的“管道部件”、“机械设备部件”。
27.进行泵组装配模块框架的设计,如图7及图8所示,以双水泵模块为例,框架采用16#槽钢制作,槽钢开口方向朝外,模块框架由框架底座、框架立柱、框架上部结构三部分组成,各部分通过焊接固定。框架底座设置三道横向槽钢,底座槽钢a内边与水泵外边对齐,底座槽钢b与水泵底座外边对齐,a、b槽钢之间通过4套中间留缝的槽钢双拼组d进行焊接,中间留缝宽度20mm用于减震器螺栓穿过并进行固定;底座槽钢双拼组c由两道背靠背焊接的槽钢组成,用于水泵立管支架生根;底座宽度方向上外侧设置2道槽钢e与前述a、b、c连接。框架上部结构设置2横2竖4道槽钢,宽度方向上2道槽钢f与底座槽钢e平行设置,长度方向上2道槽钢g内边距离上部主管道外边缘200mm,与前述f连接,支撑上部主管道。最后分别对应底座和上部结构四角位置设置4根槽钢h作为框架立柱将上部结构与底座进行焊接连接形成整体。即在模块框架底座宽度方向上,水泵底座外边缘与框架间距为200mm,两水泵底座间距为800mm,在模块框架上部结构长度方向上,上部主管道外边缘与框架间距为200mm。其中,模块框架底座内长度=水泵长度l+变径长+软接头长+水泵立管弯头中心至端面长-槽钢宽度;模块框架底座内宽度=水泵底座宽度b*水泵个数+200+200+(水泵个数-1)*800;模块框架内高度=减震器高+水泵高+变径长+软接头长+立管阀组长+短接头长-槽钢高度;模块框架上部结构内宽度=模块框架底座内宽度;模块框架上部结构内长度=水泵出口中心至水泵进口法兰端面间距+变径长+软接头长+水泵立管弯头中心至端面长+泵组上方主管道
外径+200+200。
28.如图13所示,值得说明的是循环水泵通过减震器直接安装在模块框架底座上,与现有方法对比,省去了水泵减震预制台座,节省了预制台座的费用,同时在模块高度方向上减少了预制台座高度,使得整体模块高度降低,有利于运输过程中模块超高的控制。
29.此外,考虑到钢管材料长度多为6m、9m等规格,物流运输板车高度4m、宽度2.5m限定等多方面因素,对组合后的预制管段形状尺寸、重量进行如下限定:预制管组长度不超过9m,重量不超过1.5t,尽量减少管组组合时的连接方向,控制接口不超过4个方向;循环泵组模块尺寸不超过4(长)x2.5(宽)x3(高)m,重量不超过6t。
30.7)装配加工图及料单制作;利用revit软件的出图性进行预制管段模块化出图,并整理制作预制管段加工安装图,导出预制管段加工料单。
31.其中,利用revit软件的出图性进行预制管段模块化出图时选择相应的“管道部件”,创建部件视图,直接创建平面图、剖面图、立面图等详图;创建的详图需反映出预制管段的位置关系、形状尺寸、各构件连接顺序;并在相应的视图中进行所有构件的类别标注,尺寸标注。
32.整理制作预制管段加工安装图时,主要包括预制管段平、立面详图,安装三维示意图。将所得到的预制管段详图进行整合,制作单张的加工安装图,反映预制管段编码,反映加工尺寸及构件连接顺序,同时依据revit软件进行预制管段过滤着色,直观的区分使得预制管段与其编码进行对应,出具管段安装三维示意图,布图整理到单张图纸中。重复上述出图操作,直至完成所有预制管段模块出图。如图10所示,因前述“部件代码”与“部件类型名称”保持一致,此时利用“部件代码”进行过滤器设置保证预制管段编码与“部件代码”一一对应,对预制管段进行精准区分。
33.最后导出预制管段加工料单,根据预制管段拆分及组合结果,利用软件材料统计功能进行预制管段材料构件统计,导出详细的各预制管段加工料单。
34.8)预制管段装配模块工厂化加工;根据bim软件制作的高精度预制管段加工图纸,在预制装配工厂进行管段预制加工。将加工料单数据导入到工厂数控机床中,进行管段机械化切割,采用自动焊机进行管段焊接;并将含有阀门附件的预制管段在工厂内连同附件预制连接完成。
35.9)预制管段装配模块验收与预拼装;依据加工图纸进行预制管段的验收,进行管段焊接质量检验,尺寸偏差校核,检查预制管段与图纸是否存在偏差,管段尺寸偏差不大于2mm,确保管段预制加工质量满足规范标准要求。经检验合格的预制管段采取相邻管段预拼装的方式,进行预拼装检验,重点检查在自由状态下管段法兰同轴度与平行度,法兰平行度偏差不大于法兰外径的1.2
‰
;两端法兰应在同一轴线上,螺栓可自由穿过,偏差不大于螺栓孔外径3.5%,验收合格后贴上合格证及管段编码信息。
36.10)现场测量定位;依据基础布置图纸对设备基础标高、位置、尺寸、外观质量及混凝土强度进行检查验收。依据管段装配示意图、平面布置图进行现场测量定位,进行设备机组就位点放线定位,支吊架安装点放线定位。
37.11)管段现场拼装及支吊架安装就位;依据上述测量定位结果,按装配流程进行制冷机组、循环泵组等设备就位,即按机房平面布置从里侧至外侧依次进行设备就位。依据装配示意图,结合预制管段编码,进行预制管段拼装,拼装过程利用测量工具对拼装精度进行
控制,管段法兰连接同轴度与平行度进行检验;法兰平行度偏差不大于法兰外径的1.2
‰
,管道两端法兰应在同一轴线上,螺栓可自由穿过,偏差不大于螺栓孔外径3.5%。利用管段预留活口进行累计误差弥补消除,确保满足装配图纸及标准所需要求。管段就位后即进行支吊架装配安装,及时使之形成稳固的支吊架支撑体系。
38.本发明通过采用bim技术进行制冷机房的设备管线综合排布,将revit模型进行模块化拆分,形成预制管组、模块泵组装配模块单元,结合装配模块进行唯一编号,制作高精度加工详图,交付专业化工厂进行预制加工。预制管组在工厂局部预拼装合格后经物流配送运至施工现场,结合出具的加工装配图纸,进行现场吊装及装配施工;可实现制冷机房的高效快速施工,节约施工工期80%,节约人工成本60%,现场焊接作业减少99.8%,施工极少产生烟尘及光污染,减少火灾隐患,同时提高施工安装质量。
39.此外,与同类实施方法多数先在原设计图纸建立的土建结构模型的基础上进行机电机房设备管道模型建立,之后再进行土建模型与施工完成的土建结构实体复核,调整土建结构模型,并进行机房设备管道模型二次调整的方案相比。本发明采用的流程是先进行机房土建结构尺寸复核,完成土建模型与现场实体校核后再进行机房设备管道模型建立,减少了因土建实体与模型的偏差后续再进行机电模型二次调整的返工量,实施效率提升50%。另外本发明在预制管段装配模块工厂加工、工厂检验验收工序后增加预拼装工序,进行相邻预制管段的预拼装检验,及时发现不满足要求的预制管段并在工厂加工阶段进行处理,避免了管段运到现场出现无法进行拼装的情况,节省出现进行返厂处理的时间和成本,提高工作效率,节约返厂处理时间、成本20%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1