图像的修正方法及异常的检测方法、以及图像修正装置及异常检测装置与流程
本发明涉及图像的修正方法及异常的检测方法、以及图像修正装置及异常检测装置。
背景技术:
1、在带板处理生产线中,作为可靠地检测附着间隔纸的技术的一例,在专利文献1中,记载了在将带板向处理生产线搬送时检测附着于带板的间隔纸的方法中,光学上检测带材的颜色成分,基于检测光的颜色成分间的比率和基准色的颜色成分间的比率来检测间隔纸。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平6-167576号公报
技术实现思路
1、在轧制生产线中,大多监视板的表面的图像,在检测到超过某个阈值的信号的情况下判断成板的异常。作为这样的技术的一例,存在上述专利文献1所记载那样的技术。
2、另外,在专利文献1中,也公开了如下内容:在读入钢板的颜色时,钢板的形状和道次线变动等作为干扰而作用,即使是同种的钢板也会在颜色成分间的比率产生不同。因此,为了修正因该干扰导致的颜色成分间的比率的不同,在钢板的行进过程中对各颜色成分信号进行数十次采样,将关于该采样得到的颜色信号的各颜色的平均值作为基准色的代表值而读入。
3、在此,根据照明条件的不同,明亮度按图像而变化,若明亮度变化,则即使是同一图像,r值、g值、b值的各亮度的值也会变化。另外,根据摄像头的拍摄条件的不同,不仅是图像的明亮度,r值、g值、b值的各亮度的值也会变化。
4、对此,在上述现有技术中,由于没有考虑根据图像的明亮度重新设定基准色的代表值,所以对于图像处理的精度具有改进的余地。
5、本发明提供一种即使在照明条件和/或摄像头的拍摄条件不同的情况下,也能够提高基于板的图像处理进行的异常检测的精度的图像的修正方法及异常的检测方法、以及图像修正装置及异常检测装置。
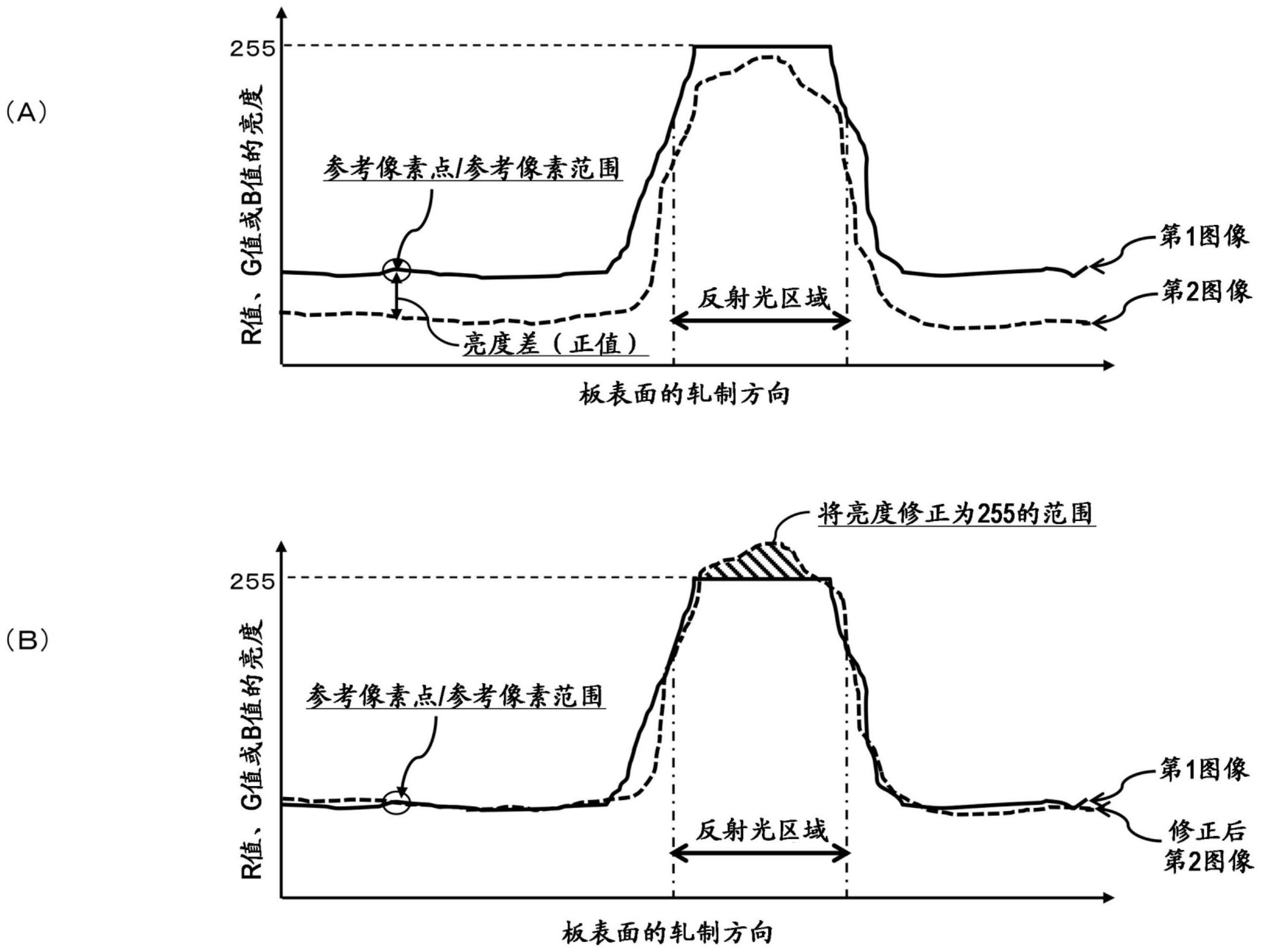
6、本发明包含多个解决上述课题的方案,若列举其一例,则其特征在于,包括以下工序:获取工序,获取多个图像,该图像是在至少一部分中包含利用轧机进行轧制的稳态的金属带板的表面的图像,亦即利用规定位置的一个摄像头按不同的照明条件或拍摄条件拍摄得到的映现出所述金属带板的图像;选择工序,对于在所述获取工序中获取到的多个所述图像,选择映现出所述金属带板的部分所包含的参考像素点或参考像素范围;决定工序,从在所述获取工序中获取到的多个所述图像中,将如下图像决定为第1图像,该图像包含所述参考像素点或所述参考像素范围的平均的r值、g值、b值中的某一个值的亮度成为最大亮度的参考像素点或所述参考像素范围;计算工序,计算所述第1图像的所述参考像素点或所述参考像素范围的平均的r值、g值、b值与所述第1图像以外的其他全部图像中的与所述第1图像的所述参考像素点或所述参考像素范围相同的区域的参考像素点或参考像素范围的平均的r值、g值、b值之间的各个亮度差;以及修正工序,对于所述其他全部图像的全部像素点中的各个r值、g值、b值加上或减去各个所述亮度差的绝对值,以使得所述其他全部图像的参考像素点或参考像素范围的平均的各个r值、g值、b值与所述第1图像的所述参考像素点或所述参考像素范围的平均的各个r值、g值、b值一致。
7、发明效果
8、根据本发明,即使在照明条件和/或摄像头的拍摄条件不同的情况下,也能够提高基于板的图像处理进行的异常检测的精度。上述以外的课题、结构及效果将通过以下的实施例的说明而得以明确。
技术特征:
1.一种图像的修正方法,其特征在于,包括以下工序:
2.根据权利要求1所述的图像的修正方法,其特征在于,
3.根据权利要求1或2所述的图像的修正方法,其特征在于,
4.根据权利要求1至3中任一项所述的图像的修正方法,其特征在于,
5.一种异常的检测方法,其特征在于,包括:
6.一种图像修正装置,其特征在于,具备:
7.根据权利要求6所述的图像修正装置,其特征在于,
8.根据权利要求6或7所述的图像修正装置,其特征在于,
9.根据权利要求6至8中任一项所述的图像修正装置,其特征在于,
10.一种异常检测装置,其特征在于,具备:
技术总结
提供一种图像的修正方法及异常的检测方法、以及图像修正装置及异常检测装置。具备:获取部,其获取多个稳态金属带板的表面的图像,亦即以不同的照明条件或拍摄条件拍摄到的图像;选择部,其从多个图像中选择示出金属带板的部分所含的参考像素点/范围;决定部,其从多个图像中决定参考像素点/范围的平均的R值、G值、B值中的某一个值的亮度为最大的第1图像;计算部,其计算从第1图像的参考像素点/范围的平均的R值、G值、B值减去第1图像以外的其他全部图像的参考像素点/范围的平均的R值、G值、B值得到的各个亮度差;和修正部,其相对于其他全部图像的全部像素点中的各个R值、G值、B值加上或减去各个亮度差的绝对值。
技术研发人员:望月智俊,金森信弥
受保护的技术使用者:普锐特冶金技术日本有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!