车身生产顺序调度系统及方法与流程
本发明涉及汽车生产,特别是涉及一种车身生产顺序调度系统及方法。
背景技术:
1、在汽车车身生产过程中,焊装、涂装和总装因排产原则不同,生产计划存在较大差异,涂装车间需要较大的车身存储、编组区域,而传统的平面布局方式,需要占用较大的建筑面积,且存取灵活性较差,如今立体存储已逐渐应用于汽车生产线。
2、通过车身的立体存储,虽然提高了存储空间利用效率和存储灵活性,但仍面临着车身在“焊接-涂装-总装”工序间生产顺序如何通过立体存储实现智能化调度的难题。在生产过程中,由于焊装、涂装和总装三个工序中生产计划排序存在较大差异,有一些生产计划超时的车身难以得到及时出库,另外,由于涂装过程中的存在一定比例的点修和返线,将对原生产计划顺序造成较大影响,造成生产时间延长。
技术实现思路
1、基于此,有必要提供一种能够实现车身在“焊接-涂装-总装”工序间生产顺序的智能化调整顺序的车身生产顺序调度系统及方法。
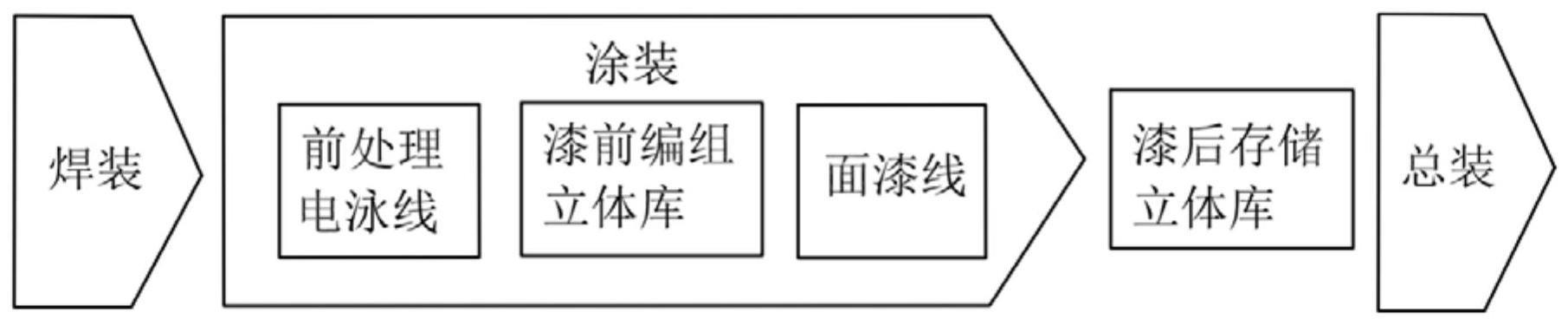
2、本发明提供了一种车身生产顺序调度系统,包括依次设置的焊接工序、涂装工序和总装工序,所述涂装工序包括依次设置的前处理电泳线和面漆线,所述车身生产顺序调度系统还包括:
3、漆前编组立体库,所述漆前编组立体库设置在所述前处理电泳线与所述面漆线之间,所述漆前编组立体库设置带有出库队列的出库任务;
4、漆后存储立体库,所述漆后存储立体库设置在所述涂装工序和所述总装工序之间;
5、立库调度系统,所述漆前编组立体库和所述漆后存储立体库均与所述立库调度系统连接,所述立库调度系统对入库的车身的信息进行记录并与分配的库位进行绑定,每次所述出库任务执行完成后,所述立库调度系统结合漆后存储立体库与漆前编组立体库的存储情况,对所述漆前编组立体库内的车身进行生产紧迫性判定,具有生产紧迫性的车身进行立即出库处理,其余车身按所述出库队列依次出库。
6、在其中一个实施例中,车身上设置有标签信息,所述漆前编组立体库和所述漆后存储立体库内均设置有立库堆垛机,所述立库堆垛机设置有电子读写器,所述立库调度系统与所述电子读写器连接。
7、在其中一个实施例中,所述标签信息包括计划顺序号、车身图号和颜色。
8、在其中一个实施例中,所述库位与车身之间设置有滑橇,所述滑橇带动车身出库或入库运动。
9、在其中一个实施例中,车身通过rfid标签附带标签信息,所述电子读写器配置为rfid读写器。
10、本发明还提供了一种车身生产顺序调度方法,所述车身生产顺序调度方法基于如上所述的车身生产顺序调度系统执行,包括以下步骤:
11、s100、车身进入所述漆前编组立体库;
12、s200、所述立库调度系统将所述漆前编组立体库内计划顺序号最小的车身及同色车身写入所述出库队列,按出库队列依次出库;
13、s300、每次所述出库任务执行完成后,所述立库调度系统根据所述漆后存储立体库的库存信息、所述漆前编组立体库内车身的信息和所述漆前编组立体库与所述漆前编组立体库之间的车身的数量信息对所述漆前编组立体库内的车身进行生产紧迫性判定;
14、s400、满足生产紧迫性判定标准的车身优先出库,其他车身按照喷涂颜色进行编组并生成出库队列,按出库队列依次出库;
15、s500、根据总装生产需求计划将所述漆后存储立体库内的车身逐一发出。
16、在其中一个实施例中,已出所述漆前编组立体库且未入所述漆后存储立体库的车身数量为a,返修延误的车身数量为b,所述漆后存储立体库内具备连续出库条件的车身数量为c,出库队列缓冲打断阈值为d,所述漆后存储立体库当前出库的车身的计划顺序号为e,漆前编组立体库中待调度的车身的计划顺序号为f;
17、对漆前编组立体库中所有车身的f进行逐一判定,是否存在某一车身的f满足:a+b+c+d>f-e,满足上述条件的车身定义为具有生产紧迫性。
18、在其中一个实施例中,所述s400与所述s500之间还包括:s450、若所述出库队列已空,则重复所述s200至所述s400的步骤。
19、在其中一个实施例中,所述s500步骤还包括:根据所述漆后存储立体库的库存情况,当库内具备连续出库条件的车身数量不足时,进行预警提示。
20、在其中一个实施例中,所述s500步骤还包括:当需出库的车身x还未入所述漆后存储立体库时,进行替换调整,将所述漆后存储立体库内与x图号相同且计划顺序号最大的车身y的信息进行修改,替换x进行出库,以满足总装生产需求计划。
21、本发明提供的上述车身生产顺序调度系统和调度方法,使得车身在经过焊接工序后,进入总装工序之前,在涂装工序中进行车身生产顺序调整,实现了不同工序间车身生产顺序的智能化调度,通过立库调度系统每次出库任务完成后进行生产紧迫性判定,能够将生产计划超时的车身及时出库;通过立库调度系统对出库队列的顺序进行调整,能够在不影响总装计划顺序的前提下,满足涂装工序中根据颜色调整喷涂顺序的需求,生产中出库队列可使同色车身排序在一起,减少涂装喷涂过程中的颜色切换频次,提高生产效率;将漆前编组立体库设置在涂装工序中,在前处理电泳线与面漆线之间,在涂装工序中经过出库队列进行排序调整,能够减少因涂装质量缺陷需要从总装工序点修、返修的车身导致总装计划调整的情况,提高生产效率,缩短生产时间。
技术特征:
1.一种车身生产顺序调度系统,其特征在于,包括依次设置的焊接工序、涂装工序和总装工序,所述涂装工序包括依次设置的前处理电泳线和面漆线,所述车身生产顺序调度系统还包括:
2.根据权利要求1所述的车身生产顺序调度系统,其特征在于,车身上设置有标签信息,所述漆前编组立体库和所述漆后存储立体库内均设置有立库堆垛机,所述立库堆垛机设置有电子读写器,所述立库调度系统与所述电子读写器连接。
3.根据权利要求2所述的车身生产顺序调度系统,其特征在于,所述标签信息包括计划顺序号、车身图号和颜色。
4.根据权利要求2所述的车身生产顺序调度系统,其特征在于,所述库位与车身之间设置有滑橇,所述滑橇带动车身出库或入库运动。
5.根据权利要求2所述的车身生产顺序调度系统,其特征在于,车身通过rfid标签附带所述标签信息,所述电子读写器配置为rfid读写器。
6.一种车身生产顺序调度方法,其特征在于,基于如权利要求1-5中任一项所述的车身生产顺序调度系统执行,包括以下步骤:
7.根据权利要求6所述的车身生产顺序调度方法,其特征在于,已出所述漆前编组立体库且未入所述漆后存储立体库的车身数量为a,返修延误的车身数量为b,所述漆后存储立体库内具备连续出库条件的车身数量为c,出库队列缓冲打断阈值为d,所述漆后存储立体库当前出库的车身的计划顺序号为e,漆前编组立体库中待调度的车身的计划顺序号为f;
8.根据权利要求6所述的车身生产顺序调度方法,其特征在于,所述s400与所述s500之间还包括:s450、若所述出库队列已空,则重复所述s200至所述s400的步骤。
9.根据权利要求6所述的车身生产顺序调度方法,其特征在于,所述s500步骤还包括:根据所述漆后存储立体库的库存情况,当库内具备连续出库条件的车身数量不足时,进行预警提示。
10.根据权利要求6所述的车身生产顺序调度方法,其特征在于,所述s500步骤还包括:当需出库的车身x还未入所述漆后存储立体库时,进行替换调整,将所述漆后存储立体库内与x图号相同且计划顺序号最大的车身y的信息进行修改,替换x进行出库,以满足总装生产需求计划。
技术总结
本发明涉及一种车身生产顺序调度系统和调度方法,使得车身在经过焊接工序后,进入总装工序之前,在涂装工序中进行车身生产顺序调整,实现了不同工序间车身生产顺序的智能化调度,能够将生产计划超时的车身及时出库;通过立库调度系统对出库队列的顺序进行调整,能够在不影响总装计划顺序的前提下,满足涂装工序中根据颜色调整喷涂顺序的需求,生产中出库队列可使同色车身排序在一起,减少涂装喷涂过程中的颜色切换频次,提高生产效率;将漆前编组立体库设置在涂装工序中,在前处理电泳线与面漆线之间,在涂装工序中经过出库队列进行排序调整,能够减少因涂装质量缺陷需要从总装工序点修、返修的车身导致总装计划调整的情况,提高生产效率。
技术研发人员:左轲,徐青梅,李劲,李正朝,荆军乐,马云旭
受保护的技术使用者:一汽解放汽车有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!