一种智能装配线的生产与物料配送协同调度优化方法
本发明涉及智能生产,具体为一种智能装配线的生产与物料配送协同调度优化方法。
背景技术:
1、传统装配线的生产和物料配送调度方案是通过分阶段序贯决策的方式制定的,即,生产部门排产(确定订单在装配线上的生产顺序),物流部门根据生产部门下达的排产方案制定物料配送方案(装配线各工位的物料投送时间)。生产部门所采用的排产决策模型不考虑物料的空间位移过程;物流部门所采用的物料配送决策模型将订单生产顺序作为既定参数。
2、对于接收大批量订单的且以人力为主的传统装配线来说,这种分阶段序贯决策式调度优化方法十分有效。然而,随着市场需求日趋个性化、先进技术(如机器人、物联网)的进步、以及人力成本的攀升,兼具多品种小批量生产和高度自动化能力的智能装配线替代了传统装配线。
3、针对传统装配线的生产与物料配送调度优化方法无法满足智能装配线的运作管理需要,具体原因如下:
4、(1)智能装配线采用投料机器人执行原本由人力完成的物料配送任务,物料配送决策的维度增加,考虑到物料在三维尺寸、质量、数量差异以及投料机器人的载重能力和续航能力约束,需要额外针对投料机器人制定相对于工人的更加精细的决策(如充电开始和结束时间,单次配送的物料数量等);
5、(2)新的物料配送约束和决策导致了增加了配送时长的差异性,不同的个性化订单的生产顺序与物料配送时长相互依赖,如果延用传统的分阶段序贯决策式调度优化方法会导致生产节省的时间无法抵消物流增加的时间,最终使得总完工时间偏离最优。
6、基于以上原因,提出适用于智能装配线的生产与物料配送协同调度优化方法是必要的。
7、现有技术的缺点如下:
8、(1)分阶段式地制定生产和物料配送决策所获得的系统总完工时间是次优的。
9、(2)缺少自适应的充电和配送量决策,无法指导投料机器人进行高效的充电作业和物料配送作业,增加了投料机器人的闲置率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种智能装配线的生产与物料配送协同调度优化方法,可以克服传统的分段式序贯决策调度方法容易陷入局部最优、背离全局最优解的缺陷,考虑投料机器人的载重量和电池容量约束,输出令系统总完工时间达到理论最优的生产和物料配送协同调度方案。
3、(二)技术方案
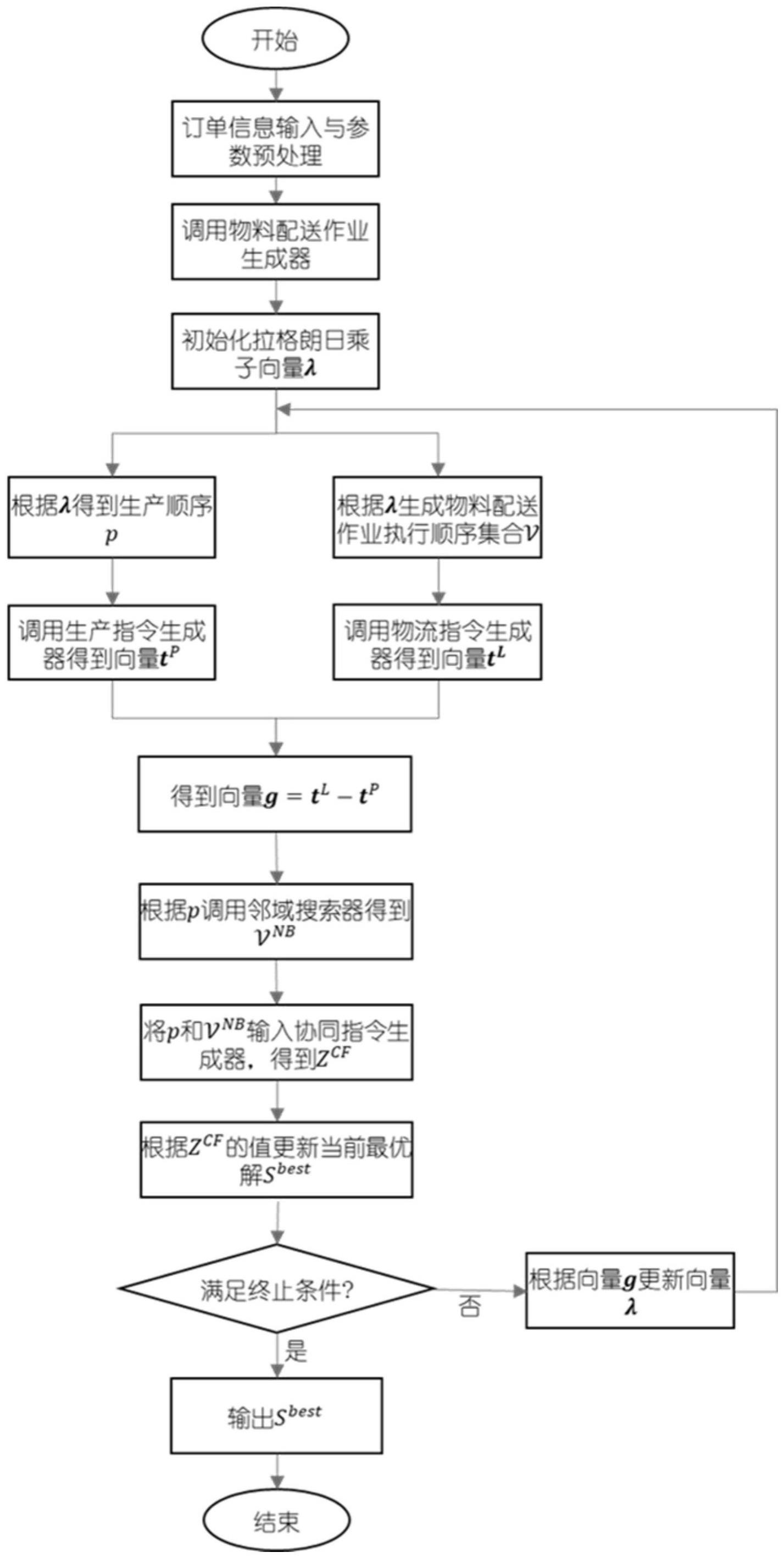
4、为实现以上目的,本发明通过以下技术方案予以实现:一种智能装配线的生产与物料配送协同调度优化方法,具体包括以下步骤:
5、s1、接收到a个订单,订单构成的集合为获得订单的需求量向量d={d1,d2,…,da},调用物料配送作业生成器,输出一个物料配送作业集合以及物料配送作业索引表i;
6、s2、初始化参数:拉格朗日乘子向量λ=(λ1,λ2,…,λf)、当前的最优平均完工时间zbest=+∞、当前的平均完工时间的下界z=-∞、步长α、步长更新的迭代次数阈值邻域搜索执行次数算法未改进迭代次数的上界和算法未改进迭代次数的计数器
7、s3、根据向量λ,按如下方式,生成v个物料配送作业的执行顺序:
8、a1、运用列生成算法求解如下集合覆盖问题的整数规划模型:
9、目标函数:
10、约束条件:
11、其中为所有物料配送作业顺序r的集合,0-1参数αir表示r是否物料配送作业i,0-1决策变量θr表示r是否被选中为模型的解,cr为r中所有物料配送作业的加权总完工时间,假设ij为r的第j个物料配送作业,nr为r上的物料配送作业总数,则
12、a2、求解该模型得到v个θr对应值为1的物料配送作业顺序r,将这些物料配送作业顺序构成集合
13、s4、逐个取出中的元素,将其输入物流指令生成器,得到所有物料配送作业的完成时间
14、s5、根据向量λ,对每一个订单a,计算表征订单a的优先级,然后,以优先级从高到低安排订单的生产顺序p;
15、s6、调用生产指令生成器,输入p,输出和
16、s7、计算次梯度向量g=tl-tp=(g1,g2,…,gf),若则和否则,令重置
17、s8、以生产顺序p为输入,调用次邻域搜索器,每次调用后得到将p和输入协同指令生成器,得到zcf,若zcf<zbest,则zbest←zce,pbest=p,
18、s9、若则重置并用更新向量λ,即
19、s10、检查算法终止条件:若则终止算法,返回否则,转到步骤s4继续迭代;
20、s11、将中第v个物料配送作业执行顺序rv分配投料机器人v,将rv输入物流指令生成器,得到投料机器人v的具体行动指令,将sbest输入协同指令生成器,得到装配线的生产指令。
21、优选的,所述步骤a1中物料配送作业i的权重为λi。
22、优选的,所述步骤a1中通过将r输入物流指令生成器获得。
23、优选的,所述步骤s5中ρa的值越大表示订单a的优先级越高。
24、优选的,所述步骤s8中邻域搜索器用于对给定的生产顺序进行物料配送作业顺序的邻域搜索,得到物料配送作业的邻域顺序,即输入:生产顺序p,输出:v个物料配送作业执行顺序构成的物料配送作业顺序邻域集合
25、优选的,所述步骤s8和s11中协同指令生成器用于将生产指令生成器输出的指令和物流指令生成器输出的指令进行协同,从而输出考虑物料配送延迟影响下的订单开始和完成时间,即输入:生产顺序p、v个物料配送作业的执行顺序构成的集合输出:考虑物料配送延迟影响的所有订单的完成时间构成的向量考虑物料配送延迟影响的所有订单的总完成时间zcf和装配线的可执行生产指令,包括订单开始时间和完成时间。
26、优选的,所述步骤s11中物流指令生成器用于根据多个物料配送作业的执行顺序生成一个投料机器人可执行的物流指令,输入:nr个物料配送作业的执行顺序,用表示,输出:nr个物料配送作业对应的完成时间以及其他投料机器人可执行的物流指令,包括投料机器人抵达充电站的时间、开始充电时间、结束充电时间、抵达取料点取料的时间、取哪一个订单在哪一个机械臂工作台的物料及对应数量、抵达哪一个机械臂工作台及抵达时间与卸料完成时间。
27、(三)有益效果
28、本发明提供了一种智能装配线的生产与物料配送协同调度优化方法。与现有技术相比具备以下有益效果:
29、(1)、该智能装配线的生产与物料配送协同调度优化方法,物流指令生成器中通过物料配送作业执行顺序来确定执行该顺序的投料机器人的所有物流指令,包括与充电相关的指令。作为物料配送作业的承担者,投料机器人执行物料配送作业的过程中必须考虑其载重量和电池容量等约束,需要结合智能装配线场景中生产与物料配送的协同逻辑进行相关指令的下达。然而经典的物料配送方法是从人力运输或人力操作车辆运输的角度出发的,无法给出投料机器人的自适应充电决策。
30、(2)、该智能装配线的生产与物料配送协同调度优化方法,通过邻域搜索器在给定生产顺序的情况下对于物料配送顺序的改进过程。本邻域搜索器基于“先装配、先配送”的规则,并以在此基础上用更简单的方式实现了经典的局部搜索操作。
- 还没有人留言评论。精彩留言会获得点赞!