一种轧制过程控制系统性能评估方法
本发明涉及轧制过程控制,尤其涉及一种轧制过程控制系统性能评估方法。
背景技术:
1、随着现代工业的发展,各工业部门对冷热轧板带钢需求的数量、质量都越来越高。在轧制生产过程中,厚度控制是提高和保证产品的厚度精度的核心控制功能。由于轧制控制系统回路多且复杂,同时其运行工况时常变化且存在着各种未知干扰,目前大多数生产线自投入生产以来基本处在长期运行状态下,由于系统运行工况的改变以及控制系统缺少维护等原因,其厚度控制器性能有所下降,无法满足设定目标的控制需求。为了及时发现性能不佳的回路并加以调整,保证控制系统高效良好运行,轧制控制系统性能评估技术具有重要的科学意义和应用价值。
2、由于实际轧制工业控制过程的被控对象结构复杂、运行工况多变,导致难以建立精确的系统数学模型。传统最小方差基准将输出的均方误差与理论最小方差进行比较,难以获取过程时间迟延以及常规输出数据来求取系统输出方差与控制器形式以及参数无关的反馈不变项。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,提供一种轧制过程控制系统性能评估方法,利用轧制生产过程中的大量数据,实现轧制控制系统性能的评估,便于在生产过程中对当前控制器性能有更明确的判断。
2、为解决上述技术问题,本发明所采取的技术方案是:一种轧制过程控制系统性能评估方法,包括以下步骤:
3、步骤1:采集包含正常生产过程的轧制过程带钢生产数据;所述轧制过程带钢生产数据包括各道次的带钢出入口厚度数据;
4、步骤2:对采集的轧制过程带钢生产数据按时间序列进行分组,得到多组时间序列数据;
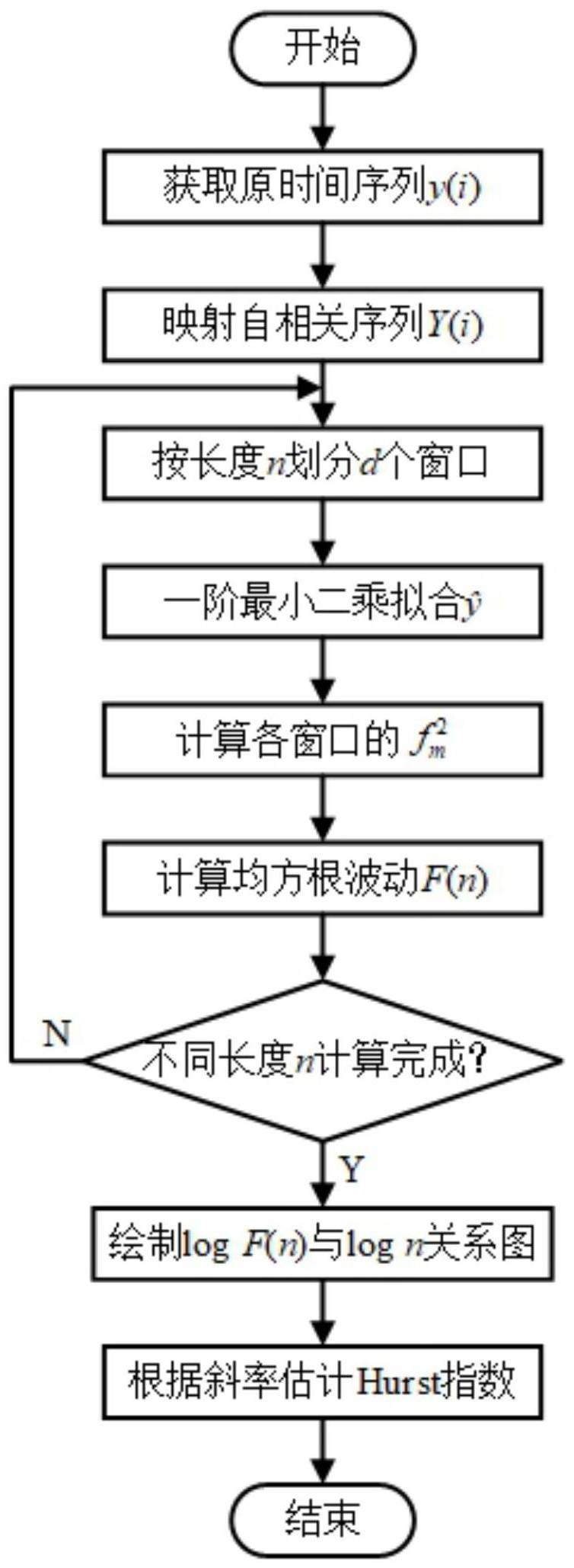
5、步骤3:使用去趋势波动分析算法对分组的轧制过程带钢生产数据进行处理求解带钢生产数据的hurst指数,具体计算步骤如下:
6、步骤3.1:确定各组时间序列的自相关序列y(j):利用原时间序列数据减去其平均值后,将原时间序列数据映射到其自相关序列,如下公式所示:
7、
8、其中,y(i)为第i组原时间序列数据,为第i组原时间序列数据的平均值,y(j)为第i组原时间序列数据的自相关序列,j为带钢生产数据的分组组数,n为采集的轧制过程带钢生产数据总数;
9、步骤3.2:在窗口长度n上对每组时间序列数据的自相关序列进行最小二乘曲线拟合;将自相关序列y(j)划分为d个长度为n的窗口,原窗口数据时间序列为ym(i),m=1,...,d,并对每个窗口内的数据进行一阶最小二乘拟合,得到每个窗口对应的最小二乘拟合曲线
10、步骤3.3:计算每个窗口时间序列ym(i)与其对应最小二乘拟合曲线的关系,作为计算该窗口的均方根波动函数的中间变量
11、
12、其中,ym(k)为原窗口数据时间序列,为ym(k)对应窗口内最小二乘拟合曲线;
13、步骤3.4:在窗口长度为n时计算该窗口的均方根波动函数f(n),如下公式所示:
14、
15、步骤3.5:在改变窗口长度n的条件下,重复步骤3.1~3.4,直至计算完窗口长度范围内的所有取值;其中,窗口长度n的范围选择应使计算logf(n)所得的散点近似于线性函数;
16、步骤3.6:以logn为横坐标,logf(n)为纵坐标,绘制双对数坐标图,通过最小二乘拟合双对数坐标散点并计算曲线的斜率,所得的斜率即为该组时间序列数据对应的hurst指数的估计值;
17、步骤3.7:将各组时间序列数据对应的hurst指数的估计值求平均值,即得到所有生产数据对应的hurst指数值;
18、步骤4:根据计算所得的hurst指数值,定义一个基于hurst指数的性能指标ηh,如下公式所示:
19、
20、由该性能指标对当前轧制过程控制系统性能进行评估,该指标值介于[0,1],且越趋向于1则说明当前控制系统性能等级越优秀。
21、采用上述技术方案所产生的有益效果在于:本发明提供的一种轧制过程控制系统性能评估方法,通过去趋势波动分析算法计算hurst指数,避免了最小方差方法中对被控对象数学模型的求解,有效衡量当前控制器的控制性能优劣。该方法不使用有关系统参数的任何先验知识,充分的利用轧制生产过程中的大量数据,实现轧制控制系统的性能评估,便于在生产过程中对当前控制器性能有更明确的判断。同时,本发明方法运行速度快、检模型依赖性低,计算精度高,计算量小,能够利用大量的生产过程数据进行计算求解,可直接在计算机上通过编程实现,且不需要成本上的投入,可以广泛推广到单机架冷轧生产中。
技术特征:
1.一种轧制过程控制系统性能评估方法,其特征在于:包括以下步骤:步骤1:采集包含正常生产过程的轧制过程带钢生产数据;
2.根据权利要求1所述的一种轧制过程控制系统性能评估方法,其特征在于:所述轧制过程带钢生产数据包括轧机各道次的带钢出入口厚度数据。
3.根据权利要求1所述的一种轧制过程控制系统性能评估方法,其特征在于:所述步骤3的具体方法为:
4.根据权利要求3所述的一种轧制过程控制系统性能评估方法,其特征在于:所述步骤3.1利用原时间序列数据减去其平均值后,将原时间序列数据映射到其自相关序列,如下公式所示:
5.根据权利要求4所述的一种轧制过程控制系统性能评估方法,其特征在于:所述步骤3.2将自相关序列y(j)划分为d个长度为n的窗口,原窗口数据时间序列为ym(i),m=1,...,d,并对每个窗口内的数据进行一阶最小二乘拟合,得到每个窗口对应的最小二乘拟合曲线
6.根据权利要求5所述的一种轧制过程控制系统性能评估方法,其特征在于:所述窗口长度n的范围选择应使计算logf(n)所得的散点近似于线性函数。
7.根据权利要求6所述的一种轧制过程控制系统性能评估方法,其特征在于:所述基于hurst指数的性能指标如下公式所示:
技术总结
本发明提供一种轧制过程控制系统性能评估方法,涉及轧制过程控制技术领域。该方法首先采集包含正常生产过程的轧制过程带钢生产数据;并对采集的轧制过程带钢生产数据按时间序列进行分组,得到多组时间序列数据;再使用去趋势波动分析算法对分组的轧制过程带钢生产数据进行处理求解带钢生产数据的Hurst指数;最后根据计算所得的Hurst指数值,定义一个基于Hurst指数的性能指标,由该性能指标对当前轧制过程控制系统性能进行评估。该方法不使用有关系统参数的任何先验知识,充分的利用轧制生产过程中的大量数据,实现轧制控制系统的性能评估,便于在生产过程中对当前控制器性能有更明确的判断。
技术研发人员:孙杰,李树,刘云霄,乔继柱,丁肇印,李梦琴,彭文,丁敬国,张殿华
受保护的技术使用者:东北大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!