关于多股纯铝扁线感应钎焊的焊接智能控制方法与流程
本发明涉及焊接加工的,特别涉及关于多股纯铝扁线感应钎焊的焊接智能控制方法。
背景技术:
1、钎焊是利用熔点比母材低的金属作为钎料,将钎料加热熔化后,利用液态状的钎料湿润母材,并填充接头间隙并与母材相互扩散,从而将焊件连接在一起。当完成钎焊操作后,液态状的钎料会逐渐冷却,实现与母材的固化连接。但是,受液态状的钎料自身对接头间隙填充完全与否以及自身冷却凝固快慢的影响,钎料所在的钎焊区域会不可避免出现裂纹,裂纹的多寡和分布位置会直接影响钎焊区域的机械强度。通常而言,裂纹越多或分布越广泛,钎焊区域的机械强度越差,此时需要对钎焊区域再次进行钎焊操作,以此消除原有的裂纹缺陷。现有技术通常是根据操作人员的钎焊经验和目测结果来判断是否需要继续进行钎焊,这不仅降低钎焊的质量,增加钎焊操作的工作量,并且还无法准确消除裂纹缺陷,降低钎焊的连接稳固性。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供关于多股纯铝扁线感应钎焊的焊接智能控制方法,其对完成当前钎焊操作的多股纯铝扁线的钎焊区域分别进行红外和可见光拍摄,分析得到的钎焊区域红外影像和可见光影像,生成关于钎焊区域的温度状态图谱和裂纹状态图谱,以此对钎焊区域的钎料温度分布和表面裂纹分布进行统一准确的标定;对温度状态图谱和裂纹状态图谱进行关联,确定钎焊区域中钎料温度和表面裂纹之间的关系,判断是否需要继续进行钎焊以消除原有的裂纹,同时还对继续进行钎焊的操作位置进行标定,保证后续准确对裂纹进行钎料填充和有效节省钎料用量;还分析继续进行钎焊操作的操作过程影像,以此调整钎焊操作的操作状态,确保继续进行的钎焊操作的可靠性,提高对多股纯铝扁线的钎焊质量。
2、本发明提供关于多股纯铝扁线感应钎焊的焊接智能控制方法,包括如下步骤:
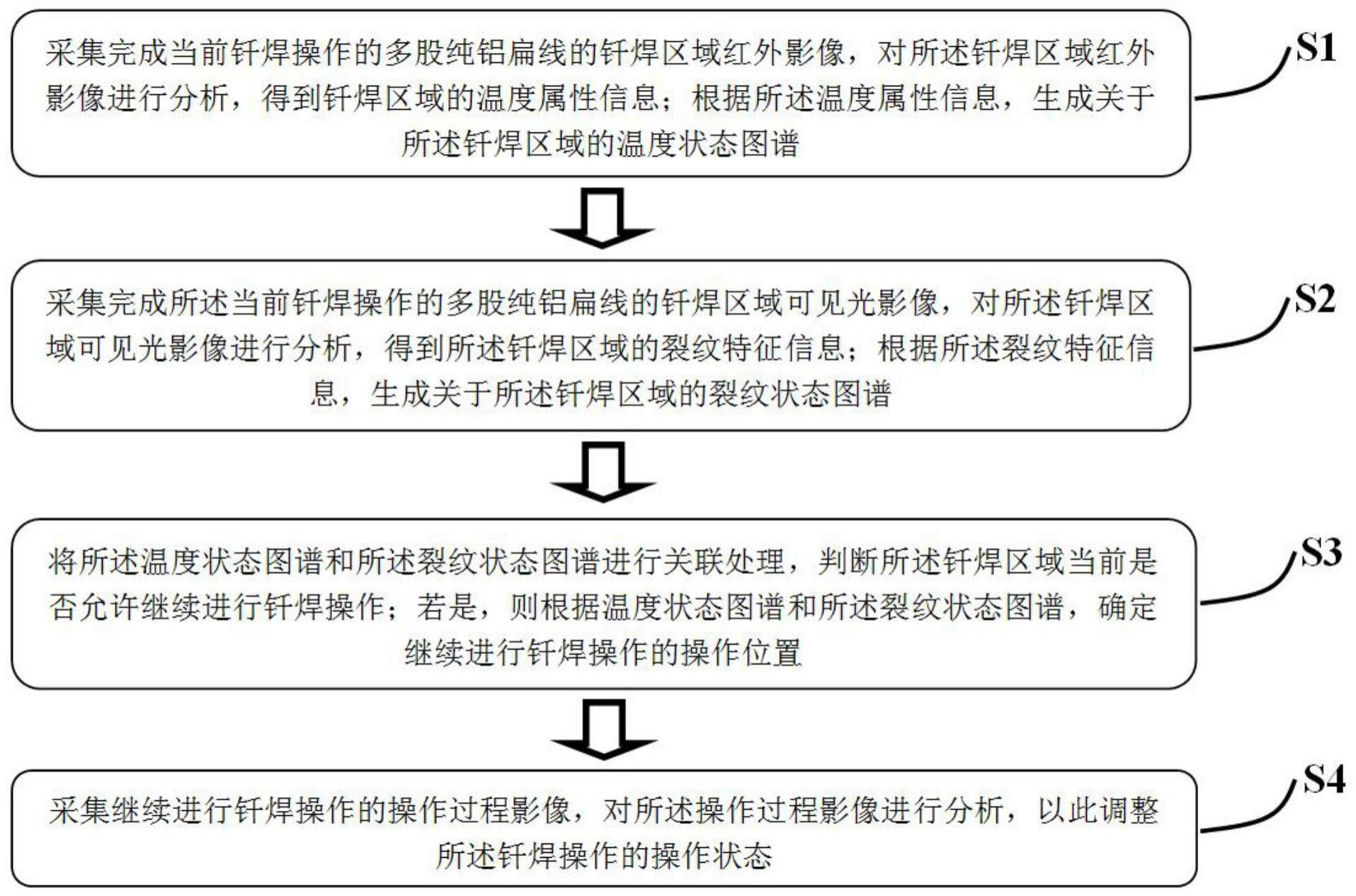
3、步骤s1,采集完成当前钎焊操作的多股纯铝扁线的钎焊区域红外影像,对所述钎焊区域红外影像进行分析,得到钎焊区域的温度属性信息;根据所述温度属性信息,生成关于所述钎焊区域的温度状态图谱;
4、步骤s2,采集完成所述当前钎焊操作的多股纯铝扁线的钎焊区域可见光影像,对所述钎焊区域可见光影像进行分析,得到所述钎焊区域的裂纹特征信息;根据所述裂纹特征信息,生成关于所述钎焊区域的裂纹状态图谱;
5、步骤s3,将所述温度状态图谱和所述裂纹状态图谱进行关联处理,判断所述钎焊区域当前是否允许继续进行钎焊操作;若是,则根据温度状态图谱和所述裂纹状态图谱,确定继续进行钎焊操作的操作位置;
6、步骤s4,采集继续进行钎焊操作的操作过程影像,对所述操作过程影像进行分析,以此调整所述钎焊操作的操作状态。
7、进一步,在所述步骤s1中,采集完成当前钎焊操作的多股纯铝扁线的钎焊区域红外影像,对所述钎焊区域红外影像进行分析,得到钎焊区域的温度属性信息,包括:
8、当多股纯铝扁线完成当前钎焊操作后,以当前钎焊操作形成的钎料覆盖范围为基准,在三维空间中标定对所述多股纯铝扁线进行红外拍摄的钎焊区域;对所述钎焊区域进行热红外成像,得到钎焊区域热红外影像;
9、对所述钎焊区域热红外影像进行分析,得到所述钎焊区域的温度场分布属性信息;其中,所述温度场分布属性信息包括所述钎焊区域表面的等温线分布信息。
10、进一步,在所述步骤s1中,根据所述温度属性信息,生成关于所述钎焊区域的温度状态图谱,包括:
11、将所述温度场分布属性信息包含的等温线分布信息映射到所述钎焊区域表面对应的平面坐标系中,得到所有等温线各自在所述钎焊区域表面的位置信息,并构建每个等温线的温度值与其对应位置信息之间的关联对照图谱,以此作为所述钎焊区域的温度状态图谱。
12、进一步,在所述步骤s2中,采集完成所述当前钎焊操作的多股纯铝扁线的钎焊区域可见光影像,对所述钎焊区域可见光影像进行分析,得到所述钎焊区域的裂纹特征信息,包括:
13、当多股纯铝扁线完成当前钎焊操作后,以当前钎焊操作形成的钎料覆盖范围为基准,在三维空间中标定对所述多股纯铝扁线进行可见光拍摄的钎焊区域;对所述钎焊区域进行可见光成像,得到钎焊区域可见光影像;
14、对所述钎焊区域可见光影像进行像素纹理识别处理,得到所述钎焊区域的裂纹特征信息;其中,所述裂纹特征信息包括所述钎焊表面的裂纹形状和尺寸信息。
15、进一步,在所述步骤s2中,根据所述裂纹特征信息,生成关于所述钎焊区域的裂纹状态图谱,包括:
16、将所述裂纹特征信息包含的裂纹形状和尺寸信息映射到所述钎焊区域表面对应的平面坐标系中,得到所有裂纹各自在所述钎焊区域表面的位置信息,并构建每个裂纹的形状和尺寸与其对应位置信息之间的关联对照图谱,以此作为所述钎焊区域的裂纹状态图谱。
17、进一步,在所述步骤s3中,将所述温度状态图谱和所述裂纹状态图谱进行关联处理,判断所述钎焊区域当前是否允许继续进行钎焊操作,包括:
18、将所述温度状态图谱和所述裂纹状态图谱同时映射到所述钎焊区域对应的表面空间,得到所述钎焊区域中相邻两个等温线之间的区域中裂纹的存在状态信息;其中,所述存在状态信息包括裂纹的总数量、裂纹所占总面积和裂纹分布密度;
19、根据所述存在状态信息,判断所述钎焊区域钎焊区域当前是否允许继续进行钎焊操作。
20、进一步,在所述步骤s3中,根据所述存在状态信息,判断所述钎焊区域钎焊区域当前是否允许继续进行钎焊操作,包括:
21、步骤s301,利用下面公式(1),根据所述存在状态信息中所述钎焊区域的裂纹的总数量、裂纹所占面积,得到所述钎焊区域的裂纹加权平均所占面积和裂纹最大所占面积,
22、
23、在上述公式(1)中,表示所述钎焊区域的裂纹加权平均所占面积;sm表示裂纹最大所占面积;s(i)表示所述存在状态信息中所述钎焊区域的第i个裂纹所占面积;l(i)表示所述存在状态信息中所述钎焊区域的第i个裂纹的裂纹长度;n表示所述所述存在状态信息中所述钎焊区域的裂纹的总数量;表示将i的值从1取值到n带入到括号内得到括号内到最大值;
24、步骤s302,利用下面公式(2),根据所述钎焊区域的裂纹加权平均所占面积和裂纹最大所占面积,得到所述钎焊区域的裂纹的权重最大所占面积,
25、
26、在上述公式(2)中,s0表示所述钎焊区域的裂纹的权重最大所占面积;
27、步骤s303,利用下面公式(3),根据所述钎焊区域的裂纹的权重所占面积以及所述钎焊区域的裂纹分布密度,判断所述钎焊区域钎焊区域当前是否允许继续进行钎焊操作,
28、
29、在上述公式(3)中,e表示所述钎焊区域钎焊区域当前是否允许继续进行钎焊操作的控制值;sz表示预设阈值面积值;ρz表示预设阈值密度值;ρ0表示所述钎焊区域的裂纹分布密度;f()表示判断函数,若括号内算式成立,则判断函数的函数值为1,若括号内的算式不成立,则判断函数的函数值为0;
30、若e=1,则控制所述钎焊区域钎焊区域当前允许继续进行钎焊操作;
31、若e=0,则控制所述钎焊区域钎焊区域当前不允许继续进行钎焊操作。
32、进一步,在所述步骤s3中,根据温度状态图谱和所述裂纹状态图谱,确定继续进行钎焊操作的操作位置,包括:
33、若所述钎焊区域钎焊区域当前允许继续进行钎焊操作,则从所述存在状态信息中提取所述钎焊区域中相邻两个等温线之间的区域的裂纹存在位置和所述相邻两个等温线之间的区域的温度值,确定继续进行钎焊操作的钎料填充位置和钎料加热温度。
34、进一步,在所述步骤s4中,采集继续进行钎焊操作的操作过程影像,对所述操作过程影像进行分析,以此调整所述钎焊操作的操作状态,包括:
35、采集继续进行钎焊操作的操作过程双目影像,根据所述操作过程双目影像,生成操作过程三维影像;
36、从所述操作过程三维影像中识别得到对钎料进行加热的加热设备与所述操作位置的相对位置关系,以此调整所述加热设备相对于所述操作位置的相对距离。
37、相比于现有技术,该关于多股纯铝扁线感应钎焊的焊接智能控制方法对完成当前钎焊操作的多股纯铝扁线的钎焊区域分别进行红外和可见光拍摄,分析得到的钎焊区域红外影像和可见光影像,生成关于钎焊区域的温度状态图谱和裂纹状态图谱,以此对钎焊区域的钎料温度分布和表面裂纹分布进行统一准确的标定;对温度状态图谱和裂纹状态图谱进行关联,确定钎焊区域中钎料温度和表面裂纹之间的关系,判断是否需要继续进行钎焊以消除原有的裂纹,同时还对继续进行钎焊的操作位置进行标定,保证后续准确对裂纹进行钎料填充和有效节省钎料用量;还分析继续进行钎焊操作的操作过程影像,以此调整钎焊操作的操作状态,确保继续进行的钎焊操作的可靠性,提高对多股纯铝扁线的钎焊质量。
38、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
39、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!