一种激光选区熔化技术的工艺参数确定方法及系统
本发明涉及增材制造领域的激光选区熔化,特别是涉及一种激光选区熔化技术的工艺参数确定方法及系统。
背景技术:
1、激光选区熔化技术是一种针对结构复杂金属部件的先进制造技术,它主要利用激光沿规划路径进行单点扫描,逐层铺粉,逐层重叠,实现金属结构的净成形,从而制造出高机械性能的零件,在航空航天及医药领域有着很高的应用前景。
2、激光选区熔化技术成形的金属零部件,是基于建模且设定好工艺参数的文件进行的智能化打印,所以工艺参数对于成形的金属零部件的力学性能而言,关联性是极高的。不适宜的工艺参数往往会产生各类组织缺陷或残余应力导致成品力学性能不佳。以往的工艺参数的优化选择,基本是通过人工经验或者相关计算公式推演得到的,这样的措施虽然对于试错的成本降低有着一定的帮助,但是推演的过程相对来说计算较为复杂,时间偏长。且部分依赖于人工已有的经验进行感性的判断,导致所能够确定的范围可信度难以令人满意。因此,实现较为精确地预测力学性能与工艺参数优化来得到高强度高塑性的金属零部件是当前亟需解决的技术问题。
技术实现思路
1、本发明的目的是提供一种激光选区熔化技术的工艺参数确定方法及系统,可精确确定激光选区熔化技术的工艺参数,以使金属零部件的力学性能更加符合需求。
2、为实现上述目的,本发明提供了如下方案:
3、一种激光选区熔化技术的工艺参数确定方法,包括:
4、获取初始数据集,所述初始数据集包括多组样本;所述样本包括激光选区熔化技术的一组工艺参数以及在所述工艺参数下的金属零部件的一组力学性能;一组工艺参数包括粉末粒径、光斑尺寸、激光功率、扫描速度、扫描间距和层厚;一组力学性能包括极限抗拉强度、屈服强度、硬度、疲劳寿命和延伸率;
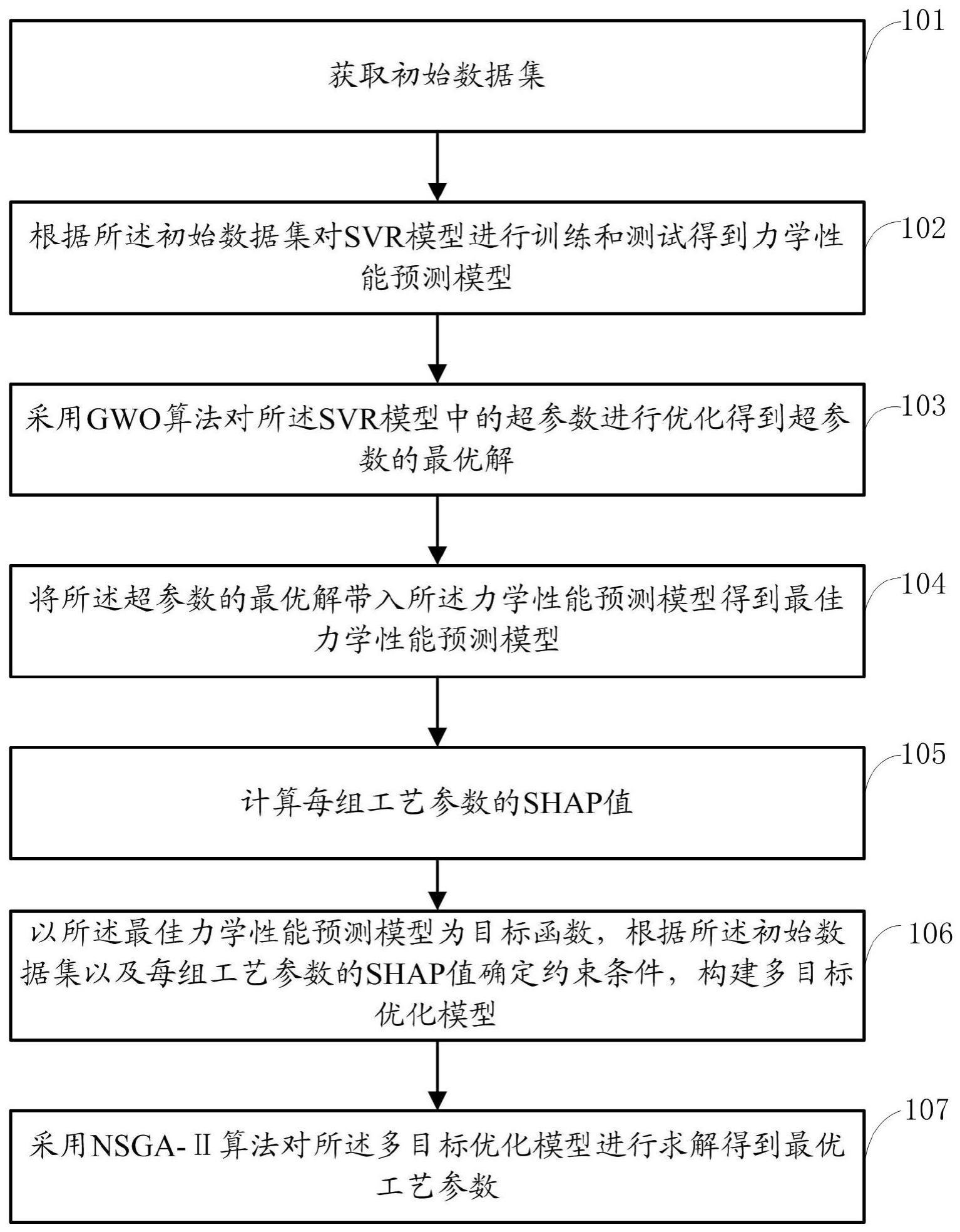
5、根据所述初始数据集对svr模型进行训练和测试得到力学性能预测模型;
6、采用gwo算法对所述svr模型中的超参数进行优化得到超参数的最优解;所述超参数包括惩罚系数、损失系数和核函数;
7、将所述超参数的最优解带入所述力学性能预测模型得到最佳力学性能预测模型;
8、计算每组工艺参数的shap值;
9、以所述最佳力学性能预测模型为目标函数,根据所述初始数据集以及每组工艺参数的shap值确定约束条件,构建多目标优化模型;
10、采用nsga-ⅱ算法对所述多目标优化模型进行求解得到最优工艺参数。
11、可选的,所述根据所述初始数据集对svr模型进行训练和测试得到力学性能预测模型,具体包括:
12、对所述初始数据集进行异常值检测,得到异常值;
13、将所述异常值从所述初始数据集中剔除得到筛选数据集;
14、对所述筛选数据集中的数据进行数据标准化处理得到处理后的数据集;
15、将所述处理后的数据集按照设定比例分为训练集和测试集;
16、采用所述训练集对所述svr模型进行训练得到训练后的svr模型;
17、采用测试集对所述训练后的svr模型进行测试得到力学性能预测模型。
18、可选的,所述采用nsga-ⅱ算法对所述多目标优化模型进行求解得到最优工艺参数,具体包括:
19、在当前迭代次数下,对当前迭代次数下的父代种群进行交叉、变异和选择操作得到当前迭代次数下的子代种群;初始的父代种群为根据所述多目标优化模型得到的一组工艺参数值;初始的子代种群为对所述初始的父代种群进行快速非支配排序以及交叉、变异和选择操作得到的;
20、将当前迭代次数下的父代种群和当前迭代次数下的子代种群进行合并得到当前迭代次数下的合并种群;
21、对所述当前迭代次数下的合并种群进行快速非支配排序、拥挤度计算以及精英策略选择得到下一迭代次数下的父代种群;
22、判断是否满足终止条件;
23、若不满足,则更新迭代次数进入下次迭代;
24、若满足,则将所述下一迭代次数下的父代种群确定最优工艺参数。
25、可选的,所述对所述当前迭代次数下的合并种群进行快速非支配排序、拥挤度计算以及精英策略选择得到下一迭代次数下的父代种群,具体包括:
26、对所述当前迭代次数下的合并种群进行快速非支配排序得到非支配集;
27、将所述非支配集中的元素按照从大到小的顺序排列得到排序非支配集;
28、将所述排序非支配集中的第一个元素加入所述当前迭代次数下的父代种群,得到当前迭代次数下的新种群并更新排序非支配集;
29、判断当前迭代次数下的新种群的元素是否达到设定值;
30、若达到设定值,则对排序非支配集进拥挤度计算,根据拥挤度对当前迭代次数下的新种群进行更新得到下一迭代次数下的父代种群;
31、若没有达到设定值,则根据所述排序非支配集对所述当前迭代次数下的新种群进行更新得到下一迭代次数下的父代种群。
32、一种激光选区熔化技术的工艺参数确定系统,包括:
33、获取模块,用于获取初始数据集,所述初始数据集包括多组样本;所述样本包括激光选区熔化技术的一组工艺参数以及在所述工艺参数下的金属零部件的一组力学性能;一组工艺参数包括粉末粒径、光斑尺寸、激光功率、扫描速度、扫描间距和层厚;一组力学性能包括极限抗拉强度、屈服强度、硬度、疲劳寿命和延伸率;
34、svr模型训练模块,用于根据所述初始数据集对svr模型进行训练和测试得到力学性能预测模型;
35、超参数最优解计算模块,用于采用gwo算法对所述svr模型中的超参数进行优化得到超参数的最优解;所述超参数包括惩罚系数、损失系数和核函数;
36、最佳力学性能预测模型确定模块,用于将所述超参数的最优解带入所述力学性能预测模型得到最佳力学性能预测模型;
37、shap值计算模块,用于计算每组工艺参数的shap值;
38、多目标优化模型构建模块,用于以所述最佳力学性能预测模型为目标函数,根据所述初始数据集以及每组工艺参数的shap值确定约束条件,构建多目标优化模型;
39、最优工艺参数计算模块,用于采用nsga-ⅱ算法对所述多目标优化模型进行求解得到最优工艺参数。
40、可选的,所述svr模型训练模块,具体包括:
41、异常值计算单元,用于对所述初始数据集进行异常值检测,得到异常值;
42、剔除单元,用于将所述异常值从所述初始数据集中剔除得到筛选数据集;
43、标准化处理单元,用于对所述筛选数据集中的数据进行数据标准化处理得到处理后的数据集;
44、划分单元,用于将所述处理后的数据集按照设定比例分为训练集和测试集;
45、训练单元,用于采用所述训练集对所述svr模型进行训练得到训练后的svr模型;
46、测试单元,用于采用测试集对所述训练后的svr模型进行测试得到力学性能预测模型。
47、可选的,所述最优工艺参数计算模块,具体包括:
48、子代种群计算单元,用于在当前迭代次数下,对当前迭代次数下的父代种群进行交叉、变异和选择操作得到当前迭代次数下的子代种群;初始的父代种群为根据所述多目标优化模型得到的一组工艺参数值;初始的子代种群为对所述初始的父代种群进行快速非支配排序以及交叉、变异和选择操作得到的;
49、合并种群计算单元,用于将当前迭代次数下的父代种群和当前迭代次数下的子代种群进行合并得到当前迭代次数下的合并种群;
50、父代种群更新单元,用于对所述当前迭代次数下的合并种群进行快速非支配排序、拥挤度计算以及精英策略选择得到下一迭代次数下的父代种群;
51、判断单元,用于判断是否满足迭代停止条件;
52、更新迭代单元,用于若不满足,则更新迭代次数进入下次迭代;
53、最优工艺参数确定单元,用于若满足,则将所述下一迭代次数下的父代种群确定最优工艺参数。
54、可选的,所述父代种群更新单元,具体包括:
55、快速非支配排序子单元,用于对所述当前迭代次数下的合并种群进行快速非支配排序得到非支配集;
56、排序子单元,用于将所述非支配集中的元素按照从大到小的顺序排列得到排序非支配集;
57、更新子单元,用于将所述排序非支配集中的第一个元素加入所述当前迭代次数下的父代种群,得到当前迭代次数下的新种群并更新排序非支配集;
58、判断子单元,用于判断当前迭代次数下的新种群的元素是否达到设定值;
59、拥挤度计算子单元,用于若达到设定值,则对排序非支配集进拥挤度计算,根据拥挤度对当前迭代次数下的新种群进行更新得到下一迭代次数下的父代种群;
60、父代种群更新子单元,用于若没有达到设定值,则根据所述排序非支配集对所述当前迭代次数下的新种群进行更新得到下一迭代次数下的父代种群。
61、根据本发明提供的具体实施例,本发明公开了以下技术效果:
62、本发明通过采用svr算法构建力学性能预测模型,采用gwo算法对力学性能预测模型的超参数进行优化得到最佳力学性能预测模型,采用nsga-ⅱ算法对最佳力学性能预测模型进行求解得到最优工艺参数,相比现有基于人工经验或者相关计算公式推演得到工艺参数相比,得到的工艺参数更加精确。
- 还没有人留言评论。精彩留言会获得点赞!