一种加热段带钢温度计测量偏差评价方法及装置与流程
本技术涉及带钢生产,具体而言,涉及一种加热段带钢温度计测量偏差评价方法、一种加热段带钢温度计测量偏差评价装置、一种计算机可读存储介质以及一种电子设备。
背景技术:
1、冷轧立式退火炉主要是通过一定的工艺路线,达到消除钢的加工硬化,恢复钢的塑性变形能力以及改善组织性能的目的。
2、常规的立式退火炉工艺路线如下:
3、1)在加热段将带钢加热至a1温度线附近;受加热段出口温度高低的影响,碳化物部分或者完全溶解;
4、2)利用均热段将带钢在此温度下保温1~2分钟,进行回复再结晶。
5、3)通过缓冷段,将带钢缓慢冷却时680℃附近进行奥氏体碳富集;
6、4)利用快冷段将带钢快速冷却至一定温度,进行组织调控;
7、5)随后进入过时效段,进行组织调控。
8、在退火炉每一个炉段(如加热段、均热段、缓冷段等)的出口均配置了温度计用于测量带钢温度,温度计测量精度直接影响着带钢热处理后的性能。
9、温度计的测量角度,镜片的洁净度都会影响着温度测量的准确性,由于退火炉是个黑匣子,正常生产时,无法对角度进行标定或者镜片进行清理,一旦因温度计检测出现异常,往往不能及时发现。为此,需要开发加热段温度计测量准确度评估系统,旨在对加热段温度计测量偏差进行定量的评价。
技术实现思路
1、本技术的实施例提供了一种加热段带钢温度计测量偏差评价方法、一种加热段带钢温度计测量偏差评价装置、一种计算机可读存储介质以及一种电子设备,本技术通过带钢在加热段的温度测量偏差、带钢在加热段的温度测量偏差和带钢在均热段的温度测量偏差求得加热段出口温度计测量偏差,解决了温度计偏差难以调整的问题。
2、本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
3、根据本技术实施例的第一方面,提供了一种加热段带钢温度计测量偏差评价方法,包括:
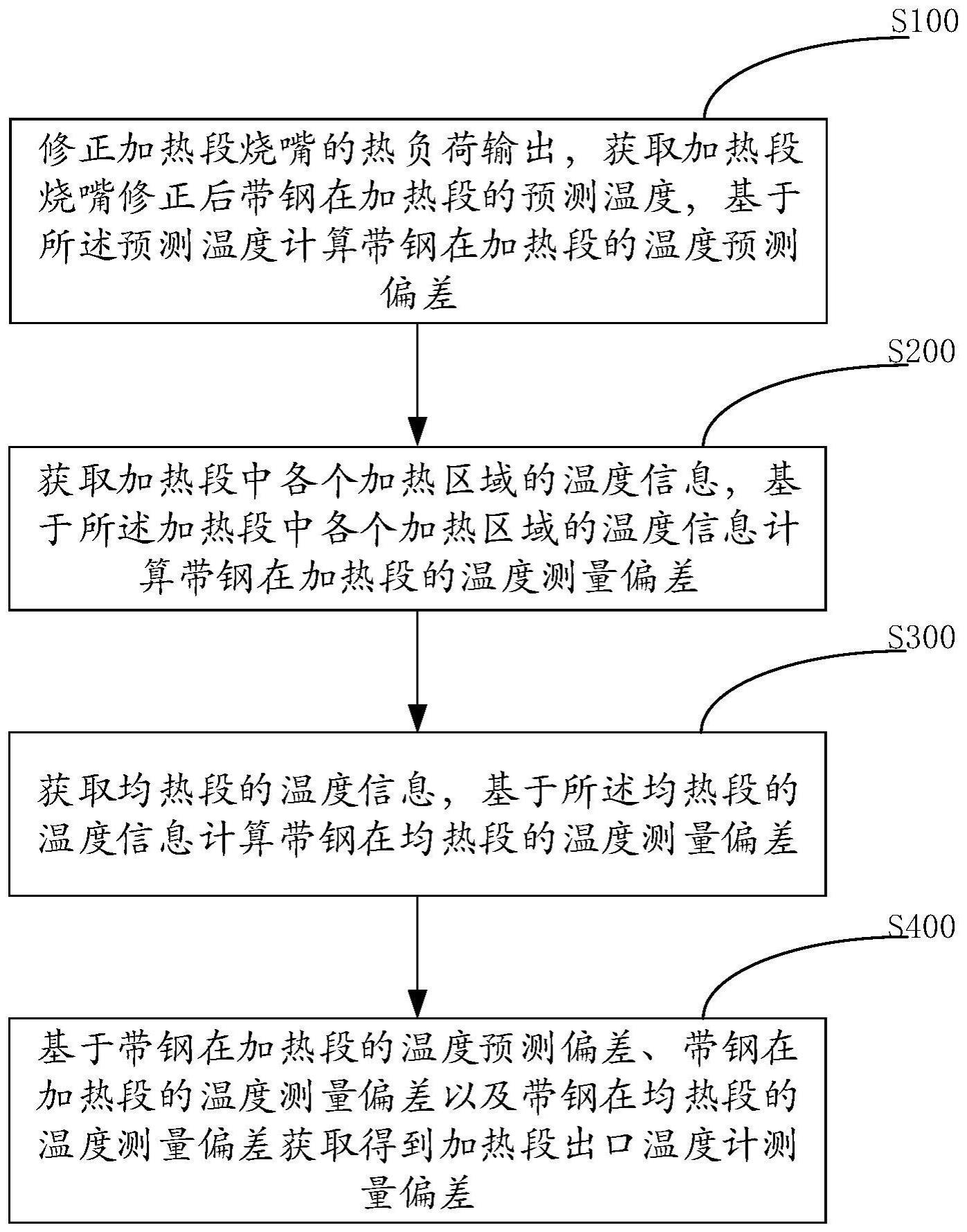
4、修正加热段烧嘴的热负荷输出,获取加热段烧嘴修正后带钢在加热段的预测温度,基于所述预测温度计算带钢在加热段的温度预测偏差;
5、获取加热段中各个加热区域的温度信息,基于所述加热段中各个加热区域的温度信息计算带钢在加热段的温度测量偏差;
6、获取均热段的温度信息,基于所述均热段的温度信息计算带钢在均热段的温度测量偏差;
7、基于带钢在加热段的温度预测偏差、带钢在加热段的温度测量偏差以及带钢在均热段的温度测量偏差获取得到加热段出口温度计测量偏差。
8、在本技术的一些实施例中,基于前述方案,所述修正加热段烧嘴的热负荷输出,获取加热段烧嘴修正后带钢在加热段的预测温度,包括:
9、基于加热段中损坏的烧嘴数量修正加热段烧嘴的热负荷输出;
10、基于修正后的加热段烧嘴的热负荷输出,利用公式(1)计算得到带钢在修正后的加热段的预测温度;
11、
12、公式(1)中,striptrtf_corr为带钢在修正后的加热段的预测温度;phd_corr为修正后的加热段烧嘴的热负荷输出;wref为退火炉设计基准宽度;vfhl为退火炉设计最大速度;wf是带钢宽度;thkf是带钢厚度;vf是带钢在退火炉内实际运行速度;aref为基准厚度随退火温度变化速率;bref为带钢基准厚度。
13、在本技术的一些实施例中,基于前述方案,所述基于加热段中损坏的烧嘴数量修正加热段烧嘴的热负荷输出,包括:
14、获取加热段中损坏的烧嘴数量;
15、基于损坏的烧嘴数量,利用公式(2)修正加热段烧嘴的热负荷输出;
16、
17、公式(2)中,phd_corr为修正后的加热段烧嘴的热负荷输出;wj为第j列烧嘴总功率;pj为第j列热负荷输出;nburn_j为第j列烧嘴数量;nng_burn_j为第j列故障烧嘴数量,j为烧嘴列数。
18、在本技术的一些实施例中,基于前述方案,所述基于所述预测温度计算带钢在加热段的温度预测偏差,包括:
19、获取带钢在加热段的温度测量值;
20、基于带钢在加热段的温度测量值,利用公式(3)计算带钢在加热段的温度预测偏差;
21、difstript_rtf=striptrtf_cor―striptrtf_pv; (3)
22、公式(3)中,difstript_rtf为带钢在加热段的温度预测偏差;striptrtf_corr为带钢在修正后的加热段的预测温度;striptrtf_pv为带钢在加热段的温度测量值。
23、在本技术的一些实施例中,基于前述方案,所述获取加热段中各个加热区域的温度信息,基于所述加热段中各个加热区域的温度信息计算带钢在加热段的温度测量偏差,包括:
24、获取加热段中各个加热区域的温度设定值的平均值以及温度测量值的平均值;
25、基于加热段中各个加热区域的温度设定值的平均值以及温度测量值的平均值,利用公式(4)计算带钢在加热段的温度测量偏差;
26、
27、公式(4)中,difzonet_rtf为带钢在加热段的温度测量偏差;zonetsp为加热段每一个加热区域温度设定值的平均值;zonetpv为加热段每一个加热区域温度测量值的平均值;striptrtf_pv为带钢在加热段的温度测量值。
28、在本技术的一些实施例中,基于前述方案,所述获取均热段的温度信息,基于所述均热段的温度信息计算带钢在均热段的温度测量偏差,包括:
29、获取带钢在均热段的温度测量值,基于带钢在均热段的温度测量值,利用公式(5)计算得到带钢在均热段的温度测量偏差;
30、difzonet_sf=zonetsf_pv―striptrtf_pv; (5)
31、公式(5)中,difzonet_sf为带钢在均热段的温度测量偏差;zonetsf_pv为均热段的温度测量值;striptrtf_pv为带钢在加热段的温度测量值。
32、在本技术的一些实施例中,基于前述方案,所述基于带钢在加热段的温度预测偏差、带钢在加热段的温度测量偏差以及带钢在均热段的温度测量偏差获取得到加热段出口温度计测量偏差,包括:
33、基于带钢在加热段的温度预测偏差、带钢在加热段的温度测量偏差以及带钢在均热段的温度测量偏差,利用公式(6)计算得到加热段出口温度计测量偏差;
34、
35、公式(6)中,difrtf_py为加热段出口温度计测量偏差;difstript_rtf为带钢在加热段的温度预测偏差;difzonet_rtf为带钢在加热段的温度测量偏差;difzonet_sf为带钢在均热段的温度测量偏差;kstript_rtf为带钢在加热段的温度预测偏差占加热段出口温度计测量偏差的权重比例;kzonet_rtf为带钢在加热段的温度测量偏差占加热段出口温度计测量偏差的权重比例;kzonet_sf为带钢在均热段的温度测量偏差占加热段出口温度计测量偏差的权重比例。
36、根据本技术实施例的第二方面,提供了一种加热段带钢温度计测量偏差评价装置,包括:
37、第一偏差计算单元,用于修正加热段烧嘴的热负荷输出,获取加热段烧嘴修正后带钢在加热段的预测温度,并基于所述预测温度计算带钢在加热段的温度预测偏差;
38、第二偏差计算单元,用于获取加热段中各个加热区域的温度信息,并基于所述加热段中各个加热区域的温度信息计算带钢在加热段的温度测量偏差;
39、第三偏差计算单元,用于获取均热段的温度信息,并基于所述均热段的温度信息计算带钢在均热段的温度测量偏差;
40、第四偏差计算单元,用于基于带钢在加热段的温度预测偏差、带钢在加热段的温度测量偏差以及带钢在均热段的温度测量偏差获取得到加热段出口温度计测量偏差。
41、根据本技术实施例的第三方面,提供了一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机指令,所述计算机指令在计算机上运行时,使得所述计算机执行上述第一方面所述的方法。
42、根据本技术实施例的第四方面,提供了一种电子设备,包括存储器和处理器;
43、所述存储器,用于存储指令;
44、所述处理器,用于调用所述存储器中的指令,使得所述电子设备执行上述第一方面所述的方法。
45、本技术的技术方案,利用带钢在加热段的温度预测偏差、带钢在加热段的温度测量偏差和带钢在均热段的温度测量偏差这三个偏差计算得到加热段出口温度计测量偏差,解决了加热段带钢温度计测量准度难以评价的问题。
46、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!