一种钣金产品压死边检查的方法与流程
本发明涉及计算机计算与校准领域,尤其涉及一种钣金产品压死边检查的方法。
背景技术:
1、在钣金产品设计制造过程中,根据钣金产品设计规范,钣金产品的压死边,是指钣金工件折弯时,是先把工件折弯成30-35°的锐角,然后再利用压平模具贴平工件压实,看上去就是折出了双层一样的形状,压死边是很常见的一种操作,又称反折压平或钣金褶边。
2、当工程师做产品设计,按产品要求设计零件或产品修改时,有可能压死边长度预留不够,或材料无法做压死边,会引发钣金边缘的强度不够,环边后钣金边很粗糙,有毛刺,需要打磨处理,这样就无法保证加工尺寸和零件质量。且目前压死边的长度都是人工测量识别,零件材料和长度判断也是人工判断,工程师设计主动检查,没有检查压死边长度是否符合设计规范的检查,也有可能设计失误,造成钣金产品压死边无法加工,钣金边缘利手,不圆滑等现象,产品设计人员对钣金产品设计规范不熟悉情况下,导致生产异常,返回设计修改,占用大量的生产时间,影响产品生产进度。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种钣金产品压死边检查的方法。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种钣金产品压死边检查的方法,基于三维设计软件,所述三维设计软件包括入口函数接口和出口函数接口,还包括钣金压死边检查函数;
4、所述三维设计软件三维设计软件是一种用于创建和编辑三维模型的应用程序,包括solidworks、creo、wit 3d;
5、所述入口函数接口和出口函数接口是三维设计软件提供的开发接口,用于与用户开发撰写的函数对接;
6、所述钣金压死边检查函数是用户自定义的、用于执行钣金压死边检查的唯一函数;
7、具体包括以下步骤:
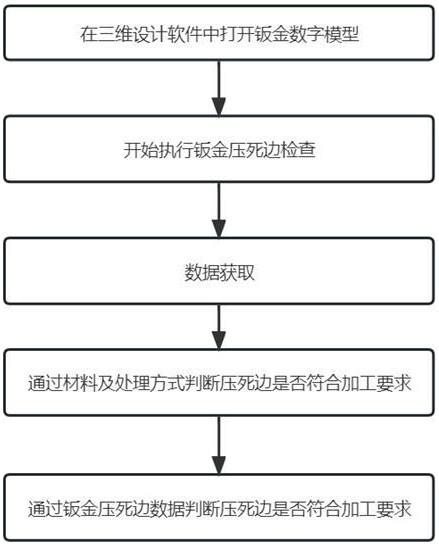
8、s1:在三维设计软件中打开钣金数字模型;
9、所述钣金数字模型是工程师设计产品的数字模型,所述钣金数字模型包括实体模型和钣金模型,所述钣金模型具备同一零件厚度一致的特性;
10、s2:开始执行钣金压死边检查:
11、钣金压死边检查通过三维设计软件入口函数,出口函数与钣金压死边检查函数关联;
12、钣金压死边,是指钣金钣金褶边形式边缘;钣金压死边检查是指检查当前钣金模型的设计是否符合压死边设计标准;
13、执行钣金压死边检查包括:获取模型的材料,获取模型的表面处理方式;遍历钣金模型的面,遍历钣金面的边,获取边的数据,通过算法查找压死边,计算压死边的最小长度,判断压死边最小长度是否符合要求;
14、s3:数据获取:包括获取钣金材料及处理数据,钣金边缘的基础数据,钣金压死边数据:
15、所述钣金压死边数据,包括钣金压死边长度,间隙,圆角大小;钣金边缘的基础数据,包括钣金厚度,直边的端点,圆弧边圆心点,起始点,终止点,圆弧半径;
16、s4:通过材料及处理方式判断压死边是否符合加工要求:
17、对钣金材料及处理数据进行判断,钣金材料及处理数据符合要求的则转下一步骤,否则不能够做压死边设计;
18、s5:通过钣金压死边数据判断压死边是否符合加工要求:
19、将钣金压死边数据通过钣金压死边检查函数进行检查:设压死边的最小长度为l,钣金厚度为t,压死边必须满足公式l≥5*t,符合所述钣金压死边检查函数计算结果的能做压死边设计,不符合钣金压死边检查函数计算结果的则不能做压死边设计。
20、进一步的,在s4中,通过材料及处理方式判断压死边是否符合加工要求,所述钣金材料及处理数据检查结果为冷镀锌板、表面处理方式为电镀的,不能够做压死边设计。
21、进一步的,步骤s3,获取钣金压死边数据包括以下子步骤:
22、s31:通过三维设计软件提供的api遍历钣金模型所有的实体面,得到实体面的唯一标识id,并获取钣金的厚度t;
23、所述api为application programming interface,简称:api,称为应用编程接口,是软件系统不同组成部分衔接的约定;
24、所述实体面的唯一标识id,是指每一个实体面对应的id号,所述实体面的唯一标识id在当前钣金模型中具有唯一性;
25、s32:通过三维设计软件提供的api循环钣金模型所有实体面,并获取到实体面的类型,包括平面,圆柱面;
26、收集获取的圆柱面,通过三维设计软件提供的api获取面属性,包括钣金面,钣金侧面;
27、s33:通过三维设计软件提供的api获取所有实体边,获得实体边的唯一标识id,并获取到实体边的类型,包括直边,圆弧边;
28、所述实体边的唯一标识id,是指每一个实体边对应的id号,所述实体边的唯一标识id在当前钣金模型中具有唯一性;
29、通过三维设计软件提供的api获取边属性,包括直边得到两个端点坐标、圆弧边得到圆弧中心点坐标、圆弧起始点坐标、圆弧终止点坐标、圆弧中点坐标;
30、s34:通过三维设计软件提供的api循环圆柱面,根据面的类型,筛选并判定钣金面:
31、遍历圆柱面,得到两个直边,两个圆弧边,设一个圆弧的圆心坐标为p(xp,yp,zp),设圆弧起始点为e1(x1,y1,z1),终止点为e2(x2,y2,z2),圆弧中点为m,连接e1p,得到线段e1p,连接e2p,得到线段e2p,根据向量公式:
32、,,
33、设向量夹角为θ,计算余弦向量角度公式计算向量夹角公式,
34、,
35、求解:
36、,
37、得到向量夹角θ,同理,计算圆柱面另一个圆弧端点到圆心的夹角,当两个圆弧的夹角都为180度时,判定筛选出的边为压死边;
38、s35:连接圆弧中点和圆心,得到线段mp, 通过三维设计软件提供的api获取钣金面相邻的面,循环相邻面,遍历相邻面的边,通过三维设计软件提供的api获取边的端点,收集边点到集合中,循环点集合,根据点投影到线的公式,设相邻面的边端点为a点,设a点到线段mp的垂足点c(xc,yc,zc),先计算向量:
39、,
40、,
41、,
42、由向量垂直关系;得到如下公式:
43、 (公式1)
44、点c在线段mp上,根据向量共线与共线得到
45、(公式2),
46、由公式2得
47、(公式3),
48、将公式3代入到公式1,解算出k:
49、(公式4),
50、最后将k代入公式3,解答得垂足点c点,根据距离公式,判断圆心点p到垂足点c点的距离:
51、,
52、同理可得到相邻面上所有端点到圆心的距离,循环找到一个相邻面的最大距离,设最大距离为dmax1,根据上述方法,找到圆柱面另一个相邻面,同时计算相邻面的点投影到pm线段上,再计算投影点到圆心的距离,循环找到最大距离,设最大距离为dmax2。
53、进一步的,在s5步骤中,判断最大距离dmax1和dmax2必须同时满足dmax1≥5*t和dmax2≥5*t,t为钣金的厚度,压死边满足钣金设计规范。
54、与现有技术相比,本发明的有益效果为:简化了工程师的操作,在三维设计软件上自动分析钣金压死边,并计算压死边长度,不用人工分析模型,一张图纸花几秒钟就可以得到压死边是否满足要求。解决了钣金压死边检查的工作,避免零件生产时可能遇到的加工问题,让设计工程师能设计出符合加工要求的产品,提升了工程师的设计质量。
- 还没有人留言评论。精彩留言会获得点赞!