一种流水线生产流程控制方法和装置与流程
本发明涉及智能流水线生产,特别是涉及一种流水线生产流程控制方法和装置。
背景技术:
1、随着计算机技术、互联网技术、人工智能技术等的不断进步,信息化技术在各个领域得到了广泛应用,已经成为推动社会发展和经济增长的重要力量。同时,由于信息化技术的普及和应用,人们对信息处理和管理的需求越来越高,因此出现了信息系统,以满足人们对信息化处理的高效、精准、的要求。信息系统可以自主学习、自主决策和自主优化,在数据处理、信息分析、决策支持等方面具有突出的优势和应用价值。在工业、商业、医疗、教育、政务等各个领域,信息系统都有着广泛的应用,能够提高工作效率、降低管理成本、优化资源配置、提升服务质量等,为经济社会的可持续发展做出了重要贡献。
2、现有的很多企业采取的是流水线操作,在传统的流水线操作过程中,员工将产品按照顺序码放到物料箱内。为了节省物料箱的投入成本,以及加快物料箱堆满的速度,进而能迅速的将堆满产品的物料箱传输给下一个工序的员工,通常会采取两个员工共用一个物料箱的情况。当对员工进行工作量计算时,由于每两个员工共用一个物料箱进行产品的码放,需要班组长或其它统计员工人为统计每个员工的工作量,极易出现员工工作量计算失误的问题;除此之外,由于大部分产品的生产工序繁多,并且,实施每一道工序的位置通常不同,进而需要移动物料箱或物料箱内的产品继续后续的工序,当产品出现质量问题后,很难追溯到员工个人,进而很难对员工的生产质量进行把控。
3、鉴于此,克服该现有技术所存在的缺陷是本技术领域亟待解决的问题。
技术实现思路
1、本发明要解决的技术问题是如何解决现有流水线生产中出现共用物料箱所造成员工工作量很难精准计算,以及在工序繁多的产品中,由于员工共用物料箱所造成产品难以溯源的问题。
2、本发明采用如下技术方案:
3、第一方面,本发明提供了一种流水线生产控制方法,包括:
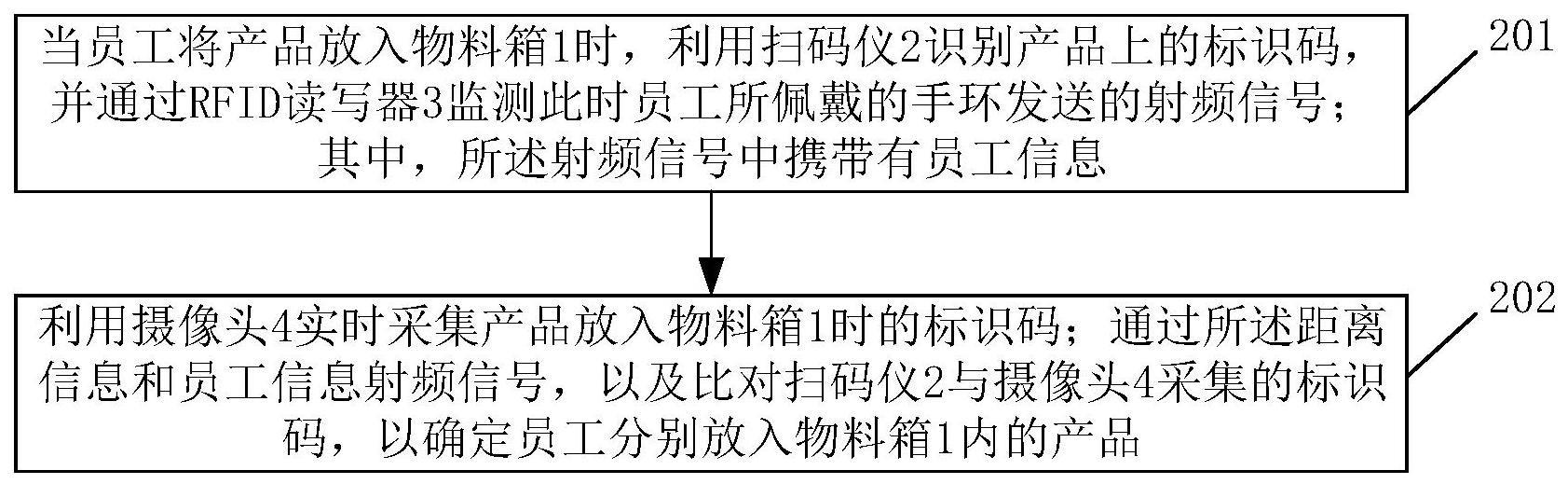
4、当员工将产品放入物料箱时,利用扫码仪识别产品上的标识码,并通过rfid读写器监测此时员工所佩戴的手环发送的射频信号;其中,所述射频信号中携带有员工信息;
5、利用摄像头实时采集产品放入物料箱时的标识码;
6、通过所述射频信号、员工信息和产品上的标识码,以及比对扫码仪与摄像头采集的标识码,以确定员工分别放入物料箱内的产品。
7、优选的,所述当员工将产品放入物料箱之前,还包括:
8、在产品上设置对应的标识码;
9、在靠近员工的物料箱一面上设置rfid读写器和扫码仪。
10、优选的,还包括根据所述手环发送的射频信号,执行相应的操作,具体包括:
11、实时监测所述手环发送的射频信号,获取相邻射频信号之间的时间间隔;
12、若一直未监测到手环发送的射频信号,则生成并发送员工离岗信息至管理人员,以提示管理人员对空缺岗位进行补充;
13、若所述时间间隔大于第一预设值,则生成并发送员工岗位异常情况,并提示管理人员对员工的工作情况进行查看;
14、若所述时间间隔不大于第一预设值,则监测员工所佩戴的手环发送的射频信号。
15、优选的,所述摄像头包括第一摄像头和第二摄像头,所述利用摄像头实时采集产品放入物料箱时的标识码,具体包括:
16、将第一滑轨和第二滑轨分别设置在物料箱对侧面的内壁上,并将第一摄像头设置在第一滑轨上,将第二摄像头设置在第二滑轨上;
17、通过第一摄像头和第二摄像头实时监测物料箱的内部情况,当监测到员工将产品放入物料箱时,通过第一滑轨和第二滑轨调节第一摄像头和第二摄像头跟随员工将产品放入物料箱的位置,识别产品上的标识码。
18、优选的,当存在第一员工和第二员工同时将产品放入物料箱的不同位置时,还包括利用第一摄像头和第二摄像头分别获取第一员工和第二员工将产品存放在物料箱的位置,具体包括:
19、在物料箱内部设置参考标识,并通过第一摄像头和第二摄像头实时监测物料箱的内部情况;
20、当监测到第一员工将产品放入物料箱时,通过第一滑轨调节第一摄像头和/或第二滑轨调节第二摄像头跟随第一员工监测产品放入物料箱的位置,并通过所述参考标识确定第一员工将产品存放在物料箱的具体位置;
21、当监测到第二员工将产品放入物料箱时,通过第一滑轨调节第一摄像头和/或第二滑轨调节第二摄像头跟随第一员工监测产品放入物料箱的位置,并通过所述参考标识确定第二员工将产品存放在物料箱的具体位置。
22、优选的,所述通过所述射频信号,以及比对扫码仪与摄像头采集的标识码,以确定员工分别放入物料箱内的产品,具体包括:
23、通过所述射频信号、员工信息和产品上的标识码,获取执行将产品放入物料箱的员工,以及所述员工执行放入物料箱的产品;
24、比对扫码仪与摄像头采集的标识码是否一致;
25、若扫码仪与摄像头采集的标识码一致,则判定所述员工将所述产品放入物料箱内;
26、若扫码仪与摄像头采集的标识码不一致,则判定所述员工未将所述产品放入物料箱内。
27、第二方面,本发明还提出了一种流水线生产控制装置,所述装置适用于第一方面的流水线生产控制方法,所述装置包括物料箱、扫码仪、rfid读写器和摄像头;
28、所述扫码仪和所述rfid读写器分别设置在所述物料箱的外侧面上,并且,所述扫码仪与所述rfid读写器临近设置;
29、所述摄像头设置在所述物料箱的内侧壁上,以便于识别产品,以及确定产品放入物料箱的位置。
30、优选的,所述摄像头包括第一摄像头和第二摄像头,所述物料箱对侧面的内壁上分别设置有第一滑轨和第二滑轨,所述第一摄像头设置在所述第一滑轨上,所述第二摄像头设置在第二滑轨上,以便于实现第一摄像头和第二摄像头可沿所述物料箱对侧面的内壁水平滑动。
31、优选的,所述物料箱的内壁上设置有参考标识,以便于确定员工将产品放入物料箱的位置。
32、优选的,所述物料箱的底部的各顶角处设置有车轮,以便于所述物料箱进行转运。
33、本发明通过设置扫码仪、rfid读写器和摄像头就能实现对于员工所放入产品的追溯,结构简单,操作方便,能很好的满足当代流水线生产流程的需求。
技术特征:
1.一种流水线生产流程控制方法,其特征在于,包括:
2.根据权利要求1所述的流水线生产流程控制方法,其特征在于,所述当员工将产品放入物料箱之前,还包括:
3.根据权利要求1所述的流水线生产流程控制方法,其特征在于,还包括根据所述手环发送的射频信号,执行相应的操作,具体包括:
4.根据权利要求1所述的流水线生产流程控制方法,其特征在于,所述摄像头包括第一摄像头和第二摄像头,所述利用摄像头实时采集产品放入物料箱时的标识码,具体包括:
5.根据权利要求4所述的流水线生产流程控制方法,其特征在于,当存在第一员工和第二员工同时将产品放入物料箱的不同位置时,还包括利用第一摄像头和第二摄像头分别获取第一员工和第二员工将产品存放在物料箱的位置,具体包括:
6.根据权利要求1所述的流水线生产流程控制方法,其特征在于,所述通过所述射频信号,以及比对扫码仪与摄像头采集的标识码,以确定员工分别放入物料箱内的产品,具体包括:
7.一种流水线生产控制装置,其特征在于,所述流水线生产控制装置用于实现如权利要求1-6任一项所述的流水线生产流程控制方法,包括物料箱、扫码仪、rfid读写器和摄像头;
8.根据权利要求7所述的流水线生产控制装置,其特征在于,所述摄像头包括第一摄像头和第二摄像头,所述物料箱对侧面的内壁上分别设置有第一滑轨和第二滑轨,所述第一摄像头设置在所述第一滑轨上,所述第二摄像头设置在第二滑轨上,以便于实现第一摄像头和第二摄像头可沿所述物料箱对侧面的内壁水平滑动。
9.根据权利要求7所述的流水线生产控制装置,其特征在于,所述物料箱的内壁上设置有参考标识,以便于确定员工将产品放入物料箱的位置。
10.根据权利要求7所述的流水线生产控制装置,其特征在于,所述物料箱的底部的各顶角处设置有车轮,以便于所述物料箱进行转运。
技术总结
本发明涉及生产技术领域,提供了一种流水线生产流程控制方法和装置,其中,方法包括当员工将产品放入物料箱时,利用扫码仪识别产品上的标识码,并通过RFID读写器监测此时员工所佩戴的手环发送的射频信号;利用摄像头实时采集产品放入物料箱时的标识码;通过所述射频信号、员工信息和产品上的标识码,以及比对扫码仪与摄像头采集的标识码,以确定员工分别放入物料箱内的产品。本发明通过设置扫码仪、RFID读写器和摄像头就能实现对于员工所放入产品的追溯,结构简单,操作方便,能很好的满足当代流水线生产流程的需求。
技术研发人员:王克,肖仲,程煜,杨洋
受保护的技术使用者:武汉睿特富连技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!