空调控制面板的质量检测方法与质量检测装置与流程
本技术涉及立式空调领域,具体而言,涉及一种空调控制面板的质量检测方法、质量检测装置与计算机可读存储介质。
背景技术:
1、在实际的应用过程中,用户通常使用空调控制面板(即空调显示器盒)来控制空调,即控制空调的开、关、温度调节以及运行模式的调节等等。因此,这样也使得空调控制面板上的按钮的安装质量,对用户的使用体验感有明显的影响。
2、在空调控制面板组装完成后,若空调控制面板上的支撑弹簧安装质量不佳,即存在弹簧漏装、弹簧缠绕和/或弹簧未正确固定在对应的卡扣的凹槽上的情形,则会导致空调控制面板的按钮失灵、按钮按键效果差和/或无法使用等问题。因此,在组装空调控制面板的过程中,对空调控制面板上的弹簧进行检测是至关重要的。
3、现有的检测方法是基于人工方式进行检测,即人工通过晃动或倒置空调控制面板的方式,来确定空调控制面板上是否存在弹簧漏装、弹簧缠绕和/或弹簧未正确固定在对应的卡扣的凹槽上的情形。但是,人工在长时间的疲劳工作下,会出现漏检和/或弹簧检测不准确的问题。另外,采用人工方式,对空调控制面板上是否存在弹簧漏装、弹簧缠绕和/或弹簧未正确固定在对应的卡扣的凹槽上的情形进行检测,不仅浪费大量的人力及时间,还使得对空调控制面板上安装的弹簧的检测效率较低。
技术实现思路
1、本技术的主要目的在于提供一种空调控制面板的质量检测方法、质量检测装置与计算机可读存储介质,以至少解决现有技术中采用人工方式对空调控制面板上的弹簧进行检测的准确率以及效率均较低的问题。
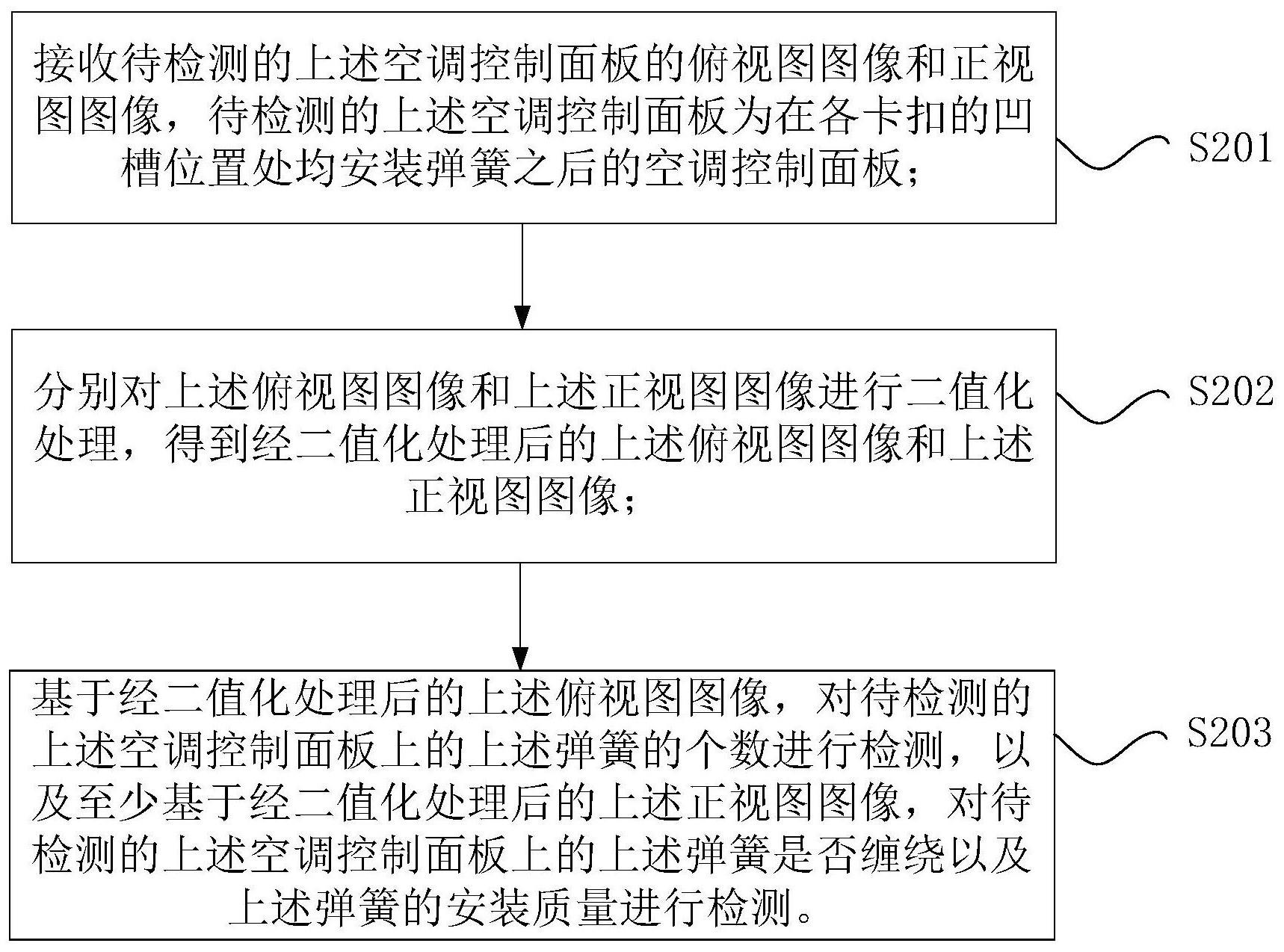
2、为了实现上述目的,根据本技术的一个方面,提供了一种空调控制面板的质量检测方法,包括:接收待检测的所述空调控制面板的俯视图图像和正视图图像,待检测的所述空调控制面板为在各卡扣的凹槽位置处均安装弹簧之后的空调控制面板;分别对所述俯视图图像和所述正视图图像进行二值化处理,得到经二值化处理后的所述俯视图图像和所述正视图图像;基于经二值化处理后的所述俯视图图像,对待检测的所述空调控制面板上的所述弹簧的个数进行检测,以及至少基于经二值化处理后的所述正视图图像,对待检测的所述空调控制面板上的所述弹簧是否缠绕以及所述弹簧的安装质量进行检测。
3、可选地,对所述俯视图图像进行二值化处理,得到经二值化处理后的所述俯视图图像,包括:对所述俯视图图像进行灰度化处理,得到经灰度化处理后的所述俯视图图像;基于局部大津算法以及经灰度化处理后的所述俯视图图像,确定分割阈值;采用所述分割阈值,对经灰度化处理后的所述俯视图图像进行二值化分割,得到经二值化处理后的所述俯视图图像。
4、可选地,基于经二值化处理后的所述俯视图图像,对待检测的所述空调控制面板上的所述弹簧的个数进行检测,包括:构建经二值化处理后的所述俯视图图像的灰度直方图,所述灰度直方图的横坐标为经二值化处理后的所述俯视图图像中像素点的像素值,所述灰度直方图的纵坐标为各所述像素值对应的经二值化处理后的所述俯视图图像中的像素点的总个数;统计目标像素值对应的经二值化处理后的所述俯视图图像中的像素点的总个数,得到目标像素点数,所述目标像素值为所述弹簧的轮廓所占的像素点的像素值;基于所述目标像素点数与一个所述弹簧的轮廓所占的像素点的总数的比值,得到待检测的所述空调控制面板上的弹簧的个数。
5、可选地,在基于所述目标像素点数与一个所述弹簧的轮廓所占的像素点的总数的比值,得到待检测的所述空调控制面板上的弹簧的个数之后,所述质量检测方法还包括:在待检测的所述空调控制面板上所述弹簧的个数满足预设数值的情况下,确定待检测的所述空调控制面板未有漏装所述弹簧的情形,所述预设数值为待检测的所述空调控制面板上安装的所述弹簧的总个数;在待检测的所述空调控制面板上所述弹簧的个数未满足所述预设数值的情况下,确定待检测的所述空调控制面板有漏装所述弹簧的情形。
6、可选地,对所述正视图图像进行二值化处理,得到经二值化处理后的所述正视图图像,包括:对所述正视图图像进行灰度化处理,得到经灰度化处理后的所述正视图图像,并采用中值滤波器对经灰度化处理后的所述正视图图像进行平滑处理,得到经平滑处理后的所述正视图图像;采用基于阈值的图像分割方法,对经平滑处理后的所述正视图图像进行图像分割,得到经二值化处理后的所述正视图图像。
7、可选地,至少基于经二值化处理后的所述正视图图像,对待检测的所述空调控制面板上的所述弹簧是否缠绕进行检测,包括:构建经二值化处理后的所述正视图图像的图像矩阵;基于所述图像矩阵,确定任意相邻的两个平行直线之间的垂直距离,得到多个弹簧缝隙距离,任意相邻的两个所述平行直线所占的像素点为在所述图像矩阵中且在同一个所述弹簧的像素点;确定多个所述弹簧缝隙距离分别与预定距离之间的差值的绝对值,得到多个弹簧缝隙距离绝对值,所述预定距离为所述弹簧在未发生缠绕以及未发生拉伸变形时的弹簧缝隙的标准距离;在存在一个所述弹簧缝隙距离绝对值未处于预设范围内的情况下,确定待检测的所述空调控制面板上出现所述弹簧缠绕的情形。
8、可选地,至少基于经二值化处理后的所述正视图图像,对待检测的所述空调控制面板上的所述弹簧的安装质量进行检测,包括:采用霍夫变换对经二值化处理后的所述正视图图像的投影图像进行直线检测,得到多个弹簧轮廓线像素点集合,一个所述弹簧轮廓线像素点集合对应一个所述弹簧;对各所述弹簧轮廓线像素点集合进行不变矩的空间转换,得到经空间转换后的各所述弹簧轮廓线像素点集合;采用扫描矩阵对经空间转换后的各所述弹簧轮廓线像素点集合进行筛选,得到多个目标像素点集合,一个所述目标像素点集合对应一个所述弹簧,且一个所述目标像素点集合可构成对应的所述弹簧所占的直线;基于多个所述目标像素点集合,对所述弹簧在对应的所述卡扣的位置处的安装质量进行检测。
9、可选地,基于多个所述目标像素点集合,对所述弹簧在对应的所述卡扣的位置处的安装质量进行检测,包括:采用最小二乘法,对各所述目标像素点集合进行拟合,得到多个弹簧直线;确定多个所述弹簧直线之间的端点是否在同一条直线上,各所述弹簧直线的端点为对应的所述弹簧直线上且远离所述卡扣一端的端点;在多个所述弹簧直线之间的端点在同一条直线上的情况下,确定各所述弹簧均被安装至对应的所述卡扣的凹槽中;在多个所述弹簧直线之间的端点不在同一条直线上的情况下,确定存在未被安装至对应的所述卡扣的凹槽中的所述弹簧。
10、根据本技术的另一方面,提供了一种空调控制面板的质量检测装置,包括:接收单元,用于接收待检测的所述空调控制面板的俯视图图像和正视图图像,待检测的所述空调控制面板为在各卡扣的凹槽位置处均安装弹簧之后的空调控制面板;处理单元,用于分别对所述俯视图图像和所述正视图图像进行二值化处理,得到经二值化处理后的所述俯视图图像和所述正视图图像;检测单元,用于基于经二值化处理后的所述俯视图图像,对待检测的所述空调控制面板上的所述弹簧的个数进行检测,以及至少基于经二值化处理后的所述正视图图像,对待检测的所述空调控制面板上的所述弹簧是否缠绕以及所述弹簧的安装质量进行检测。
11、根据本技术的再一方面,提供了一种计算机可读存储介质,所述计算机可读存储介质包括存储的程序,其中,在所述程序运行时控制所述计算机可读存储介质所在设备执行任意一种所述的质量检测方法。
12、应用本技术的技术方案,对接收到的待检测的空调控制面板的俯视图图像进行二值化处理,得到经二值化处理后的俯视图图像,再采用经二值化处理后的俯视图图像,对待检测的空调控制面板上的弹簧的个数进行检测。对接收到的待检测的空调控制面板的正视图图像进行二值化处理,得到经二值化处理后的正视图图像,再采用经二值化处理后的正视图图像,对待检测的空调控制面板上的弹簧是否缠绕以及弹簧的安装质量进行检测。与现有技术中采用人工的方式,对是否存在弹簧漏装、弹簧缠绕和/或弹簧未正确固定在对应的卡扣的凹槽上的情形进行检测相比,本方案对获取的待检测的空调控制面板的俯视图图像和正视图图像进行二值化处理,再基于经二值化处理后的俯视图图像,对待检测的空调控制面板上的弹簧的个数进行检测,以及采用经二值化处理后的正视图图像,对待检测的空调控制面板上的弹簧是否缠绕以及弹簧的安装质量进行检测。这样实现了自动化的对待检测的控制面板上的弹簧的安装质量进行检测,例如,对弹簧个数、弹簧缝隙、弹簧端点平面进行检测,从而解决了现有技术中采用人工方式对空调控制面板上的弹簧进行检测的准确率以及效率均较低的问题。另外,本技术的质量检测方法还可以降低工人的劳动强度、缓解工人压力以及降低运营成本,极大的节省组装过程中的时间及人力成本,同时也提高了效率和生产力以及保证了产品检测的合格率。
- 还没有人留言评论。精彩留言会获得点赞!