一种冲压模具表面自动打磨质量预测方法和系统与流程
本发明属于冲压模具表面打磨,具体涉及一种冲压模具表面自动打磨质量预测方法和系统。
背景技术:
1、随着工业机器人智能自动化技术的迅速发展,工业机器人自动研磨抛光技术因具有作业强度低、作业环境好、生产打磨质量一致性好等优势,广泛应用于航空航天、车辆、家电、船舶等领域。模具作为制造业中的一种基本的工艺装备和现代工业制造的基础,是衡量制造业水平的重要标准,在汽车、电子、机械制造及航空航天等领域中承担着重要的作用。模具表面处理尤其是汽车冲压模具表面的精加工是保证工件表面质量的一个至关重要的工序,但因为其型面复杂,对表面质量要求也较高,如汽车覆盖件冲压模具在型面精加工后,必须进行人工或者利用自动化设备进行打磨抛光以提高模具型面表面光洁度,并借助打磨消除加工误差;在模具自动化抛光打磨过程中,为保证打磨、抛光后的表面质量满足需求,需要不断调试、优化打磨工艺参数组合,导致打磨工艺参数的调试周期较长,效率低下。且针对不同的产品需求,打磨工艺参数的适应性较低。。
2、汽车覆盖件冲压模具型面起伏变化大,通常为数十个乃至上百个不同曲率的曲面以g2连续的方式相互衔接而成。目前,采用自动打磨设备对汽车覆盖件冲压模具型面进行打磨和抛光,无法实现多个不同曲率曲面同步以及连续自动打磨,只能采用分步骤、分区域依次打磨的方式进行模具型面的抛光,从导致模具型面打磨抛光周期长,且存在打磨后模具型面表面粗糙度出现一定差异等问题。
3、目前,针对模具表面打磨、抛光的研究主要集中于模具自动化抛光轨迹研究、表面质量研究、磨具材质研究、基于材料去除理论的打磨工艺参数研究。
4、近年来有关模具表面打磨、抛光研究以及利用bp神经网络对工艺参数优化研究以及技术发明虽然较多,但利用bp神经网络对模具表面自动化抛光工艺参数进行优化研究,同时预测打磨抛光后的表面质量,尚无相应可工业化应用的技术。
5、其中,马长捷基于preston理论建立材料去除函数的理论模型,并进行仿真分析,总结了打磨工艺参数对于抛光表面质量的影响规律,该方法所使用的抛光设备为平台式替代方案,仅能进行定点抛光,无法对复杂的自由型面进行抛光。【马长捷.应用于模具自由曲面的新型弹性磨具抛光技术研究[d].西安建筑科技大学,2017.】;陈满意等提出了一种能够适应系统刚度变化的模糊自适应阻抗控制模型,该模型通过提供稳定的法向力控制和位置控制,进而提高了模具表面抛光质量,但此方法仅能对单曲面进行自动打磨抛光,无法完成多曲面的型面打磨抛光。【陈满意,朱自文,朱义虎,等.曲面抛光机器人的模糊自适应阻抗控制[j].计算机集成制造系统:1-17[2022-07-24].】。
6、针对工艺参数优化、表面质量预测问题目前已有学者基于不同模型进行了大量研究,其中bp神经网络作为一种主流方法被广泛应用。田凤杰基于bp神经网络建立了机器人砂带磨削工件时各工艺参数与工件表面粗糙度之间的预测模型,预测不同工艺参数磨削后的工件表面粗糙度,实现了机器人砂带磨削铝合金板材工艺参数的优化,该方法仅适用于铝合金薄板,对于三维空间立体结构的磨削加工并不适用【田凤杰,吕冲.基于bp神经网络的机器人砂带磨削表面粗糙度研究[j].工具技术,2018,52(09):100-103.】。
技术实现思路
1、针对复杂模具自由曲面自动化打磨、抛光工艺参数调试周期较长;打磨后模具表面质量不一致等问题,本发明提出了一种冲压模具表面自动打磨质量预测系统和方法。
2、实现本发明目的之一的一种冲压模具表面自动打磨质量预测方法,包括如下步骤:
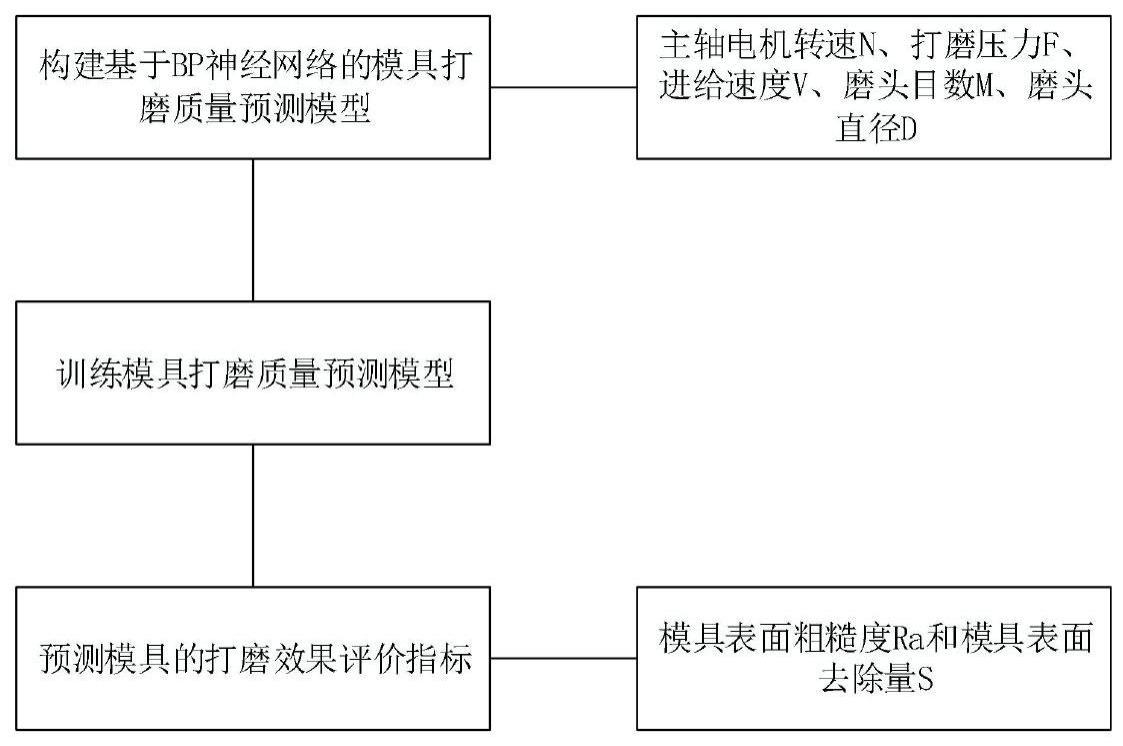
3、s1、构建基于bp神经网络的模具打磨质量预测模型,所述模具打磨质量预测模型用于根据多个打磨工艺参数预测模具打磨效果评价指标;
4、s2、根据采集的多个模具的多个打磨工艺参数和对应的模具打磨效果评价指标对所述模具打磨质量预测模型进行训练,得到训练完成的模具打磨质量预测模型;其中模具打磨效果评价指标通过对模具进行测量后得出;
5、s3、将待预测打磨效果评价指标的模具的打磨工艺参数输入所述训练完成的模具打磨质量预测模型进行预测,得到预测出的模具的打磨效果评价指标。
6、进一步地,所述多个打磨工艺参数包括主轴电机转速n、打磨压力f、进给速度v、磨头目数m、磨头直径d;所述模具打磨效果评价指标包括模具表面粗糙度ra和模具表面去除量s。
7、进一步地,所述步骤s2中,还包括利用正交试验方法对采集的多个模具的多个打磨工艺参数进行正交试验得到l个打磨试验方案,每个打磨试验方案对应一个模具的多个打磨工艺参数。
8、进一步地,所述步骤s2中,还包括:
9、选取l个模具样件,采用龙门式三坐标测量机测量每个模具样件表面均匀分布的多组点位进行测量,获取每个模具样件打磨前的模具表面去除量s的基准值;
10、选取l个新的磨头分别按照l个打磨试验方案中的参数进行设置,利用设置了打磨工艺参数后的l个新的磨头分别对所述l个模具样件进行打磨,得到l个打磨后的模具样件;
11、采用龙门式三坐标测量机测量每个打磨后的模具样件表面均匀分布的多组点位进行测量,获取每个模具样件打磨后的模具表面去除量s的当前值;
12、根据下式计算每个模具样件的最终打磨表面去除量s:
13、
14、式中:
15、s为模具样件的打磨表面去除量s;
16、n为模具样件的测量点位数;
17、s基准,i为模具样件的第i个点位打磨前所测量的打磨表面去除量;
18、s测量,i为模具样件的第i个点位打磨后所测量的打磨表面去除量。
19、利用手持粗糙度仪对每个打磨后的模具样件的模具表面粗糙度ra进行测量,测量时选取打磨区域均匀分布的多个测点,每个测点的取样长度为0.8mm,每个测点测量多次,取多个测点的多次测量的平均值作为该模具样件打磨后的模具表面粗糙度ra的值。
20、实现本发明目的之二的一种冲压模具表面自动打磨质量预测系统,包括模具打磨质量预测模型构建模块、模具打磨质量预测模型训练模块和打磨效果评价指标预测模块;
21、所述模具打磨质量预测模型构建模块用于构建基于bp神经网络的模具打磨质量预测模型,所述模具打磨质量预测模型用于根据多个打磨工艺参数预测模具打磨效果评价指标;
22、所述模具打磨质量预测模型训练模块用于根据采集的多个模具的多个打磨工艺参数和对应的模具打磨效果评价指标对所述模具打磨质量预测模型进行训练,得到训练完成的模具打磨质量预测模型;
23、所述打磨效果评价指标预测模块用于将待预测打磨效果评价指标的模具的工艺参数数据输入所述训练完成的模具打磨质量预测模型进行预测,得到预测出的模具的打磨效果评价指标。
24、有益效果:
25、(1)本发明可以根据打磨的曲面自适应调节打磨参数,因此可以实现多点柔性抛光;
26、(2)本发明中的打磨预测模型对于复杂曲面打磨后的表面粗糙度有着准确的预测,因此可以用于复杂多曲面的汽车覆盖件冲压模具的自动打磨;
27、(3)提升了模具表面研磨、抛光品质,缩短了模具型面打磨抛光周期;
28、(4)应用本发明所述技术方案,明显提高汽车覆盖件冲压模具型面自动打磨一次合格率,打磨工时削减20%以上,单套冲压模具打磨成本削减1.5万元,每个车型内作的汽车覆盖件冲压模具数量平均为54套;每个车型可削减冲压模具成本81万元,具有较高的行业推广价值。
- 还没有人留言评论。精彩留言会获得点赞!