吹塑配料车间管理系统及其方法与流程
本技术涉及智能管理领域,且更为具体的涉及一种吹塑配料车间管理系统及其方法。
背景技术:
1、吹塑配料车间管理是指管理吹塑配料车间操作和流程。吹塑配料车间管理旨在提高生产效率、降低成本和优化原料使用。在对吹塑配料车间管理时可以对配料、生产和质量数据进行统计分析,并生成相关报表。这些报表可以用于监控生产效率、原料消耗和质量指标,帮助管理层做出决策和改进措施。然而,传统的分析报表的方式都是人工来进行的,不仅效率低下,而且耗费人力成本和时间成本。
2、因此,期待一种优化的吹塑配料车间管理方案。
技术实现思路
1、为了解决上述技术问题,提出了本技术。本技术的实施例提供了一种吹塑配料车间管理系统及其方法,其使用基于深度神经网络模型的人工智能技术来对相关报表进行特征提取和编码,以得到表示车间生产线运行状态是否正常。这样,通过对吹塑配料车间的报表进行智能分析,来提高为管理车间提供参考,提高判断的准确性,降低了成本。
2、根据本技术的一个方面,提供了一种吹塑配料车间管理系统,其包括:
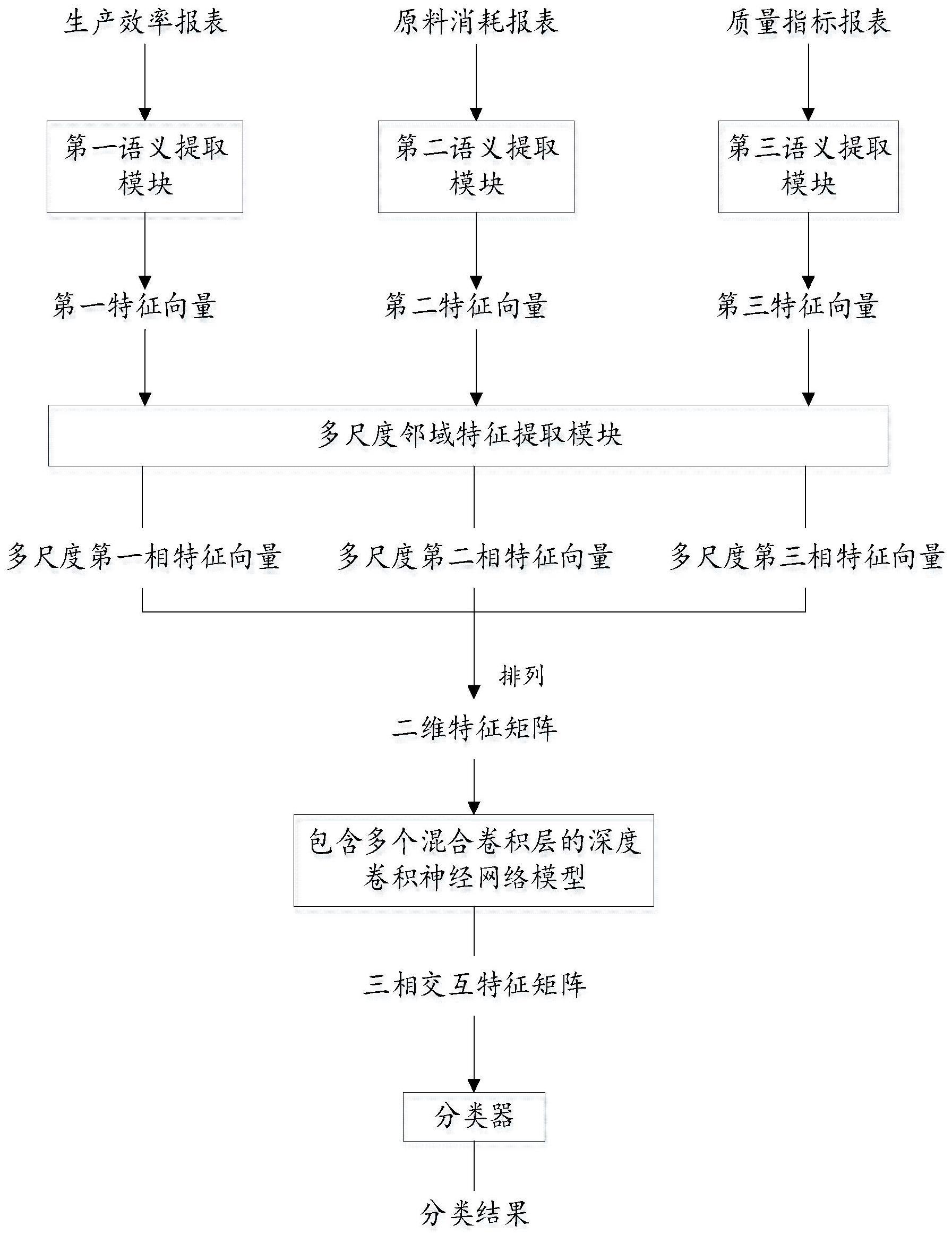
3、信息获取模块,用于获取吹塑配料车间的生产效率报表、原料消耗报表和质量指标报表;
4、第一语义编码模块,用于将所述生产效率报表通过第一语义模块以得到第一特征向量;
5、第二语义编码模块,用于将所述原料消耗报表通过第二语义模块以得到第二特征向量;
6、第三语义编码模块,用于将所述质量指标报表通过第三语义模块以得到第三特征向量;
7、多尺度特征提取模块,用于将所述第一特征向量、第二特征向量、第三特征向量通过多尺度领域特征提取模块以得到多尺度第一相特征向量、多尺度第二相特征向量和多尺度第三相特征向量;
8、混合卷积模块,用于将所述多尺度第一相特征向量、所述多尺度第二相特征向量和所述多尺度第三相特征向量二维排列后通过包含多个混合卷积层的深度卷积神经网络模型以得到三相交互特征矩阵;
9、分类结果生成模块,用于将所述三相交互特征矩阵通过分类器以得到分类结果,所述分类结果用于表示车间生产线运行状态是否正常。
10、在上述的吹塑配料车间管理系统中,所述第一语义编码模块,包括:
11、独热编码单元,用于对所述生产效率报表中生产效率的各个数据项进行独热编码以得到多个生产向量;
12、上下文编码单元,用于将所述多个生产向量输入所述基于转换器的上下文编码器以得到所述多个生产特征向量;
13、融合单元,用于将所述多个生产特征向量进行融合以得到第一特征向量。
14、在上述的吹塑配料车间管理系统中,所述上下文编码单元,包括:
15、查询向量构造子单元,用于将所述多个生产向量排列为输入向量;
16、向量转化子单元,用于将所述输入向量通过可学习嵌入矩阵分别转化为查询向量和关键向量;
17、自注意子单元,用于计算所述查询向量和所述关键向量的转置向量之间的乘积以得到自注意关联矩阵;
18、标准化子单元,用于对所述自注意关联矩阵进行标准化处理以得到标准化自注意关联矩阵;
19、激活子单元,用于将所述标准化自注意关联矩阵输入softmax激活函数进行激活以得到自注意力特征矩阵;
20、注意力施加子单元,用于将所述自注意力特征矩阵与以所述多个生产向量中各个生产向量作为值向量分别进行相乘以得到所述多个生产特征向量。
21、在上述的吹塑配料车间管理系统中,所述多尺度特征提取模块,包括:
22、第一尺度特征提取单元,用于使用所述多尺度邻域特征提取模块的第一卷积层对所述第一特征向量进行一维卷积编码以得到所述第一尺度特征向量;
23、第二尺度特征提取单元,用于使用所述多尺度邻域特征提取模块的第二卷积层对所述第一特征向量进行一维卷积编码以得到所述第二尺度特征向量;
24、融合单元,用于融合第一尺度特征向量和第二尺度特征向量以得到第一相特征向量。
25、在上述的吹塑配料车间管理系统中,所述第一尺度特征提取单元,用于:
26、使用所述多尺度邻域特征提取模块的第一卷积层以如下第一卷积公式对所述第一特征向量进行一维卷积编码以得到所述第一尺度特征向量:
27、其中,所述第一卷积公式为:
28、
29、其中,a为第一一维卷积核在x方向上的宽度、f(a)为第一一维卷积核参数向量、g(x-a)为与第一一维卷积核函数运算的局部向量矩阵,w为第一一维卷积核的尺寸,x表示所述第一特征向量,cov(x)表示对所述第一特征向量分别进行一维卷积编码。
30、在上述的吹塑配料车间管理系统中,所述第二尺度特征提取单元,用于:
31、使用所述多尺度邻域特征提取模块的第二卷积层以如下第二卷积公式对所述第一特征向量进行一维卷积编码以得到所述第二尺度特征向量:
32、其中,所述第二卷积公式为:
33、
34、其中,b为第二一维卷积核在x方向上的宽度、f(b)为第二一维卷积核参数向量、g(x-b)为与第二一维卷积核函数运算的局部向量矩阵,w为第二一维卷积核的尺寸,x表示所述第一特征向量,cov(x)表示对所述第一特征向量分别进行一维卷积编码。
35、在上述的吹塑配料车间管理系统中,所述融合单元,包括:
36、协方差子单元,用于分别计算所述第一尺度特征向量和所述第二尺度特征向量的协方差矩阵以得到第一协方差矩阵和第二协方差矩阵;
37、第一分解子单元,用于对所述第一协方差矩阵进行奇异值分解以得到多个第一奇异值和与所述多个第一奇异值对应的多个第一奇异向量;
38、第二分解子单元,用于对所述第二协方差矩阵进行奇异值分解以得到多个第二奇异值和与所述多个第二奇异值对应的多个第二奇异向量;
39、基提取子单元,用于从所述多个第一奇异向量中提取前k个第一奇异值对应的第一奇异向量且从所述多个第二奇异向量中提取前k个第二奇异值对应的第二奇异向量作为低维稀疏中介空间的基;
40、映射子单元,用于将所述第一尺度特征向量和所述第二尺度特征向量分别映射到所述低维稀疏中介空间以得到第一类单应映射特征向量和第二类单应映射特征向量;
41、按位加权子单元,用于计算所述第一类单应映射特征向量和所述第二类单应映射特征向量之间的按位置加权和以得到所述第一相特征向量。
42、在上述的吹塑配料车间管理系统中,所述混合卷积模块,包括:
43、使用所述深度卷积神经网络模型的各个混合卷积层在层的正向传递中分别对输入数据进行多尺度卷积处理、池化处理和非线性激活处理以由所述深度卷积神经网络模型的最后一个混合卷积层输出所述三相交互特征矩阵,其中,所述深度卷积神经网络模型的第一个混合卷积层的输入为所述二维特征矩阵;
44、其中,所述深度卷积神经网络模型的各个混合卷积层包括并行的第一卷积分支结构、第二卷积分支结构、第三卷积分支结构和第四卷积分支结构,以及,与所述第一至第四卷积分支结构连接的多尺度融合结构,其中,所述第一卷积分支使用具有第一尺寸的第一卷积核,所述第二卷积分支使用具有第一尺寸且具有第一空洞率的第二卷积核、所述第三卷积分支使用具有第一尺寸且具有第二空洞率的第三卷积核、所述第四卷积分支使用具有第一尺寸且具有第四空洞率的第四卷积核。
45、根据本技术的另一方面,还提供了一种吹塑配料车间管理方法,其包括:
46、获取吹塑配料车间的生产效率报表、原料消耗报表和质量指标报表;
47、将所述生产效率报表通过第一语义模块以得到第一特征向量;
48、将所述原料消耗报表通过第二语义模块以得到第二特征向量;
49、将所述质量指标报表通过第三语义模块以得到第三特征向量;
50、将所述第一特征向量、第二特征向量、第三特征向量通过多尺度领域特征提取模块以得到多尺度第一相特征向量、多尺度第二相特征向量和多尺度第三相特征向量;
51、将所述多尺度第一相特征向量、所述多尺度第二相特征向量和所述多尺度第三相特征向量二维排列后通过包含多个混合卷积层的深度卷积神经网络模型以得到三相交互特征矩阵;
52、将所述三相交互特征矩阵通过分类器以得到分类结果,所述分类结果用于表示车间生产线运行状态是否正常。
53、与现有技术相比,本技术提供的吹塑配料车间管理系统及其方法,其使用基于深度神经网络模型的人工智能技术来对相关报表进行特征提取和编码,以得到表示车间生产线运行状态是否正常。这样,通过对吹塑配料车间的报表进行智能分析,来提高为管理车间提供参考,提高判断的准确性,降低了成本。
- 还没有人留言评论。精彩留言会获得点赞!