一种新型的激光填丝焊接数字孪生工艺
本发明涉及一种新型的激光填丝焊接数字孪生工艺。
背景技术:
1、激光填丝焊接是一种先进的焊接技术,它结合了激光焊接和金属增材制造(am)的特点,激光焊接在工业生产中充分发挥了其先进、快速、灵活的加工特点,可以用于高精度、高效率的金属零部件制造和修复,它既是工业新产品开发的技术保证,又是高质量、低成本生产不可或缺的技术手段。在这种工艺中,激光束被用来加热工件表面,而金属线材则被熔化并添加到焊缝区域,逐层堆积形成复杂的三维结构。激光填丝焊接工艺因其在制造、维修和定制制造方面的潜在优势,正受到越来越多的关注和研究。而激光填丝焊接工艺仿真研究正致力于优化工艺参数、理解焊接过程中的物理现象、预测焊接质量和缺陷,实现高质量、高效率的金属零部件制造和维修,从而优化设备结构和工艺设计,提高产品焊接质量和品质。随着技术的不断发展,这一领域的研究将继续推动激光填丝焊接工艺的创新和应用。
技术实现思路
1、本发明的目的在于提供一种新型的激光填丝焊接数字孪生工艺,基于comsolmultiphysics多物理场进行激光填丝焊接工艺仿真,提供了一种使用aluminum6063-t83材料建模、求解以及分析的方法,旨在利用正确有效的手段获得仿真模型,并利用该仿真模型获得焊缝处及周围的温度场、应力场、流场及相变情况,以此来指导以aluminum6063-t83为材料的车载电池包箱体端侧板焊接生产过程,缩短了实践检验所需的成本与时间。
2、为实现上述目的,本发明的技术方案是:一种新型的激光填丝焊接数字孪生工艺,包括基于comsolmultiphysics多物理场的激光填丝焊接工艺仿真及其建模方法,考虑模型的流体传热、层流情况、固体力学及其中焊丝的“活化”、多物理场的热膨胀以及马兰戈尼效应等耦合要素,具体包括如下步骤:
3、s1、进行包括激光参数、焊接工艺参数、换热参数及材料熔化温度的基本参数的设置;
4、s2、选用材料,采用固态aluminum 6063-t83、液态aluminum 6063-t83、焊丝5183;
5、s3、建立几何模型;
6、s4、定义高斯体形激光热源的移动方向及速度;
7、s5、进行物理场的设置,具体包括流体传热、固体力学、层流及多物理场耦合的热膨胀、马兰戈尼效应;
8、s6、进行网格划分并添加瞬态研究进行求解;
9、s7、进行结果分析。
10、在本发明一实施例中,所述步骤s1具体为:
11、s1.1、激光参数及焊接工艺参数设置包括:p_laser=5600w激光功率、v_w=0.06m/s焊接速度、d=0.002m入射激光直径等,其中p_laser为激光功率、v_w为焊接速度、d为入射激光直径等;
12、s1.2、换热参数及材料熔化温度包括:t_amb=298k、a=0.8、h1=10w/(m2·k)、emi=0.7、tm=933k、lm=3.75e5 j/kg、dt=120k、ts=853k、tl=973k,其中t_amb为环境温度、a为激光能量吸收率、h1为传热系数、emi为辐射换热系数、tm为材料的熔化温度、lm为材料的熔化潜热、dt为材料固液项间过渡区间温度、ts为材料的固相温度、tl为材料的液相温度等。
13、在本发明一实施例中,所述步骤s2具体为:
14、选用固态aluminum 6063-t83、液态aluminum 6063-t83、焊丝5183,模型所需基本参数有:rho密度、cp恒压热容、k_iso导热系数、alpha_iso热膨胀系数、e杨氏模量、nu泊松比、mu(t)动力粘度等具体见表1,动力粘度mu(t)随温度变化较大,因此需要定义函数形式进行表达:
15、
16、另外,焊丝的材料属性随着激光光路的路径被逐步激活,这是通过固体力学模块中线弹性材料设置的活化操作进行设置的,未激活的部分先拟将材料属性乘1e-5,通过此“活化”操作模拟实现填丝焊接的填丝过程。
17、表1.所用材料基本属性
18、
19、
20、在本发明一实施例中,所述的s3具体为:
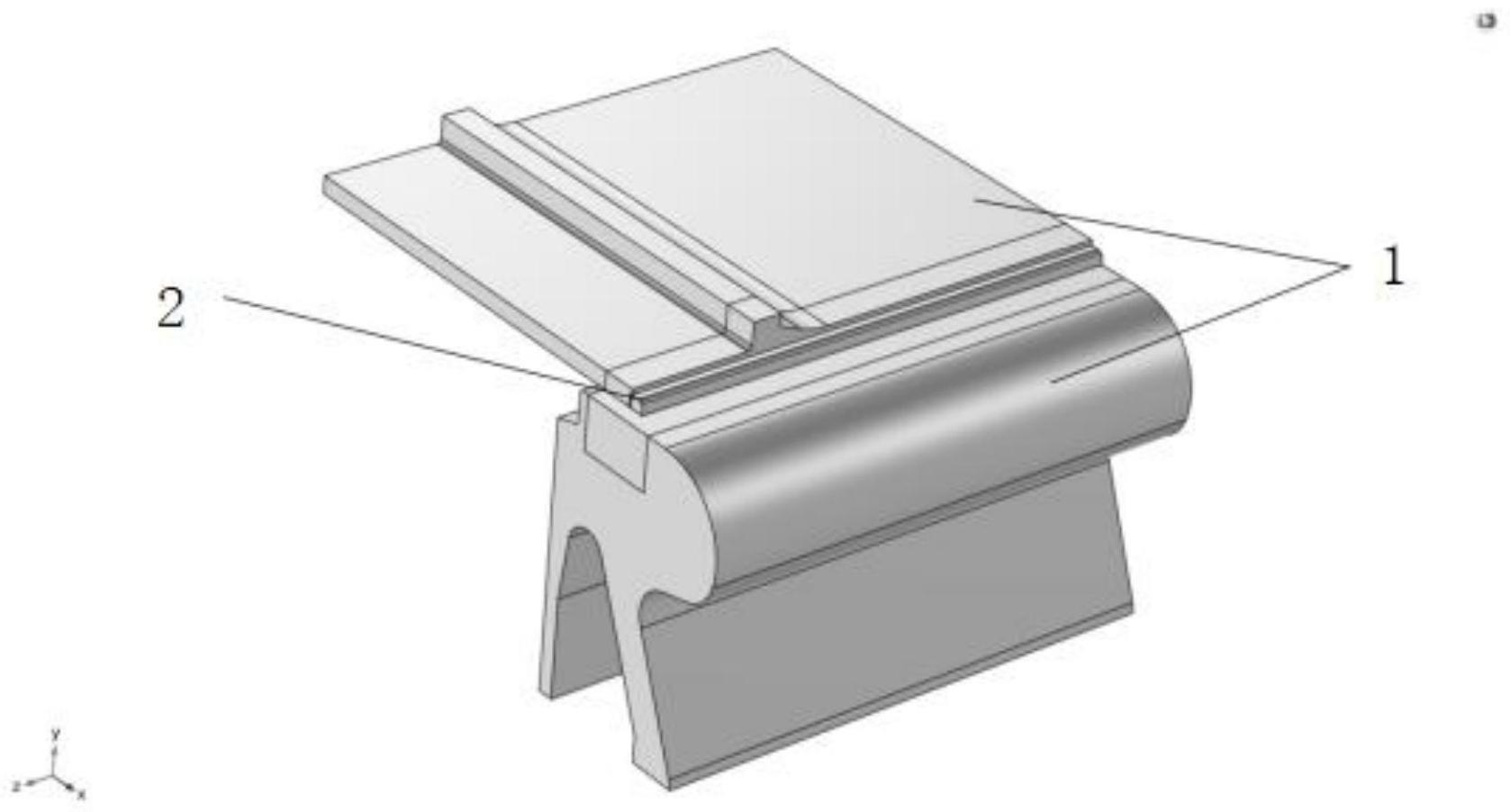
21、根据端侧板数模按1:1重新建立端侧板模型,并添加焊丝填充材料预定位置,同时运用分割对象操作将模型分解成由焊缝向外的多个域以用于之后的网格划分以用于之后使划分网格更加合理,重建后的端侧板模型见图1。
22、在本发明一实施例中,所述步骤s4具体为:
23、s4.1、根据设置的参数计算入射激光能量密度:
24、s4.2、定义激光热源的高斯分布:o-xyz为坐标系,其中xz表面为激光加热的表面且激光热源沿着z方向移动,另外y为高度方向,可见附图1。
25、s4.3、定义激光热源移动方向以及速度:z1=60[mm]-(v_w·t);
26、s4.4、定义激光热源等效为吸收率乘能量密度乘高斯分布:e_in=a·p_in·g_space,直接应用于传热模块的热通量中激光路径的指定位置中。激光热源的高斯分布公式与几何模型的坐标位置相关,因此在原点建模及将焊接路径与几何坐标轴平行可以简化高斯分布公式,如图1所示,焊接路径与z轴平行。
27、在本发明一实施例中,所述步骤s5具体为:
28、s5.1、设置流体传热:
29、s5.1.1、物理模型中的初始值以及参考温度设置为t_amb,因变量温度:t;
30、s5.1.2、在流体选项中:将全部几何结构设置为流体属性,并添加相变材料,在相变材料中设置相1与相2之间的相变温度为tm,相1与相2之间的转变间隔为dt,相1到相2的潜热为lm;其中相1为固态aluminum 6063-t83,相2为液态aluminum 6063-t83液态;
31、s5.1.3、添加自然对流换热:选择全部表面传热系数定义为h1,外部温度定义为t_amb;
32、s5.1.4、添加表面对环境辐射:选择所有边界,表面发射率设置为emi,环境温度设置为t_amb;
33、s5.1.5、添加激光热源:选择图2中激光热源加载表面3,添加广义向内热通量并将其中的热源q设置为e_in;
34、s5.2、设置固体传热:
35、s5.2.1、点击固体力学,选择所有域,其余均保持默认;
36、s5.2.2、右击线弹性材料选择活化,进入活化设置窗口,选择焊丝材料这一域如图3所示,在活化选项中根据模型中激光焊接的路径与速度设置活化表达式为centroid(z)>(60[mm]-(v_w*t)),活化比例因子为1e-5,焊丝材料属性手动编辑,具体属性设置值如恒压热容为cp=if(solid.isactive,900,900*1e-5)[j/(kg*k)]等等;
37、s5.2.3、考虑到焊接过程中可能有夹持操作,因此添加固定约束,添加固定约束的表面为模型左右两侧所示;
38、s5.3、设置层流:
39、s5.3.1、选择所有域,设置包含重力,参考压力水平设置为1[atm]pa,参考温度设置为t_amb,无湍流;
40、s5.3.2、流体属性均设置为来自材料,本构关系选择牛顿形式;
41、s5.3.3、初始值选项中的速度场、压力均设置为0,设置静水压力补偿;
42、s5.3.4、根据几何模型的空间位置,设置重力加速度-g_const;
43、s5.3.5、设置滑移,选择边界为焊缝及其周围表面;
44、s5.4、设置热膨胀:添加多物理场——热膨胀,选择所有域,耦合接口设置为流体传热与固体力学;
45、s5.5、设置马兰戈尼效应:添加多物理场——马兰格尼效应,选择边界为焊缝及其周围表面,耦合接口设置为层流与流体传热。
46、在本发明一实施例中,所述步骤s6具体为:
47、s6.1、进行网格划分,具体操作为将整体模型以焊缝为中心划分为由内向外逐渐粗糙的3个区域,并对焊缝域添加网格自适应操作,全部构建后划分的完整网格包含32423个域单元、10528个边界单元和2003个边单元;
48、s6.2、添加瞬态研究,设置时间单位为s,输出时步为range(0,0.03,1.2),并将设置的物理场和多物理场耦合均选择上即可进行求解,求解的自由度数:134032,加上150483个内部自由度。
49、在本发明一实施例中,所述步骤s7具体为:
50、s7.1、焊接过程的温度分布云图,如图4所示,焊接过程中最高温度约为2090k;
51、s7.2、固液相变如图5所示;
52、s7.3、应力分布云图如图6所示,焊接过程中最大应力为3.96×10^9n/m^2;
53、s7.4、流场速度分布云图如图7所示,焊接过程中最大速度为0.03m/s。
54、相较于现有技术,本发明具有以下有益效果:本发明方法,能够有效求解aluminum6063-t83激光填丝焊接过程,得到的温度、应力场结果与实际吻合度较高,还得到焊接流场的速度及相变情况,揭示了熔池的温度、应力及其形貌的动态演变规律,并可预测焊缝成形,用于揭示浮孔、未熔透、驼峰等焊接缺陷的形成机理,从而可快速地指导焊接工艺进行参数优化,这对优化焊接工艺及控制焊接缺陷与变形具有重大意义,为实际工程应用提供了相应的理论基础和仿真方法,减少设备生产调试周期,降低生产成本。
- 还没有人留言评论。精彩留言会获得点赞!