一种基于增材制造的激光扫描方法与流程
本发明涉及增材制造领域领域,设计了一种基于增材制造的激光扫描方法。
背景技术:
1、激光增材制造技术,又称3维(3-dimensions,3-d)打印技术,是通过计算机辅助设计(computer aided design,cad),以一种数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方法来构造物体的技术,相比传统机械加工,激光增材制造技术能大大节省材料降低成本,且通过材料的逐层累加实现复杂形状零件成型,最大程度地节省材料,实现零件的个性化定制。
2、但是,在实际进行激光增材制造中,往往容易出现成型件出现微观缺陷、残余应力打、塑性不足、效率低等问题;产生的原因主要为激光功率、激光扫描速率的参数控制不精准,导致输入能量密度过大或过小,产生深锁孔熔池,使激光增材制造中的气体滞留在成型件内,所以为了获得更加稳定、高性能的激光选区融化成形的零件,需要合理控制工艺参数改善成型件出现缺陷的情况。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明提出一种基于增材制造的激光扫描方法,本发明设计的技术方案步骤包括:
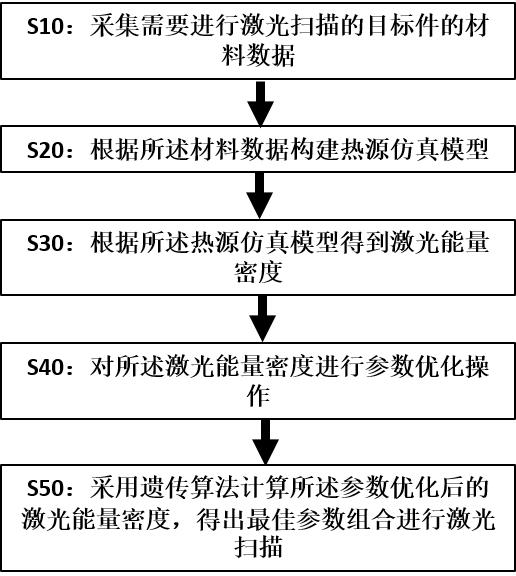
2、s10:采集需要进行激光扫描的目标件的材料数据;
3、s20:根据所述材料数据构建热源仿真模型;
4、s30:根据所述热源仿真模型得到激光能量密度;
5、s40:对所述激光能量密度进行参数优化操作;
6、s50:采用遗传算法计算所述参数优化后的激光能量密度,得出最佳参数组合进行激光扫描。
7、优选地,所述s20的构建热源模型包括:采用ansys软件中的瞬态热模块和静态结构分析模块进行温度场与应力场数值模拟,建立单道单层激光扫描过程的有限元模型;所述模型的基板尺寸为50mm×50mm×5mm,所述模型的激光熔覆尺寸为2mm×2mm×0.6mm。
8、优选地,所述s30包括:根据热源模型得到激光能量密度与温度场的函数关系,该函数关系的公式为:
9、
10、式中,e为激光能量密度,j为激光扫描的层厚,为目标件的热导率,a为目标件对激光的吸收率,p为激光的宽度,d为激光直径,为温差,x为激光在热源模型的横坐标,为高斯光束的标准差。
11、优选地,所述s40包括:对所述激光能量密度进行转换,得到激光功率和激光扫描速度,然后分别对所述激光功率和激光扫描速度进行参数优化操作。
12、优选地,所述对所述激光能量密度进行转换包括:所述转换为函数表达,公式为:
13、
14、式中,e为激光能量密度,p为激光功率,v为激光扫描速度,d为扫描间距,h为单层粉末厚度。
15、优选地,所述参数优化包括:包括将激光功率和激光扫描速度作为自变量,以成型件的缺陷影响误差作为响应面,然后根据所述响应面近似模拟进行试验,最后进行方差验证。
16、优选地,所述响应面包括:所述响应面公式为:
17、
18、式中,为常数项系数,为一次项,为二次项,为交叉项系数,n为自变量数目,n=2,xi为第i个激光光束在热源模型的横坐标,xj为第j个激光光束在热源模型的横坐标。
19、优选地,所述方差验证包括:对所述响应面近似模型进行方差验证,首先求解响应面近似模型的系数,公式为:
20、
21、
22、
23、式中,为离差平方和,为预测离差平方和,ssresidual为残差的平方和,ssmodel为平方和,ssre为复数的平方和,dfresidual为残差的自由度,press为预测数据的平方和;
24、然后通过将与的差值大小作为残差大小,确定激光功率和激光扫描速度响应成型件缺陷的影响值的残差,分析残差验证所述响应面近似模型。
25、优选地,所述s50包括:使用遗传算法对参数进行优化求解,将成型件缺陷的影响值作为优化目标,将激光功率和激光扫描速率通过二进制编码的方法形成不同个体的染色体,结合响应面模型,通过选择、交叉和变异的操作,不断迭代寻优,获得最佳参数组合。
26、优选地,所述遗传算法采用matlab工具箱进行计算。
27、有益效果:
28、1、本发明在基于ansys仿真下,结合激光能量分布,通过高斯热源密度定义激光能量密度进行分析,合理优化激光功率和激光扫描速率,使激光扫描过程更加高效;
29、2、本发明通过参数优化,进一步优化参数,提高参数调整的鲁棒性,通过热模型和响应面近似模型输出的数据更具有可靠性;
30、3、本发明通过利用响应面近似模型,采用遗传算法对参数进行优化求解,得出最佳参数组合来最终确认激光扫描中的参数值。
技术特征:
1.一种基于增材制造的激光扫描方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于增材制造的激光扫描方法,其特征在于,所述s20的构建热源模型包括:
3.根据权利要求1所述的一种基于增材制造的激光扫描方法,其特征在于,所述s30包括:
4.根据权利要求1所述的一种基于增材制造的激光扫描方法,其特征在于,所述s40包括:
5.根据权利要求4所述的一种基于增材制造的激光扫描方法,其特征在于,所述对所述激光能量密度进行转换包括:
6.根据权利要求4所述的一种基于增材制造的激光扫描方法,其特征在于,所述参数优化包括:
7.根据权利要求6所述的一种基于增材制造的激光扫描方法,其特征在于,所述响应面包括:
8.根据权利要求5所述的一种基于增材制造的激光扫描方法,其特征在于,所述方差验证包括:
9.根据权利要求1所述的一种基于增材制造的激光扫描方法,其特征在于,所述s50包括:
10.根据权利要求9所述的一种基于增材制造的激光扫描方法,其特征在于,包括:
技术总结
本发明公开了一种基于增材制造的激光扫描方法,其特征在于,包括以下步骤:S10:采集需要进行激光扫描的目标件的材料数据;S20:根据所述材料数据构建热源仿真模型;S30:根据所述热源仿真模型得到激光能量密度;S40:对所述激光能量密度进行参数优化操作;S50:采用遗传算法计算所述参数优化后的激光能量密度,得出最佳参数组合进行激光扫描。本申请通过构建热源模型获取参数,并增添优化参数的步骤得出最佳参数组合,保证激光扫描的稳定性。
技术研发人员:张树哲,吕忠利,刘永辉,邹亚桐,张城骁
受保护的技术使用者:山东创瑞激光科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!