一种刀具异常状态检测方法、装置、设备和介质与流程
本技术涉及加工检测,尤其涉及一种刀具异常状态检测方法、装置、设备和介质。
背景技术:
1、飞机结构件制造具有小批量、多类别等特性,且结构件存在特征复杂、加工过程中需要的刀具种类多、存在加工轨迹多变,以及受复杂时变工况影响大的特点,若直接使用传感器获得的振动数据信号进行时频域特征分析实现监控,往往准确率较低,存在较多的误报与漏报等情况,不能满足飞机结构件在加工过程中断齿、磨损等异常工况的监测。
2、因此,亟需一种对刀具在航空件加工过程中所出现的异常状态进行检测的方法。
技术实现思路
1、本技术的主要目的是提供一种刀具异常状态检测方法、装置、设备和介质,旨在解决现有技术无法准确识别航空件在加工过程中所出现的异常工况的技术问题。
2、为解决上述技术问题,本技术实施例提出了:一种刀具异常状态检测方法,包括以下步骤:
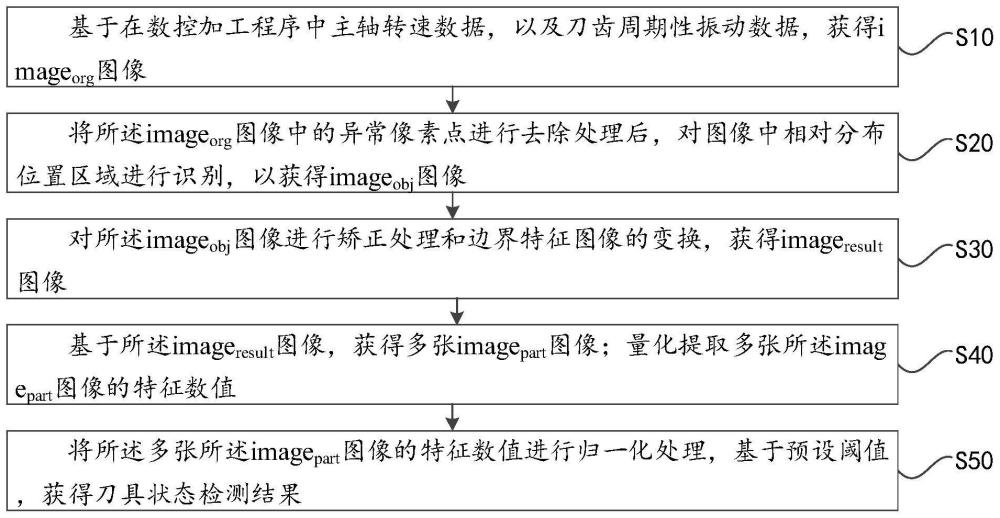
3、基于在数控加工程序中主轴转速数据,以及刀齿周期性振动数据,获得imageorg图像;
4、将所述imageorg图像中的异常像素点进行去除处理后,对图像中相对分布位置区域进行识别,以获得imageobj图像;
5、对所述imageobj图像进行矫正处理和边界特征图像的变换,获得imageresult图像;
6、基于所述imageresult图像,获得多张imagepart图像;量化提取多张所述imagepart图像的特征数值;其中,所述特征数值包括面积特征值、长度特征值和宽度特征值;
7、将所述多张所述imagepart图像的特征数值进行归一化处理,基于预设阈值,获得刀具状态检测结果;其中,所述刀具状态检测结果包括刀具断齿、刀具磨损或状态异常。
8、作为本技术一些可选实施方式,所述imageorg图像以图像中心为初始零点位置,沿半径方向分布所述刀齿周期性振动数据(转速影响单位时间内沿半径方向各个刀齿对应的振动数据点的数量,即转速越快对应刀齿的振动数据点越多,反之越少)。
9、作为本技术一些可选实施方式,所述将所述imageorg图像中的异常像素点进行去除处理后,对图像中相对分布位置区域进行识别,以获得imageobj图像,包括:
10、对所述imageobj图像的尺寸大小进行统一处理,获得第一imageorg图像;其中,所述imageorg图像的长度值与宽度值相等;
11、对所述第一imageorg图像中的异常像素点进行去除处理,对图像中相对分布位置区域进行识别,以获得imageobj图像。
12、作为本技术一些可选实施方式,所述对所述第一imageorg图像中的异常像素点进行去除处理,对图像中相对分布位置区域进行识别,以获得imageobj图像,包括:
13、对所述第一imageorg图像的每一个像素点的灰度值进行遍历,获得第一像素点和第二像素点;其中所述第一像素点和所述第二像素点的灰度值相同,且所述第一像素点与所述第二像素点的棋盘距离小于所述第一像素点与其他任意像素点的棋盘距离;所述其他任意像素点是指其他任意与所述第一像素点灰度值相同的像素点;
14、若所述第一像素点满足预设阈值,则将其认定为异常像素点并进行去除处理,获得imagedst图像;
15、对所述imagedst图像中相对分布位置区域进行识别,以获得imageobj图像。
16、作为本技术一些可选实施方式,所述对所述imagedst图像中相对分布位置区域进行识别,以获得imageobj图像,包括:
17、基于刀具的刀齿数值nt,将所述imagedst图像按照360°/nt组成为扇形区域,获得imagev图像;
18、将所述imagev图像与所述imagedst图像进行重叠覆盖,计算所述imagedst图像中的目标像素点数量值sumv;其中,所述目标像素点是指落在所述扇形区域的组成线段上,且灰度值等于所述异常像素点灰度值的像素点;
19、基于所述目标像素点数量值sumv,获得imagev-max图像;其中,所述imagev-max图像的目标像素点数量值满足预设阈值;
20、将所述imagev-max图像与所述imagedst图像重叠覆盖,判断获得所述刀具的周期性振动数据在振动数据主轴的方向;绕所述imagedst图像的中心,将所述imagedst图像旋转360°/(2*nt)后,对所述imagedst图像中相对分布位置区域进行识别,以获得imageobj图像;其中,所述相对分布位置区域是指扇形区域与刀齿振动数据重合度满足预设阈值的区域。
21、作为本技术一些可选实施方式,所述基于所述目标像素点数量值sumv,获得imagev-max图像,包括:
22、将所述扇形区域的倾斜角度设为0°,并将数组array的大小设为360°/nt,将所述数组array中的所有数值进行初始化,即int array[360°/nt]={0};
23、将所述imagev图像绕图像中心顺时针旋转预设角度,计算所述imagev图像的目标像素点数量值sumv;将所述目标像素点数量值sumv作为对应旋转预设角度的下标值,记录在所述数组array中;
24、基于所述数组array,获取最大目标像素点数量值sumv-max;以及所述最大目标像素点数量值sumv-max对应的旋转预设角度maxa度;
25、将所述imagev图像绕图像中心顺时针旋转maxa度,获得imagev-max图像。
26、作为本技术一些可选实施方式,所述对所述imageobj图像进行矫正处理和边界特征图像的变换,获得imageresult图像,包括:
27、将所述imageobj图像中扇形区域中每一组成线段的初始点值均设为pointfirst(x,y),并分别计算所述imageobj图像中扇形区域中每一组成线段的端点坐标数值pointend(x,y);其中,所述初始点为图像的几何中心;
28、基于所述imageobj图像中扇形区域中每一组成线段的端点坐标数值pointend(x,y),分别判断所述每一组成线段的端点坐标数pointend(x,y)与所述imageobj图像是否存在边界相交,以获得判断结果;
29、基于所述判断结果,获得imageresult图像。
30、作为本技术一些可选实施方式,所述基于所述判断结果,获得imageresult图像,包括:
31、若所述判断结果为所述组成线段的端点与所述imageobj图像不存在边界相交,则将所述组成线段沿端点方向进行延长,直至与图像边界相交;
32、若所述判断结果为所述组成线段的端点与所述imageobj图像存在边界相交,且端点位置正好位于图像的边界,则线段保持不变;
33、若所述判断结果为所述组成线段的端点与所述imageobj图像存在边界相交,且端点位于图像的外侧,则仅保留边界及边界以内的线段部分。
34、作为本技术一些可选实施方式,所述基于所述imageresult图像,获得多张imagepart图像,包括:
35、基于扇形区域,将所述imageresult图像分为nt个独立区域;
36、基于所述独立区域,获得每个独立区域的横坐标值;基于每个独立区域的横坐标值,获得横坐标最大值pmax和横坐标最小值pmin;基于所述横坐标最大值pmax和横坐标最小值pmin,获得直线pmaxpmin;
37、基于所述直线pmaxpmin,获得第一特征点ps1和第二特征点ps2;其中,所述第一特征点ps1和所述第二特征点ps2分别位于所述直线pmaxpmin的两侧,且其与横坐标最大值pmax和横坐标最小值pmin的连线所构成的面积大于所在侧任意点;所述第一特征点ps1与所述横坐标最大值pmax和横坐标最小值pmin的连线所构成的面积区域为s1区域;所述第二特征点ps2与所述横坐标最大值pmax和横坐标最小值pmin的连线所构成的面积区域为s2区域;
38、基于所述s1区域和所述s2区域,获得imagetemp图像;
39、基于所述imagetemp图像,获得imagepart图像。
40、作为本技术一些可选实施方式,所述基于所述s1区域和所述s2区域,获得imagetemp图像,包括:
41、获得在所述s1区域中所有在直线pmin ps1左边的第一像素点,以及在所述s2区域中所有在直线pmin ps2左边的第二像素点;基于所述第一像素点,获得所述s1区域左半部分边界的顶点;基于所述第二像素点,获得所述s2区域左半部分边界的顶点;将每个独立区域中的第一像素点和第二像素点进行依次连接,以获得在扇形区域内面积最大特性的封闭区域;提取每个所述封闭区域的最外层轮廓线对应的像素点集,并计算获得所述封闭区域的中心坐标center(x,y);
42、以中心坐标center(x,y)为参考,向左侧搜索与中心坐标对应的中心像素点相同灰度值的像素点集;基于所述与中心像素点相同灰度值的像素点集,获得imagetemp图像。
43、作为本技术一些可选实施方式,所述基于所述imagetemp图像,获得imagepart图像,包括:
44、将imagedst图像中的所有像素点,基于所述imagetemp图像中的像素点,判断imagedst图像中的所有像素点是否与所述imagetemp图像中的像素点有对应关系,以进行差异特征区域的提取分离,获得imagepart图像;
45、其中,若所述imagedst图像中的待变换像素点与所述imagetemp图像中的像素点有对应关系,则保持所述待变换像素点的灰度值不变;若所述imagedst图像中的待变换像素点与所述imagetemp图像中的像素点没有对应关系,则将所述待变换像素点的灰度值变换为背景的灰度值。
46、作为本技术一些可选实施方式,所述量化提取多张所述imagepart图像的特征数值,包括:
47、对多张所述imagepart图像的面积特征值、长度特征值和宽度特征值进行提取,获得nt个面积特征值、长度特征值和宽度特征值;
48、通过将nt个所述面积特征值、长度特征值和宽度特征值比较,获得最大面积特征值sizemax、最大长度特征值lengthmax和最大宽度特征值widthmax,以及最小面积特征值sizemin、最小长度特征值lengthmin和最小宽度特征值widthmin。
49、作为本技术一些可选实施方式,所述将所述多张所述imagepart图像的特征数值进行归一化处理,基于预设阈值,获得刀具状态检测结果,包括:
50、基于所述最大面积特征值sizemax、所述最大长度特征值lengthmax、所述最大宽度特征值widthmax、所述最小面积特征值sizemin、所述最小长度特征值lengthmin和所述最小宽度特征值widthmin,对nt个所述面积特征值、长度特征值和宽度特征值进行归一化处理;
51、基于预设面积阈值、预设长度阈值和预设宽度阈值,对归一化处理后的特征值进行提取,以获得刀具状态检测结果。
52、为解决上述技术问题,本技术实施例还提供了:一种刀具异常状态检测装置,包括:
53、第一获取模块,用于基于在数控加工程序中主轴转速数据,以及刀齿周期性振动数据,获得imageorg图像;
54、去噪模块,用于将所述imageorg图像中的异常像素点进行去除处理后,对图像中相对分布位置区域进行识别,以获得imageobj图像;
55、变换模块,用于对所述imageobj图像进行矫正处理和边界特征图像的变换,获得imageresult图像;
56、提取特征模块,用于基于所述imageresult图像,获得多张imagepart图像;量化提取多张所述imagepart图像的特征数值;其中,所述特征数值包括面积特征值、长度特征值和宽度特征值;
57、检测模块,用于将所述多张所述imagepart图像的特征数值进行归一化处理,基于预设阈值,获得刀具状态检测结果。
58、为解决上述技术问题,本技术实施例还提出了:一种电子设备,该电子设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现如上所述的方法。
59、为解决上述技术问题,本技术实施例还提出了:一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现如上所述的方法。
60、刀具在航空件加工过程中所产生的振动信号数据具有频率高、局部时域段数值差异变化明显等特性,现有的方法并不能实现自适应分析这些具有变化特性的数据。图像分析处理识别技术已经在各领域有着广泛的应用,为基于振动数据图像化分析提供了新的解题思路。基于振动信号离散数据点生成的图像,每一个数据点是对应刀具刀齿对应的数据,然而根据这些离散的点直观地观察并不能很好的判定这些数据点与刀具上刀齿的对应关系,必须将这些数据点进行统一融合分析。因此,为利于定性的分析刀齿的磨损量以及是否存在断齿、缺齿等异常,融合区域特征数据点,可很好的反应刀具整体情况,提升识别的准确率,降低误报率等技术性指标。对标在线对各类不同刀齿刀具加工异常信号的检测识别,航空结构件加工振动信号图像化识别及量化分析算法。本技术以齿刀振动数据生成的图像为研究对象,基于振动数据图像特征的变换、识别、量化,对刀具是否存在异常进行判别,以利于在刀具加工过程中实时的快速发现异常及时停机,以避免对机床与机构件造成损伤,可进一步降低因刀具异常导致的经济损失。
- 还没有人留言评论。精彩留言会获得点赞!