高度离散、高度柔性下的大排量摩托车低成本制造系统的制作方法
本技术涉及大排量摩托车生产制造,尤其涉及一种高度离散、高度柔性下的大排量摩托车低成本制造系统。
背景技术:
1、对于摩托车制造,大致包括焊接、涂装、整车总装三大工段,对于有特殊能力的工厂,还会具备对发动机部件加工以及整机装配,因此,生产过程高度离散,工序约有400~600道。针对车架焊接、涂装喷涂、机加工、发动机装配、整车装配等复杂性生产过程的场景,需涉及到车架焊接线,涂装工厂塑件涂装全自动综合线,机加工工厂箱体缸盖加工线,发动机工厂装配线,大排量摩托车工厂总装装配线等复杂应用场景。
2、由于摩托车生产工序复杂,因此,传统的摩托车制造方式仅适用于大规模的标准制造。如果要从传统的大规模标准制造离散转型到柔性化个性化的大规模单台定制模式,会增加很高的制造成本,包括:wip(work in progress,车间生产管理)在制品偏高、零部件库存积压、变更管理和异常响应滞后(积压物料)、特殊工艺和质量控制要求无法在线、实时监控及处置(下线返工、不良成品积压)、原材料库严重呆滞(个性化定制和法规件等专用件无法通用)、成品库存无法及时发运到客户、成品库爆仓和仓储成本增加等等方面,要持续不断在摸索中一步步的进行改善和优化,甚至是新旧设备的替换以及系统更新换代,这些过程的投入会非常大。
3、因此,有必要提供一种技术方案,解决相关技术中存在的在面对个性定制、小批量、多品种的大排量摩托车需求时生产成本较高的问题。
技术实现思路
1、本技术的目的在于,提供一种技术方案,解决相关技术中存在的在面对个性定制、小批量、多品种的大排量摩托车需求时生产成本较高的问题。
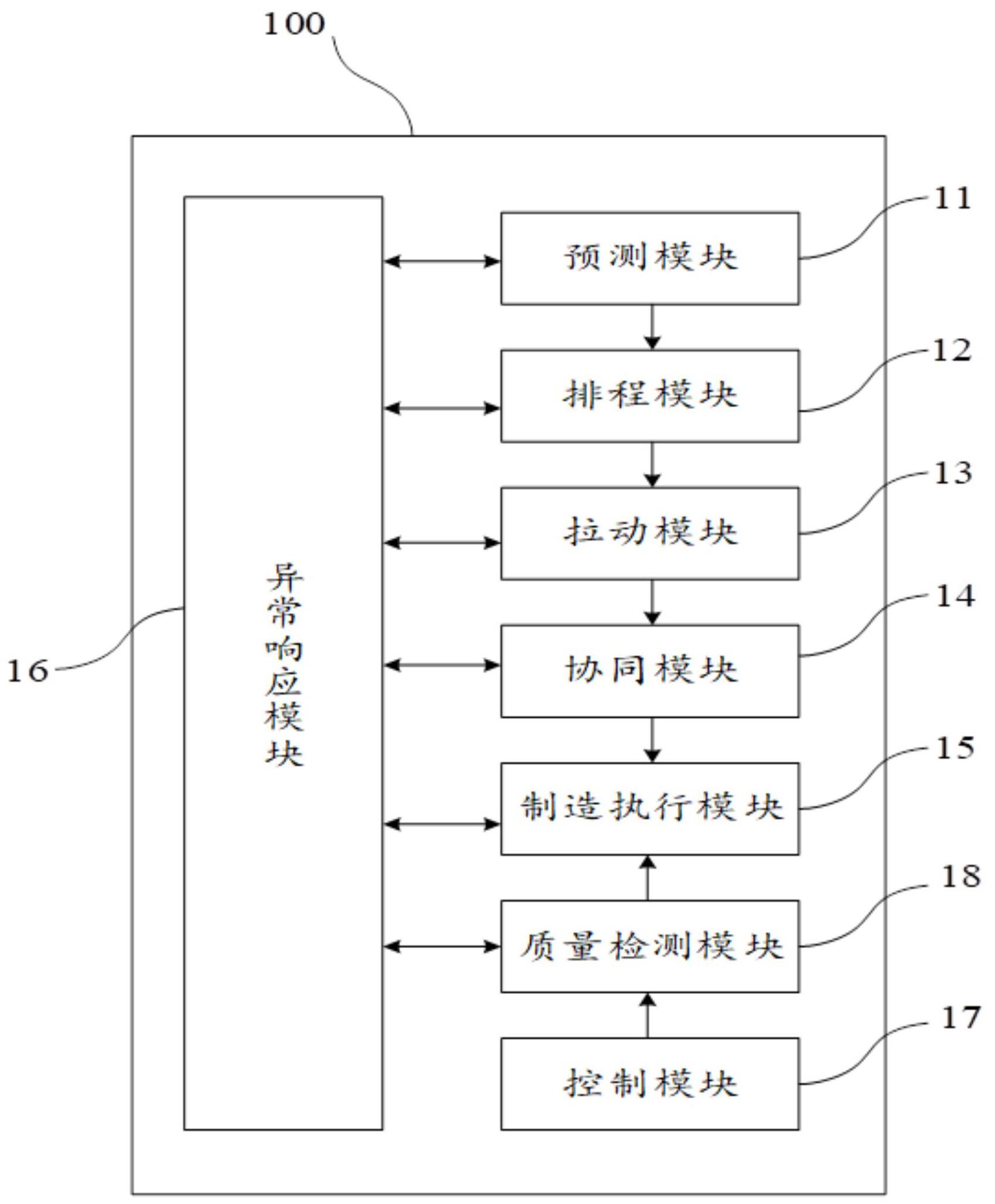
2、基于以上问题,本技术提供一种高度离散、高度柔性下的大排量摩托车低成本制造系统,系统包括:预测模块、排程模块、拉动模块、协同模块、异常响应模块以及质量检测模块。
3、预测模块用于对不同车型的摩托车进行需求预测,预测模块根据某一车型的摩托车的特征属性进行需求预测获得车型的摩托车在时间值域内的预计需求量,其中特征属性至少包括第一属性和第二属性;排程模块与预测模块通讯连接,排程模块用于根据不同车型的摩托车的预计需求量生成各个车型的摩托车的整车作业计划和每种车型摩托车的工序排程计划;拉动模块与排程模块通讯连接,在排程模块生成工序排程计划后,拉动模块按照工序排程计划调整各道工序的上下游关系以生成工序拉动模型,并将工序拉动模型映射到生产线以确定执行工序拉动模型中的任一道工序的设备;协同模块与拉动模块通讯连接,在拉动模块生成工序拉动模型之后,协同模块根据整车作业计划和工序拉动模型生成协同信息,并将协同信息发送至协同终端,协同信息包括库存补充计划,协同终端在接收到拉动模块发送的协同信息后,根据协同信息补充库存;异常响应模块用于当预测模块、排程模块、拉动模块和协同模块中的任一个出现异常时对发生异常的模块进行修正,并判断其余模块是否进行联动修改,当判断需要联动修改,异常响应模块发送指令至对应的需要联动修改的模块,以触发模块进行联动修改;质量检测模块用于识别生产线生产的摩托车组件所属的摩托车车型,并根据车型查找工艺信息,工艺信息包括车型的摩托车的至少部分组件的工艺要求,在组件经历某一指定工序后,质量检测模块检测组件是否符合工艺要求,若不符合工艺要求,质量检测模块发送异常信息至异常响应模块,以触发异常响应模块修改以下模块中的至少一个:预测模块、排程模块、拉动模块和协同模块。
4、进一步的,预测模块根据摩托车的时间特征选择预测模型对摩托车在时间值域内的需求量进行预测,预测模型包括巴斯扩散模型和时间序列模型;
5、当摩托车的时间特征大于第一时间阈值时,预测模块选择时间序列模型,并基于第一属性对摩托车的订单量进行预测,以获得预计需求量,第一属性包括摩托车的销售数据;
6、当摩托车的时间特征小于第二时间阈值时,预测模块选择巴斯扩散模型,并基于第二属性对摩托车的需求量进行预测,以获得预计需求量,第二属性包括摩托车的竞品销售数据,第二时间阈值小于第一时间阈值;
7、当摩托车的时间特征大于或等于第二时间阈值,且小于或等于第一时间阈值时,预测模块基于第一属性,分别利用巴斯扩散模型和时间序列模型对摩托车的需求量进行预测,并将两个模型的需求量预测结果的平均值作为最终的预计需求量。
8、进一步的,预测模块还对预测模型加入影响因子,以对预测模型进行调整,影响因子包括以下影响中的一种或多种:原始因子、时间因子以及环境因子。
9、进一步的,排程模块按照摩托车交期的先后顺序和产线产能生成整车作业计划,整车作业计划包括不同车型的摩托车的计划生产批次;
10、系统还包括存储模块,存储模块存储有各个车型的摩托车的工艺路径清单,工艺路径清单包括摩托车组件的工艺信息;
11、排程模块解析工艺路径清单,统计各个车型的摩托车中具有相同制造工艺的组件,在进行工序排程时,将相同或相邻批次的摩托车中具有相同制造工艺的组件在同一工序中进行生产,从而生成工序排程计划。
12、进一步的,拉动模块还用于生成拉动信号,拉动模块还用于监控工序间存储区的组件数量,对于任意相邻的两道工序,当下游工序从工序间存储区拿取组件后,拉动模块向上游工序传递拉动信号,以触发上游工序制造组件,上游工序将制造的组件补充入工序间存储区;
13、拉动模块根据工序排程计划设置在预设时间内的拉动信号生成次数。
14、进一步的,拉动模块还用于控制生产线换型,在生产线按照整车作业计划完成一种车型摩托车的生产后,拉动模块调整工序拉动模型或控制生产线上执行任一道工序的设备换装换夹具。
15、进一步的,协同模块用于生成协同信息,协同信息包括库存补充计划,库存补充计划包括补货周期、补货种类、每次补货的数量以及补货次数;
16、协同模块根据整车作业计划获得制造不同车型摩托车的物料总需求量,并统计工序拉动模型中各道工序的加工用时获得各个车型摩托车的物料的消耗速度,协同模块根据消耗速度设置补货周期、补货种类以及每次补货的数量,并根据物料总需求量设置补货次数。
17、进一步的,排程模块还根据客户实际订单制定整车作业计划和工序排程计划;
18、当客户的实际订单发生变动时,异常响应模块控制排程模块重新制定整车作业计划和工序排程计划,并控制拉动模块和协同模块联动修改。
19、进一步的,系统还包括存储模块,存储模块存储有任一车型的摩托车的工艺路径清单,工艺路径清单包括摩托车组件的工艺信息;
20、工艺路径清单包括可拆解和下发至对应工位的标准动作,在工位上根据标准动作可以完成对应的工序。
21、进一步的,系统还包括控制模块,控制模块用于针对任一车型的摩托车设置工艺要求。
22、综上,本技术实施例提供的高度离散、高度柔性下的大排量摩托车低成本制造系统通过预测模块、排程模块、拉动模块、协同模块、异常响应模块和制造执行模块的协作,以较低的生产成本满足个性定制、小批量、多品种的大排量摩托车生产制造需求。
- 还没有人留言评论。精彩留言会获得点赞!