生产工艺调度方法、设备及计算机可读存储介质
本发明涉及冶金工艺领域,尤其涉及生产工艺调度方法、设备及计算机可读存储介质。
背景技术:
1、冶金工艺包括矿石提取、冶炼、炼矿、铸造、锻造、轧制、热处理、合金设计等多个阶段,构成了从原材料到最终产品的完整过程。目前,冶金工艺的多工厂生产线的调度方法研究远远跟不上其实际发展的需要,难以实现最大限度地减少产品在不同工艺环节之间的等待时间,这也就制约了冶金工艺的生产效率。
2、上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本发明的主要目的在于提供一种生产工艺调度方法、设备及计算机可读存储介质,旨在解决目前冶金工艺的多工厂生产线的调度方法研究远远跟不上其实际发展的需要,难以实现最大限度地减少产品在不同工艺环节之间的等待时间的技术问题。
2、为实现上述目的,本发明提供一种生产工艺调度方法,所述生产工艺调度方法包括以下步骤:
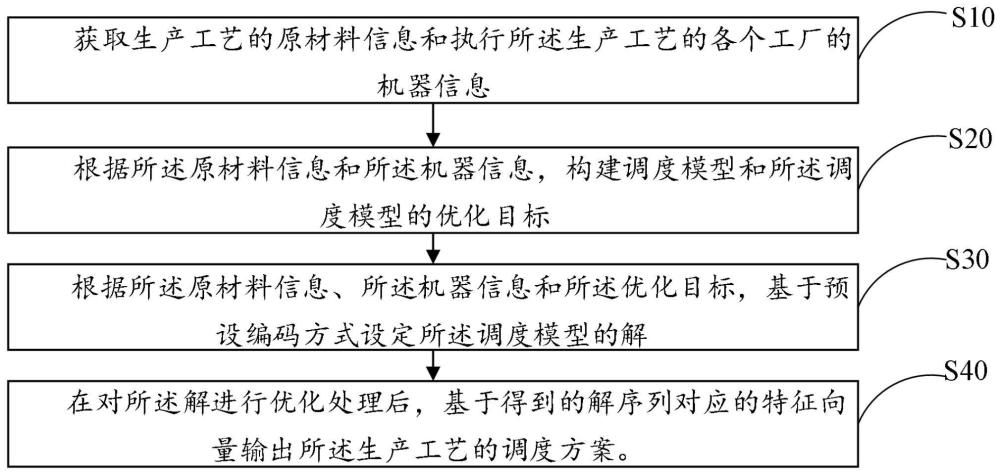
3、获取生产工艺的原材料信息和执行所述生产工艺的各个工厂的机器信息;
4、根据所述原材料信息和所述机器信息,构建调度模型和所述调度模型的优化目标;
5、根据所述原材料信息、所述机器信息和所述优化目标,基于预设编码方式设定所述调度模型的解;
6、在对所述解进行优化处理后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案。
7、可选地,所述原材料信息包括原材料的投料规则、原材料的工厂选择规则、原材料的设备选择规则、原材料总类数,所述各个工厂的机器信息包括车间调度规则的编码、工厂数量、每一工厂的机器数量、机器可选择的速度档。
8、可选地,所述根据所述原材料信息和所述机器信息,构建调度模型和所述调度模型的优化目标的步骤包括:
9、根据所述原材料总类数、所述每一工厂的机器数量、所述工厂数量和所述机器可选择的速度档,设定二元决策变量;
10、基于所述原材料的投料规则、所述原材料的工厂选择规则、所述原材料的设备选择规则、所述车间调度规则的编码和所述二元决策变量,构建所述调度模型并设定所述优化目标,步骤包括:计算任意两材料之间的设置及加工时间并将多维信息抽象处理,以确定对应的仅与材料有关与机器无关的第一二维表,计算所述任意两材料间的总能耗并将多维信息抽象处理,以确定对应的仅与材料有关与机器无关的第二二维表,将所述第一二维表和所述第二二维表结合为一张升维的2×二维表,构建所述调度模型。
11、可选地,所述基于所述原材料的投料规则、所述原材料的工厂选择规则、所述原材料的设备选择规则、所述车间调度规则的编码和所述二元决策变量,构建所述调度模型并设定所述优化目标的步骤包括:
12、基于所述原材料的投料规则、所述原材料的工厂选择规则、所述原材料的设备选择规则、所述车间调度规则的编码和所述二元决策变量,确定建模基础表达式,所述建模基础表达式包括:原材料-机器-实际设置时间表达式、原材料-机器-实际加工时间表达式、工厂-机器-待机状态-实际总能耗表达式、工厂-机器-设置状态-速度-实际总耗能表达式、原材料-机器-加工状态-速度-实际总能耗表达式、工厂-原材料-总完工时间表达式;
13、根据所述建模基础表达式,构建所述调度模型并确定最小化最早完工时间和最小化总能耗;
14、将所述最小化最早完工时间和所述最小化总能耗设定为所述优化目标。
15、可选地,所述在对所述解进行种群初始化后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案的步骤之前,还包括:
16、根据所述解序列和预设编码方式和预设快速评价方法,确定对应的种群矩阵;
17、对所述种群矩阵进行建模,以得到固定维度的向量;
18、对所述固定维度的向量进行建模,输出所述特征向量。
19、可选地,所述对所述初始化种群矩阵进行建模,以得到固定维度的向量的步骤包括:
20、对所述种群矩阵进行嵌入层处理,以得到对应的嵌入向量;
21、基于所述嵌入向量和所述循环神经网络的网络参数,获得隐层输出向量序列;
22、依次将所述隐层输出向量序列和所述嵌入向量输入所述循环神经网络,以得到所述固定维度的向量。
23、可选地,所述根据所述原材料信息、所述机器信息和所述优化目标,基于预设编码方式设定所述调度模型的解的步骤包括:
24、根据所述原材料信息和所述机器信息,确定原材料基于工厂机器的加工序列;
25、对所述加工序列按照加工顺序进行编码,设定所述调度模型的解,其中,所述解包括原材料的工厂分配、每一工厂原材料处理顺序和每一原材料在每台机器上的处理速度。
26、可选地,所述在对所述解进行种群初始化后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案的步骤包括:
27、基于所述解序列的特征向量,确定所述特征向量的隐层输出向量;
28、基于所述隐层输出向量,基于轮盘赌策略确定输出的原料加工序列;
29、根据工厂分配规则和所述原料加工序列,得到各个工厂的原料加工子序列;
30、基于局部搜索策略,优化所述各个工厂的原料加工子序列,在满足终止条件时,输出目标原料加工子序列作为所述调度方案。
31、此外,为实现上述目的,本发明还提供一种生产工艺调度设备,所述生产工艺调度设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的生产工艺调度程序,所述生产工艺调度程序配置为实现如上所述的生产工艺调度方法的步骤。
32、此外,为实现以上目的,本发明还提供一种计算机可读存储介质,所述存储介质上存储有生产工艺调度程序,所述生产工艺调度程序被处理器执行时实现如上所述的生产工艺调度方法的步骤。
33、本发明实施例通过提供一种获取生产工艺的原材料信息和执行所述生产工艺的各个工厂的机器信息;根据所述原材料信息和所述机器信息,构建调度模型和所述调度模型的优化目标;根据所述原材料信息、所述机器信息和所述优化目标,基于预设编码方式设定所述调度模型的解;在对所述解进行优化处理后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案。通过提出了节能分布式带序相关设置时间的无等待流水车间加工过程的调度模型和优化目标,能够在较短时间内获得带节能及序相关设置时间的无等待流水车间调度问题的优质解决方案。
技术特征:
1.一种生产工艺调度方法,其特征在于,所述生产工艺调度方法包括以下步骤:
2.如权利要求1所述的生产工艺调度方法,其特征在于,所述原材料信息包括原材料的投料规则、原材料的工厂选择规则、原材料的设备选择规则、原材料总类数,所述各个工厂的机器信息包括车间调度规则的编码、工厂数量、每一工厂的机器数量、机器可选择的速度档。
3.如权利要求2所述的生产工艺调度方法,其特征在于,所述根据所述原材料信息和所述机器信息,构建调度模型和所述调度模型的优化目标的步骤包括:
4.如权利要求3所述的生产工艺调度方法,其特征在于,所述基于所述原材料的投料规则、所述原材料的工厂选择规则、所述原材料的设备选择规则、所述车间调度规则的编码和所述二元决策变量,构建所述调度模型并设定所述优化目标的步骤还包括:
5.如权利要求1所述的生产工艺调度方法,其特征在于,所述在对所述解进行优化处理后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案的步骤之前,还包括:
6.如权利要求5所述的生产工艺调度方法,其特征在于,所述对所述种群矩阵进行建模,以得到固定维度的向量的步骤包括:
7.如权利要求1所述的生产工艺调度方法,其特征在于,所述根据所述原材料信息、所述机器信息和所述优化目标,基于预设编码方式设定所述调度模型的解的步骤包括:
8.如权利要求1所述的生产工艺调度方法,其特征在于,所述在对所述解进行优化处理后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案的步骤包括:
9.一种生产工艺调度设备,其特征在于,所述生产工艺调度设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的生产工艺调度程序,所述生产工艺调度程序配置为实现如权利要求1至8中任一项所述的生产工艺调度方法的步骤。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有生产工艺调度程序,所述生产工艺调度程序被处理器执行时实现如权利要求1至8任一项所述的生产工艺调度方法的步骤。
技术总结
本发明公开了一种生产工艺调度方法,所述生产工艺调度方法包括以下步骤:获取生产工艺的原材料信息和执行所述生产工艺的各个工厂的机器信息;根据所述原材料信息和所述机器信息,构建调度模型和所述调度模型的优化目标;根据所述原材料信息、所述机器信息和所述优化目标,基于预设编码方式设定所述调度模型的解;在对所述解进行优化处理后,基于得到的解序列对应的特征向量输出所述生产工艺的调度方案。通过提出了节能分布式带序相关设置时间的无等待流水车间加工过程的调度模型和优化目标,能够在较短时间内获得带节能及序相关设置时间的无等待流水车间调度问题的优质解决方案。
技术研发人员:张梓琪,操睿琳,钱斌,胡蓉
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!