一种板件开料排序优化方法与流程
本发明涉及开料排序,尤其涉及一种板件开料排序优化方法。
背景技术:
1、在生产制造中,开料是加工流程中的第一步,对后续的加工起到至关重要的作用,加工时,为了提高板件开料利用率,通常把多个订单的板件混合在一起进行开料,开料后的板件经封边,钻孔加工后,进入分拣区缓存齐套,缓存方式为一种带货格的货架,如书本架或多层横库。由于多个订单混合开料,现有开料方式没有调序算法,订单的齐套时间较长,导致缓存较多,板件在书本架内的等待数量较多,周转较慢,因此,作为生产制造中的重点环节,采用合理的开料顺序具有重要的意义。
2、然而,现有技术在板件开料的过程中不能对开料顺序进行调节和控制,使得在板件开料的过程中对开料顺序的规划不够合理,生产过程存在物流周转率低、影响订单齐套效率的技术问题。
技术实现思路
1、鉴于此,本发明的目的在于提供一种板件开料排序优化方法。
2、本发明为解决其技术问题而采用的技术方案是:一种板件开料排序优化方法,其特征在于,包括以下步骤:
3、s1、获取待处理的开料信息、订单信息以及板件信息,得到订单数量信息、各订单待开料板件种类及其数量信息;
4、s2、判断订单数量是否大于1,若是则跳转到s3,若否则跳转到s4;
5、s3、根据各订单剩余待开料板件数量来确定优先加工的订单,剩余待开料板件数量最少或最多的订单优先加工;
6、s4、在优先加工的订单内,根据订单剩余待开料板件的数量来确定优先开料的板件种类;
7、s5、根据各大板内优先开料的板件种类的数量多少来确定优先开料的大板,选择优先开料的板件种类的数量最多的所在大板并排序;
8、s6、统计各订单中剩余待开料的各板件数量,获取最新各板件数量信息;
9、s7、判断是否剩余待开料板件,若是,则重复s2~s6的操作,若否,则结束开料。
10、对本发明进一步地描述,所述开料信息为待开料大板的数量以及对应数量的开料图。
11、对本发明进一步地描述,所述待处理的订单信息至少包括:订单号、订单数量、订单种类;所述待处理的板件信息至少包括:板件材料、板件颜色、板件厚度、板件长度、板件宽度。
12、对本发明进一步地描述,所述根据所述开料信息、订单信息以及板件信息确定所述待处理订单的所需物料,包括:根据所述板件信息确定所述所需物料的种类,根据所述订单数量确定各种类的所需物料的数量。
13、对本发明进一步地描述,包括书本架,所述书本架是自动线设计的一种缓存库机构。
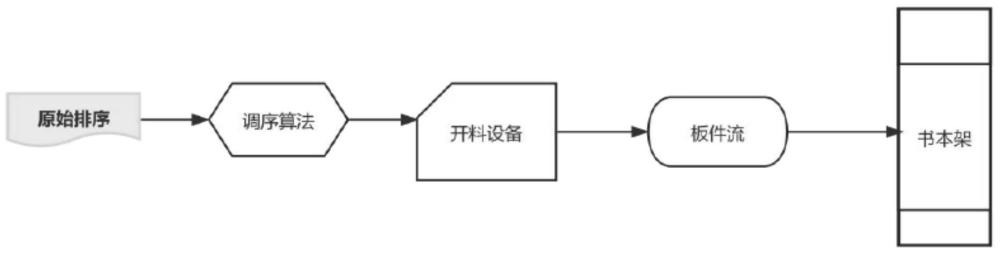
14、本发明的有益效果是:通过该板材开料排序优化方法,以提高订单齐套速度、加快物流周转效率为目标,解析开料文件获取板件涵盖的开料信息、订单信息以及板件信息,并通过排序算法对原始开料顺序进行调序。开料顺序的调整可控制板件以最短的时间完成开料任务,有效缩短了订单的齐套时间,减少生产过程时间浪费,以最大化的提高订单齐套速度,减少了板件在书本架内的等待数量,减少了场地的占用,提高了生产效率,实现了订单全局最优。
技术特征:
1.一种板件开料排序优化方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,所述开料信息为待开料大板的数量以及对应数量的开料图。
3.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,所述待处理的订单信息至少包括:订单号、订单数量、订单种类;所述待处理的板件信息至少包括:板件材料、板件颜色、板件厚度、板件长度、板件宽度。
4.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,所述根据所述开料信息、订单信息以及板件信息确定所述待处理订单的所需物料,包括:根据所述板件信息确定所述所需物料的种类,根据所述订单数量确定各种类的所需物料的数量。
5.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,一块所述大板至少包括一个所述订单中的一块所述板件。
6.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,所述最新各板件数量为各板件原始数量减去已开料大板中各板件的数量。
7.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,包括一种缓存机构。
8.根据权利要求1所述的一种板件开料排序优化方法,其特征在于,所述缓存机构为书本架或多层横库。
技术总结
本发明涉及开料排序技术领域,尤其涉及一种板件开料排序优化方法。该优化方法以提高订单齐套速度、加快物流周转效率为目标,解析开料文件获取板件涵盖的开料信息、订单信息以及板件信息,并通过排序算法对原始开料顺序进行调序。开料顺序的调整可控制板件以最短的时间完成开料任务,有效缩短了订单的齐套时间,减少生产过程时间浪费,以最大化的提高订单齐套速度,减少了板件在书本架内的等待数量,减少了场地的占用,提高了生产效率,实现了订单全局最优。
技术研发人员:陈正波,江俊锋,欧阳华鹏,刘荣辉,孙翰琳
受保护的技术使用者:广东鑫光智能系统有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!