一种管材生产管理方法以及系统与流程
本发明涉及信息管理领域,尤其是涉及一种管材生产管理方法以及系统。
背景技术:
1、管材是日常生产生活中必不可少的一种基础材料,应用范围广泛,常被用于建筑、化工、食品等方面。
2、目前管材的加工管理主要包括工艺试制、生产准备、领料、冷轧、冷拔、焊管制管、加工看板、异常报警等。
3、针对上述中的相关技术,发明人发现存在有如下缺陷:目前管材的加工管理的规划主要是人为凭借经验来设定,所设定的规划会因为考虑不周而不合理,而且在设定规划后无法对具体的执行情况作及时了解。
技术实现思路
1、为了有利于合理制定生产任务的作业时间且方便具体负责人及时了解具体生产任务的完成情况,间接提高了生产任务的交付质量以及交付效率,本技术提供一种管材生产管理方法以及系统。
2、第一方面,本技术提供一种管材生产管理方法,采用如下的技术方案:
3、一种管材生产管理方法,包括:
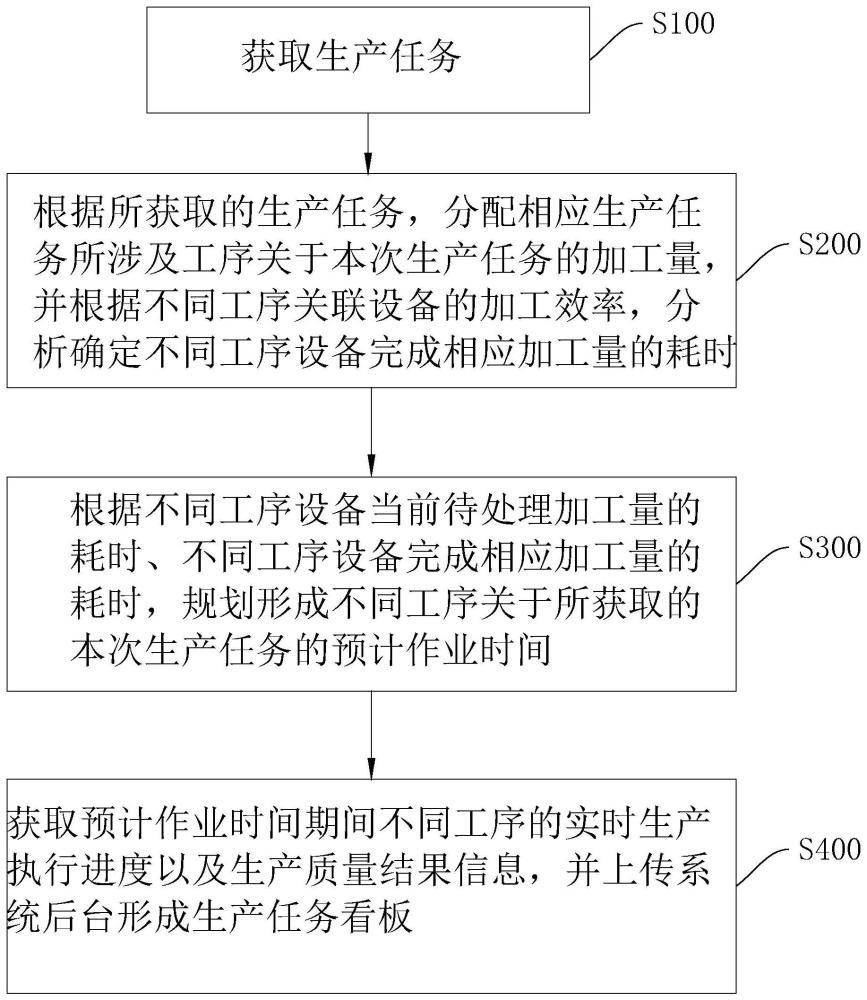
4、获取生产任务,生产任务包括交付期限、产品规格、产品数量以及产品所涉及的工序;
5、根据所获取的生产任务,分配相应生产任务所涉及工序关于本次生产任务的加工量,并根据不同工序关联设备的加工效率,分析确定不同工序设备完成相应加工量的耗时;
6、根据不同工序设备当前待处理加工量的耗时、不同工序设备完成相应加工量的耗时,规划形成不同工序关于所获取的本次生产任务的预计作业时间;
7、获取预计作业时间期间不同工序的实时生产执行进度以及生产质量结果信息,并上传系统后台形成生产任务看板。
8、通过采用上述技术方案,有效根据生产任务分析形成不同工序的预计作业时间,且会对所分析形成的不同工序的预计作业时间作进度监督以及质量监督并上传后台形成生产任务看板,有利于具体负责人及时了解具体生产任务的完成情况,间接提高了生产任务的交付效率以及交付效率。
9、可选的,不同工序设备完成相应加工量的耗时的分析确定如下:
10、获取不同工序关联设备的型号以及型号设备的数量;
11、根据关联设备的型号与加工效率的对应关系以及型号设备的数量,分析获取工序关联设备的整体效率;
12、根据不同工序的加工量以及同一工序关联设备的整体效率,分析确定不同工序设备完成相应加工量的耗时。
13、通过采用上述技术方案,有效考虑到不同工序同时存在新老设备的情况,通过新老设备的效率分析并结合加工量,可以有效准确分析不同工序设备完成相应加工量的耗时。
14、可选的,工序关联设备的整体效率的获取包括:
15、根据工序关联型号的设备历史对不同规格产品的平均加工效率,查询工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率;
16、若查询到,则以所查询到的产品规格的平均加工效率,作为工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率;
17、反之,则查询与本次产品规格相似度最高的规格产品的平均加工效率,作为工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率。
18、通过采用上述技术方案,在分析工序关联设备的整体效率的时候,考虑到了相同设备所加工的产品有区别的时候,效率也会有所变化,通过历史加工效率的查询,可以更加准确的分析确定本次任务工序关联设备的整体效率。
19、可选的,工序关联设备的整体效率的获取包括:
20、分析工序关联型号的设备在预设时间范围是否存在改造;
21、若为是,则根据改造后工序关联型号的设备对不同规格产品的平均加工效率,查询工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率;
22、若查询到,则以所查询到的产品规格的平均加工效率,作为工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率;
23、若未查询到,则根据改造前工序关联型号的设备对不同规格产品的平均加工效率,查询改造前工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率;
24、根据改造前后工序关联型号的设备对不同规格产品的平均加工效率,分析获取改造前后工序关联型号的设备对不同规格产品加工效率的平均提升幅度;
25、根据改造前工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率、改造前后工序关联型号的设备对不同规格产品加工效率的平均提升幅度,分析获取改造后工序关联型号的设备对本次生产任务所包含的产品规格的平均加工效率。
26、通过采用上述技术方案,有效考虑到了设备存在改造的情况,在有这个的情况下,会结合设备改造后的设备对同一型号产品的加工效率来分析确定设备对本次生产任务所包含的产品规格的平均加工效率,而且还考虑到设备改造后没有对同一型号产品没有作过加工的情况,此时会结合其改造后对其余产品所带来的加工效率提升幅度来间接分析相应设备在改造后对相应规格产品的平近加工效率,有效提高了工序关联设备的整体效率的分析准确性。
27、可选的,还包括位于规划形成不同工序关于所获取的本次生产任务的预计作业时间之后且在获取预计作业时间期间不同工序的实时生产执行进度以及生产质量结果信息之前的步骤,具体如下:
28、根据生产工序与单位加工量所需的耗材量的对应关系、生产工序关于本次生产任务的加工量,分析获取生产工序所需耗材的总量;
29、根据不同工序关于所获取的本次生产任务的预计作业时间以及生产工序所需耗材的总量,形成生产工序所需耗材总量以及耗材的供给时间的信息,并发送至负责耗材配送的工作人员所持终端。
30、通过采用上述技术方案,通过工序的作业时间反向分析了所需耗材的时间和总量,且会将相关信息发送给具体配送人员,有效保障了工序能够按照作业时间具体作业。
31、可选的,生产工序所需耗材的总量的分析获取包括:
32、分析工序关联型号的设备在预设时间范围是否存在改造;
33、若为是,则获取生产工序完成改造后的加工产品合格率,作为本次应用的生产工序的加工产品合格率;
34、若为否,则获取生产工序的加工产品合格率;
35、根据生产工序的加工产品合格率以及生产工序关于本次生产任务的加工量,分析获取生产工序关于本次生产任务的所需加工量。
36、通过采用上述技术方案,在准备耗材的时候还会考虑到生产工序的加工合格率,并通过合格率反向分析耗材所需量,可以进一步保障工序的正常作业执行。
37、可选的,还包括位于获取预计作业时间期间不同工序的实时生产执行进度以及生产质量结果信息之后的步骤,具体如下:
38、获取负责人所设置的生产任务看板关注倾向,关注倾向包括生产执行进度以及生产质量结果;
39、若负责人所设置的生产任务看板关注倾向为生产执行进度,则根据规划形成不同工序关于所获取的本次生产任务的预计作业时间以及预设的不同工序的理论生产执行效率,分析获取预计作业时间期间不同工序的理论生产执行进度,并与所获取的预计作业时间期间不同工序的实时生产执行进度作比较,获取生产执行进度的比较结果;
40、根据生产执行进度的比较结果与通知方式的对应关系,分析确定具体通知负责人的通知方式,并通过相应通知方式将生产执行进度的比较结果发送至负责人所持终端;
41、若负责人所设置的生产任务看板关注倾向为生产质量结果,则根据预计作业时间期间不同工序的理论生产质量结果,并与预计作业时间期间的不同工序的生产质量结果作比较,获取生产质量的比较结果;
42、根据生产质量的比较结果与通知方式的对应关系,分析确定具体通知负责人的通知方式,并通过相应通知方式将生产质量的比较结果发送至负责人所持终端。
43、通过采用上述技术方案,进一步考虑到了负责人生产任务看板关注倾向,并且会根据负责人的关注倾向以及相关关注倾向具体的结果情况,确定通知方式,有利于负责人在关注倾向的具体结果出现问题的时候,能够及时了解情况。
44、可选的,取负责人所设置的生产任务看板关注倾向的获取包括:
45、分析负责人是否设置生产任务看板关注倾向;
46、若为是,则以负责人所设置的生产任务看板关注倾向,作为负责人本次的生产任务看板关注倾向;
47、若为否,则分析工序关联型号的设备在预设时间范围是否存在改造以及改造目的,改造目的包括提升生产执行进度以及生产质量;
48、若改造目的为提升生产执行进度,则以生产执行进度作为负责人本次的生产任务看板关注倾向;
49、若改造目的为生产质量,则以生产质量作为负责人本次的生产任务看板关注倾向。
50、通过采用上述技术方案,在负责人没有设置生产任务看板关注倾向的时候,会根据预设时间范围的设备改造情况来间接分析负责人的关注倾向,从而提高对负责人设置生产任务看板关注倾向的预测准确性。
51、可选的,分析工序关联型号的设备在预设时间范围是否存在改造以及改造目的包括:
52、分析是否进入以生产任务的交付期限为最终时间节点的预设时间范围内;
53、若为是,则以生产执行进度作为负责人本次的生产任务看板关注倾向;
54、若为否,则分析工序关联型号的设备在预设时间范围是否存在改造以及改造目的。
55、通过采用上述技术方案,有效考虑到生产任务的交付时间临近的情况下,负责人会更关注生产执行进度,通过关注倾向的调整,有利于负责人及时做好生产任务交付。
56、第二方面,本技术提供一种管材生产管理系统,采用如下的技术方案:
57、一种管材生产管理系统,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的程序,该程序能够被处理器加载执行时实现如第一方面所述的管材生产管理方法。
58、通过采用上述技术方案,通过程序的调取,有效根据生产任务分析形成不同工序的预计作业时间,且会对所分析形成的不同工序的预计作业时间作进度监督以及质量监督并上传后台形成生产任务看板,有利于具体负责人及时了解具体生产任务的完成情况,间接提高了生产任务的交付效率以及交付效率。
59、综上所述,本技术的有益技术效果为:
60、1.提高生产任务作业时间规划的合理性;
61、2.有利于负责人及时了解生产任务的执行情况。
- 还没有人留言评论。精彩留言会获得点赞!