一种面向航空航天材料的孔加工刀具智能设计方法
本发明属于孔加工刀具设计,涉及一种孔加工刀具设计方法,具体来说,涉及一种面向航空航天材料的孔加工刀具智能设计方法,通过结合有限元分析、数据采集、数据建模、数据分析等技术,实现对刀具加工过程中的数据进行收集和分析,推理新刀具合理切削参数,提高刀具设计效率和切削性能。
背景技术:
1、孔加工是机械加工中的重要工序,在航空航天、汽车制造、模具制造等领域具有广泛应用。孔加工刀具通常是指钻头,其具有尖锐的切削边缘,使用时,通过旋转并施加轴向力,可以在工件上形成圆形的孔洞。在航空航天材料的打孔制作中,孔加工刀具的性能和质量直接影响着航空航天结构件的安全性和可靠性。航空航天材料是指具有高强度、高韧性、高耐热性等特点的材料,如钛合金、铝合金、镍基合金、碳纤维复合材料等。由于航空航天材料通常具有高强度和良好的热特性,因此钻头需要具备足够的硬度、耐磨性和热稳定性,以便在加工高强度材料时具有良好的切削性能和寿命。
2、然而,现有的孔加工用刀具设计方法存在着一些问题和不足。首先,现有的刀具设计方法往往需要先收集整理大量的数据,包括刀具的几何参数、刀具的材料参数、刀具的切削参数、工件的材料参数、工件的形状参数等,这些数据的收集和整理需要耗费大量的时间和人力资源。其次,现有的刀具设计方法需要结合收集的数据对加工材料进行多次试切,以验证刀具的切削性能和寿命,多次试切不仅造成了材料浪费,更严重影响了刀具设计的加工进程。再次,现有的刀具设计方法无法对刀具加工进行中的数据进行收集,并通过这些数据推理新刀具合理切削参数,如切削速度、进给量、切削深度等,这些参数对刀具的切削性能和寿命有着重要的影响。
3、综上所述,现有孔加工刀具在设计和实际应用中面临着效率低下和资源浪费的问题,尤其是在高强度、高耐热的航空航天材料加工领域,这些问题更为显著。因此,开发一种能够智能、高效地设计孔加工刀具的方法,以提高孔加工用刀具设计的效率和质量,减少刀具设计的成本和时间,充分利用刀具加工进行中的数据优化刀具的切削参数,是亟待解决的技术问题。
技术实现思路
1、(一)发明目的
2、针对现有技术的上述缺陷和不足,为解决现有孔加工刀具设计方法主要依赖经验和试切导致设计效率低、资源浪费以及设计准确性不足的问题,本发明提出一种面向航空航天材料的孔加工刀具智能设计方法,该方法通过结合有限元分析和现场数据采集技术,可以提前发现并改进设计加工过程中的问题,降低生产风险和成本。通过建立常用刀具数据库,并通过模拟数据构建数学模型,推理验证数据库其他数据,可以对不同刀具参数和性能进行比较和评估,并通过已知的数据进行模拟和预测,得到未知的数据,且能够对已知数据进行进一步的推理和优化,提高已知数据的准确性。通过数据验证结果对刀具进行性能预测,并根据刀具性能预测结果,构建切削参数推荐列表,快速确定合适的设计方案,节约时间、降低耗材成本和设备维护成本等生产成本。本发明具有较高的智能化程度,能够更加智慧化、高效化地辅助刀具设计以及进行刀具切削参数推荐,确保生产效率和刀具质量的稳定性。
3、(二)技术方案
4、为实现该发明目的,解决其技术问题,本发明采用如下技术方案:
5、一种面向航空航天材料的孔加工刀具智能设计方法,其特征在于,该方法在实施时至少包括以下步骤:
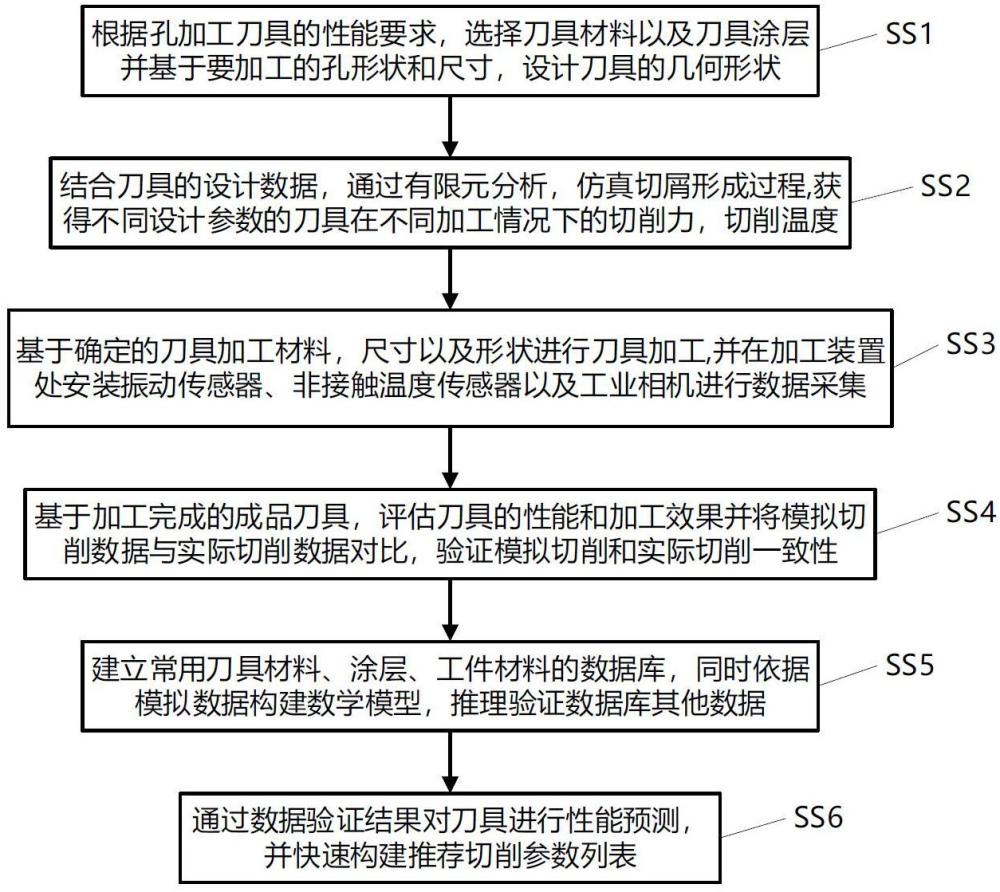
6、ss1. 根据待加工航空航天材料的物理及化学特性以及待加工孔的形状、尺寸及表面质量要求,确定待设计孔加工刀具的至少包括切削力、切削温度、切削稳定性及切削寿命指标在内的性能要求,选择刀具本体材料以及涂覆在刀具本体表面的涂层材料,并基于待加工孔的形状和尺寸,确定待设计孔加工刀具的几何形状及相应的几何尺寸;
7、ss2. 基于待加工航空航天材料的物理及化学特性构建工件有限元模型,并结合步骤ss1所确定的孔加工刀具的设计数据构建刀具有限元模型,并至少分别定义工件有限元模型及刀具有限元模型的边界条件、初始条件及材料属性,通过有限元分析模拟刀具与工件之间的接触和摩擦并仿真切屑的形成过程,并通过设置不同的切削工作参数以及设置不同的刀具设计参数,获得不同设计参数的刀具在不同加工情况下的切削力、切削温度、工件表面质量及工件加工变形规律相关数据,分析刀具的切削性能和加工效果,评估刀具的切削稳定性和切削寿命,并根据分析结果择优确定刀具设计参数;
8、ss3. 基于步骤ss2所确定的至少包括刀具本体材料、涂层材料、几何形状及相关尺寸在内的设计参数,使用刀具加工装置完成刀具的实体加工;
9、ss4. 对于步骤ss3所加工完成的成品刀具,使用检测设备检查其刃磨精度及精度留量以评估成品刀具的性能和加工效果,随后使用所述成品刀具对航空航天材料进行孔加工并实时采集孔加工过程中刀具的振动、温度和图像信息,并将所采集的这些实际切削数据与步骤ss2所获得的模拟切削数据进行对比和分析,以验证模拟切削和实际切削一致性;
10、ss5. 建立一涵盖常用刀具本体材料、涂层材料、工件材料及其物理、化学、力学属性数据的数据库,同时依据步骤ss2所获得的模拟切削数据及步骤ss4所获得的实际切削数据,采用神经网络算法构建一数学预测模型,并在对该数学预测模型进行充分训练验证的基础上,基于该数学预测模型对所述数据库中的刀具本体材料、涂层材料、工件材料进行分类、优化和预测,同时基于该数学预测模型推理验证包括材料组合、刀具性能和/或切削参数在内的数据库其他数据;
11、ss6. 根据实际生产和加工需求确定待预测的切削参数和切削条件,将所确定的待预测切削参数和切削条件进行标准化处理后作为步骤ss5所建立并验证的数学预测模型的输入,并通过该输入的数据验证结果对孔加工刀具进行性能预测,评估孔加工刀具在不同切削参数下的切削力、切削温度、切削稳定性、和/或切削寿命指标,并快速构建推荐孔加工刀具的切削参数列表。
12、优选地,上述步骤ss1中,根据孔加工刀具的性能要求,选择刀具本体材料以及涂覆在刀具本体表面的涂层材料,并基于待加工孔的形状和尺寸,确定待设计孔加工刀具的几何形状及相应的几何尺寸,至少包括以下步骤:
13、ss11. 通过分析刀具的具体需求,确定待设计孔加工刀具的性能要求,包括分析待加工航空航天材料、待加工孔的形状、尺寸和表面质量要求;
14、ss12. 根据待加工航空航天材料的特性和待加工孔的加工要求,选择合适的刀具本体材料;
15、ss13. 基于待加工孔的形状和尺寸,并结合刀具本体材料的刚性和工艺性能,设计刀具的几何形状及相应的几何尺寸,至少包括刃部结构、刀具刃角、刀具芯径;
16、ss14. 对于航空航天材料的加工,选择合适的刀具涂层材料,用于提高刀具的耐磨性、耐热性和切削性能。
17、优选地,上述步骤ss2中,所述结合所确定的孔加工刀具的设计数据,通过构建有限元模型分析仿真切屑形成过程,获得不同设计参数的孔加工刀具在不同加工情况下的切削力、切削温度、工件表面质量及工件加工变形规律相关数据,至少包括以下步骤:
18、ss21. 根据已经确定的待加工航空航天材料、刀具本体材料、涂层材料以及刀具形状及相关尺寸,分别构建工件及刀具的有限元模型;
19、ss22. 基于所构建的有限元模型,通过设定切削工作参数,设置刀具和工件之间的相对运动轨迹,以及刀具和工件的边界条件、初始条件和材料属性,进行刀具和工件之间的仿真试切,并获得切削加工过程中的切削力、切削温度、工件表面质量以及工件加工变形规律的相关数据,根据切削过程中产生的温升、受力和功率变化,模拟切屑的形成、断裂、流向以及温度变化,分析刀具的切削性能和加工效果,评估刀具的切削稳定性和切削寿命,并根据分析结果择优确定刀具设计参数。
20、优选地,上述步骤ss3中,所述基于确定的刀具本体材料、涂层材料、形状以及尺寸进行刀具加工,并在刀具加工装置处安装振动传感器、非接触温度传感器以及工业相机进行数据采集包括以下步骤:
21、ss31. 根据加工要求对刀具本体材料进行调整和固定,启动刀具加工装置,调整工艺参数,开始进行刀具实体加工;
22、ss32. 在刀具加工装置的主轴附近选择一处固定点安装振动传感器,并确保传感器与装置接触紧密,以准确感知振动信号;
23、选择红外线测温仪并将其安装在合适的位置,以确保能够准确测量物体的表面温度;
24、选择适合的工业相机,根据需要将其安装在加工装置处,以获取加工过程中的图像数据,包括切削过程以及切屑形状;
25、ss33. 采集并监测振动传感器、红外线测温仪以及工业相机的具体数据,及时调整数控加工程序的参数,以保证刀具的加工精度和质量。
26、优选地,上述步骤ss4中,基于加工完成的成品刀具,评估刀具的性能和加工效果并将模拟切削数据与实际切削数据对比,验证模拟切削和实际切削一致性包括以下步骤:
27、ss41. 使用检测设备对刀具进行性能评估,检查刃磨精度以及精度留量;
28、ss42. 使用成品刀具对航空航天材料进行孔加工并实时采集孔加工过程中刀具的振动、温度和图像信息,对成品刀具的切削性能进行测算和预估,评估刀具在实际切削中的加工效果和性能表现;
29、ss43. 使用平均绝对百分比误差度量法将步骤ss2所获得的模拟切削数据与步骤ss42所获得的实际切削数据进行比对,检验模拟与实际数据的一致性,其具体公式为:
30、
31、其中, n是数据点的数量,σ表示求和,mape为计算后的数据,mape小,表示模拟数据与实际数据的一致性高;
32、由于相对误差不受测量单位的影响,因此相对误差度量法能够更好地衡量预测数据的一致性;
33、ss44. 分析模拟切削数据与实际切削数据之间的差异性,通过比较模拟切削数据和实际切削数据的特征和条件,包括加工参数、刀具磨损、材料特性,确定差异来源。
34、优选地,上述步骤ss5中,所述建立常用刀具本体材料、涂层材料、工件材料及其物理、化学、力学属性数据的数据库,同时依据步骤ss2所获得的模拟切削数据及步骤ss4所获得的实际切削数据构建数学预测模型,推理验证数据库其他数据,包括以下步骤:
35、ss51. 建立常用刀具材料、涂层、工件材料的物理、化学、力学属性数据,包括基本材料属性、加工参数、切削力、切削温度这些数据;
36、ss52. 将数据进行整理和分类,建立统一的数据库,包括数据结构设计、数据格式定义、数据字典;
37、ss53. 依据收集到的实际切削数据和模拟切削数据,采用神经网络算法建立数学预测模型,通过数学预测模型对刀具材料、涂层材料、工件材料进行分类、预测和优化:
38、ss54. 输入待验证数据到建立的数学预测模型中,并获取数学预测模型的输出结果;
39、ss55. 根据数学预测模型的输出结果,对推理验证的结果进行评估和比较,通过对推理验证结果的评估和比较,验证模型的有效性和可靠性;
40、ss56. 比较推理结果与预期结果的差异,理解差异的原因,再根据实际情况进一步调整数学预测模型参数。
41、进一步地,所述依据收集到的实际切削数据和模拟切削数据,采用神经网络算法建立数学预测模型,通过数学预测模型对刀具本体材料、涂层材料、工件材料进行分类、预测和优化包括以下步骤:
42、ss531. 选择神经网络的输入变量和输出变量,确定数学预测模型的基本结构和拓扑;
43、ss532. 选择激活函数,确定建模的细节;
44、ss533. 将原始数据划分为训练集、验证集和测试集,其中训练集用于训练模型,验证集用来调整模型参数,测试集用于评估模型的泛化能力;
45、ss534. 根据划分好的训练集对神经网络模型进行训练,通过反向传播算法不断调整模型参数,降低模型训练误差和验证误差。
46、进一步地,根据划分好的训练集对神经网络模型进行训练,通过反向传播算法不断调整模型参数,降低模型训练误差和验证误差,其具体步骤为:
47、ss5341. 计算输出层误差:
48、对于每个训练样本,计算输出层的误差,使用均方误差作为损失函数:
49、
50、其中,是神经网络对第 k个输出的预测值, yk是训练样本的真实值,k是输出层的节点数;
51、从输出层开始,向隐藏层逐层传播误差,更新每一层的权重和偏置,输出层误差:
52、;
53、其中,σ1是激活函数的导数,是输出层的加权输入,是输出层节点k的误差,是隐藏层到输出层的权重,是隐藏层节点j的误差;
54、ss5342. 使用计算得到的误差,通过梯度下降法更新网络中的权重和偏置参数:
55、更新输出层权重和偏置:
56、;
57、;
58、更新隐藏层权重和偏置:
59、;
60、;
61、其中,是隐藏层的偏置,是隐藏层的输出,是输出层的偏置,是输入层到隐藏层的权重,xi是输入层的输入变量,σ是激活函数,η是学习率,用于控制权重更新的步长。
62、优选地,上述步骤ss6中,所述通过输入的数据验证结果对刀具进行性能预测,并快速构建推荐切削参数列表,包括以下步骤:
63、ss61. 根据实际需求,确定需要预测的切削参数和切削条件范围;
64、ss62. 将输入的切削参数和切削条件进行标准化特征预处理,使其适用于数学预测模型的输入;
65、ss63. 使用经过验证的数学预测模型,基于输入的切削参数和条件进行预测,得到对应的性能表现指标,至少包括切削力、功耗、表面粗糙度;
66、ss64. 将预测结果进行反向规范化处理,得到实际的性能表现指标;
67、ss65. 将预测得到的性能表现指标,结合实际需求,构建推荐切削参数列表。
68、(三)技术效果
69、同现有技术相比,本发明的面向航空航天材料的孔加工刀具智能设计方法,具有以下有益且显著的技术效果:
70、1、本发明通过有限元分析,仿真切屑形成过程,获得不同设计参数的刀具在不同加工情况下的切削力,切削温度等模拟数据结合振动传感器、非接触温度传感器以及工业相机采集的实际数据,模拟数据能够提前发现设计加工过程中的问题,并进行相应的改进和优化,从而降低生产风险和成本;
71、将实际数据与模拟数据相对比,可以针对性地调整模拟参数,加速迭代设计的过程,更快地达到优化设计的目标,且同时可辅助设计过程,减少实际切削的次数,减少设计周期,提高设计效率;
72、2、本发明通过建立常用刀具数据库,并通过模拟数据构建数学预测模型,推理验证数据库其他数据,可以对不同刀具参数和性能进行比较和评估,并通过已知的数据进行模拟和预测,得到未知的数据,且能够对已知数据进行进一步的推理和优化,提高已知数据的准确性;
73、3、本发明通过数据验证结果对刀具进行性能预测,并快速构建推荐切削参数列表,能够快速确定合适的设计方案,工作人员可直接根据推荐参数进行设计加工,同时,根据推荐切削参数列表可以帮助工作人员找到最优的切削参数,从而提高切削质量,选择最优的切削参数可以节约时间、降低耗材成本和设备维护成本等生产成本;
74、4、本发明拥有较高的智能化程度,能够更加智慧化、高效化地辅助刀具设计以及进行刀具切削参数推荐,确保生产效率和刀具质量的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!