一种用于焊接机器人的视觉检测方法及系统与流程
本发明涉及图像处理,具体涉及一种用于焊接机器人的视觉检测方法及系统。
背景技术:
1、焊接机器人是一种自动化的焊接设备,能够根据焊接路径自动执行焊接任务,具有较高的焊接效率。但在执行焊接任务时,需要预先设置焊接电流、电压和速度等工艺参数,不适合的工艺参数会使焊缝质量降低,增加焊缝开裂或脆性断裂的风险。因此,需要使用视觉识别检测对焊缝进行识别,获取缺陷类别并调整工艺参数。为增强图像质量提高缺陷识别精度,可对焊缝图像进行去噪处理。
2、非局部均值滤波算法作为常用的图像去噪算法,可用于对焊缝图像去噪以提高图像质量,但使用同一平滑参数对焊缝图像的不同区域进行去噪时无法兼顾去噪效果和焊缝缺陷边缘细节保留,缺陷部分仍存在形态模糊现象,降低了焊缝缺陷识别精度。
3、综上所述,本发明提出一种用于焊接机器人的视觉检测方法及系统,对焊接机器人采集的焊缝图像进行去噪处理,通过对焊接区域的纹理特征进行分析,构建焊接区域各像素点的缺陷特征显著权重,结合焊缝图像噪声的标准方差自适应获取图像中各像素点平滑因子,结合非局部均值滤波算法对图像进行去噪,通过神经网络对去噪后的焊缝图像进行缺陷检测,提高了焊接机器人对焊缝缺陷的检测精度。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种用于焊接机器人的视觉检测方法及系统,所采用的技术方案具体如下:
2、第一方面,本发明实施例提供了一种用于焊接机器人的视觉检测方法,该方法包括以下步骤:
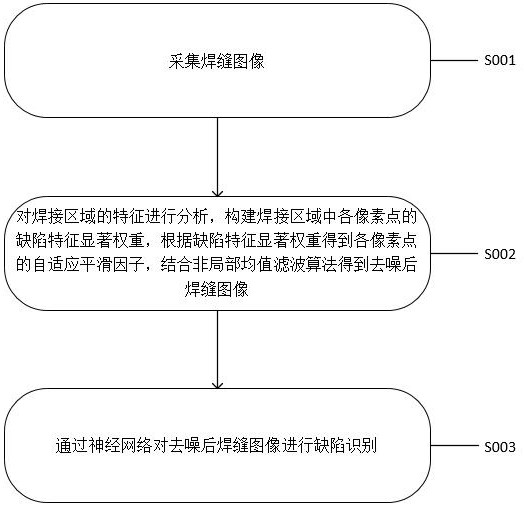
3、采集焊缝图像;获取焊缝图像的边缘图像;
4、将边缘图像中长度最长的两条边缘线分别作为焊缝图像中焊接区域的上、下边界线;通过动态时间规整算法获取上边界线上各像素点在下边界线上的匹配像素点;根据匹配像素点得到各初始中点及拟合中点;根据各初始中点及拟合中点的位置变化得到各拟合中点的纹理偏移差异度;根据各拟合中点的纹理偏移差异度得到焊接区域中心线的纹理连续一致程度;获取rgb焊缝图像中r、g、b通道图像中各像素点的邻域;根据各像素点的邻域得到各通道图像中心线上各像素点的色彩丰富对比度;根据纹理连续一致程度及中心线上各像素点的色彩丰富对比度得到各通道图像中焊接区域中心线的色彩丰富对比度;根据色彩丰富对比度得到焊接区域中心线的色彩丰富差异度;根据色彩丰富差异度及焊接区域中各像素点的位置变化得到焊接区域中各像素点的缺陷特征显著权重;根据缺陷特征显著权重得到焊缝图像中各像素点的自适应平滑因子;
5、根据各像素点的自适应平滑因子结合非局部均值滤波算法对焊缝图像进行去噪得到去噪后的焊缝图像;通过神经网络对去噪后的焊缝图像进行缺陷识别。
6、优选的,所述根据匹配像素点得到各初始中点及拟合中点,具体为:
7、将上边界线上各像素点与所属匹配像素点作为各边界点组;将各边界点组中像素点连线的中点作为各初始中点;对所有初始中点进行拟合得到曲线作为焊接区域的中心线;将中心线上各像素点作为各拟合中点。
8、优选的,所述根据各初始中点及拟合中点的位置变化得到各拟合中点的纹理偏移差异度,具体包括:
9、获取各拟合中点及初始中点的邻域;对于各拟合中点,获取距离最近的初始中点,记为最近初始中点;计算拟合中点与最近初始中点之间的欧氏距离;计算拟合中点邻域内各像素点与最近初始中点邻域内对应像素点之间灰度值的差值绝对值;计算所有所述差值绝对值的均值;计算所述均值与所述欧氏距离的比值;将所述比值作为拟合中点的纹理偏移差异度。
10、优选的,所述根据各拟合中点的纹理偏移差异度得到焊接区域中心线的纹理连续一致程度,具体包括:
11、通过sobel算子获取各拟合中点的梯度方向对应的角度值,记为梯度方向角度值;计算中心线上各相邻拟合中点之间的梯度方向角度值的差值平方;计算所有所述差值平方的均值;计算所有拟合中点的纹理偏移差异度的和值;计算所述均值与所述和值的比值,将所述比值作为焊接区域中心线的纹理连续一致程度。
12、优选的,所述根据各像素点的邻域得到各通道图像中心线上各像素点的色彩丰富对比度,具体包括:
13、在各通道图像中,获取中心线及上、下边界线上各像素点的邻域中所有像素点灰度值的信息熵;
14、对于中心线上各像素点,计算中心线上像素点与上、下边界线上各像素点之间所述信息熵的差值绝对值;计算所有所述差值绝对值的平均值;将所述平均值作为中心线上像素点的色彩丰富对比度。
15、优选的,所述根据纹理连续一致程度及中心线上各像素点的色彩丰富对比度得到各通道图像中焊接区域中心线的色彩丰富对比度,具体包括:
16、计算中心线上所有像素点的色彩丰富对比度的平均值;计算中心线的纹理连续一致程度与所述平均值的乘积;将所述乘积作为各通道图像中焊接区域中心线的色彩丰富对比度。
17、优选的,所述根据色彩丰富对比度得到焊接区域中心线的色彩丰富差异度,具体包括:将所有通道图像中焊接区域中心线的色彩丰富对比度的平均值作为焊接区域中心线的色彩丰富差异度。
18、优选的,所述根据色彩丰富差异度及焊接区域中各像素点的位置变化得到焊接区域中各像素点的缺陷特征显著权重,具体包括:
19、对于焊接区域中各像素点,将像素点到中心线上各像素点的欧氏距离最小值作为像素点到中心线的欧氏距离;计算像素点到中心线的欧氏距离与灰度值的乘积;计算所述乘积与中心线的色彩丰富差异度的比值;将所述比值作为像素点的缺陷特征显著权重。
20、优选的,所述根据缺陷特征显著权重得到焊缝图像中各像素点的自适应平滑因子,具体包括:
21、对于焊接区域中各像素点,将焊缝图像噪声的标准方差的平方与像素点的缺陷特征显著权重的乘积作为像素点的自适应平滑因子;对于非焊接区域中各像素点,将焊缝图像噪声的标准方差的平方作为像素点的自适应平滑因子。
22、第二方面,本发明实施例还提供了一种用于焊接机器人的视觉检测系统,包括存储器、处理器以及存储在所述存储器中并在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述任意一项所述方法的步骤。
23、本发明实施例至少具有如下有益效果:
24、本发明通过机器视觉结合焊接机器人的图像采集设备获取焊接机器人产生的焊缝图像,通过分析焊缝图像中焊接区域的纹理特征,自适应获取图像中各像素点的平滑因子,结合非局部均值滤波算法对图像进行去噪,通过神经网络对去噪后的焊缝图像进行缺陷检测,解决了图像受噪声影响导致焊缝中缺陷部分边界不清晰及细节部分模糊的问题,避免了采用非局部均值滤波去噪时由于平滑参数固定导致无法兼顾去噪效果和焊缝缺陷边缘细节保留的问题,提高了焊缝图像清晰度,提高了焊接机器人对焊接区域的缺陷检测精度;
25、本发明通过分析焊接机器人产生的焊接区域的纹理特征,获取焊接区域中心线的纹理连续一致程度;根据焊接区域与非焊接区域之间的色彩差异得到焊接区域中心线的色彩丰富差异度;根据色彩丰富差异度与焊接区域每个像素点的灰度值及位置特征得到焊接区域像素点的缺陷特征显著权重,根据缺陷特征显著权重得到各像素点的自适应平滑因子;根据各像素点的自适应平滑因子结合非局部均值滤波算法对焊缝图像进行去噪,结合神经网络对去噪后焊缝图像进行缺陷识别,改善了非局部均值滤波算法对焊缝图像的去噪效果,解决了使用同一平滑参数对焊缝图像的不同区域进行去噪时效果较差的问题,提高了焊接机器人对焊缝缺陷识别精度。
- 还没有人留言评论。精彩留言会获得点赞!